
レーザー溶接の種類を比較する:ファイバー、ダイオード、ディスク、CO2
レーザーの力で溶接作業を変えることを想像してみてください。レーザー溶接の世界には、ファイバーレーザー、ダイオードレーザー、ディスクレーザー、CO2 レーザーなど、さまざまなオプションがあり、それぞれに独自の...
金属に触れることさえない精密工具を使った溶接を想像してみてください。遠隔レーザー溶接(RLW)は、ファイバーレーザーの力を利用して溶接プロセスに革命をもたらし、比類のない速度、柔軟性、および効率を提供します。この記事では、高品質のビームと高度なスキャニング技術を備えたRLWシステムが、自動車から航空宇宙まで、どのように業界を変革しているのかを探ります。読者は、RLWの仕組み、利点、課題、そしてこの最先端技術の実用的な応用と将来の展望についての洞察を得ることができる。

非接触ロボットレーザー溶接プロセスであるリモートレーザー溶接(RLW)技術は、近年著しい進歩を遂げている。これにより、レーザー溶接工程における生産効率の向上と加工の柔軟性が高まりました。
RLWのコンセプトは1996年、ジョン・マッケンによって初めて紹介された。
RLWの重要な特徴のひとつは、ハイパワー、ハイビームという完璧な組み合わせである。 高品質レーザー 長焦点距離(最大1600mm)の光源とガルバノスキャニング装置。
従来のレーザー溶接と比較して、RLWはより速いスピード、より短いサイクル、より大きな柔軟性を提供する。
RLW技術の研究は、さまざまな分野に応用されている。 レーザーの種類 を長時間使用することができます。波長1080nmの高出力ファイバーレーザーは、ファイバーを通してレーザービームを伝送することができ、集光精度と加工の柔軟性を向上させることができます。
一方、波長が10.6μmと長い炭酸ガスレーザーは、光ファイバーを通してビームを伝送することができない。
理想的な波長と優れたビーム品質により、高出力ファイバーレーザーは、従来のCO2レーザーやNd:YAGレーザーを凌駕し、RLWアプリケーションに最適な選択肢となっている。
RLWの動作原理は、ガルバノスキャニングによってレーザービームを反射・指向させ、被加工物の表面への高速伝送を可能にすることである。
2Dスキャニングは、RLW分野で最も一般的に使用されている。これは、電気的に回転可能な2つの光走査ミラーを備えたガルバノメーター・システムで構成されている。このシステムは5kWの出力を扱うことができ、3Dスキャニングよりも費用対効果が高い。
しかし、RLWもまた、前処理の必要性、溶接の品質と安定性の要件、溶接の安全性と安定性の提供など、いくつかの課題に直面している。 シールドガスそしてメッキシートの適切なクランプと位置決め。
従来のレーザー溶接と比較して、RLWはより多くのプロセス・パラメーターを必要とするが、それらはビーム品質、加工パラメーター、材料特性の3つのグループに大別できる。
リモート・レーザー溶接(RLW)の考え方は、まったく新しいものではない。その主な原理は、スキャナーを使用して集光レーザービームをワークピースの上方の特定の距離に反射・位置決めすることである。RLWの典型的な焦点距離は1000~1600 mmである。
1996年、ジョン・マッケンは焦点距離1600 mmのレーザーを使って最初のRLW実験を行った。この実験は、小穴パターン溶接を実現し、RLWプロセス開発のマイルストーンとなった。
スキャナーは、1 m x 1 mまたはそれ以上の大きなワークピースにレーザービームを正確に照射するのに役立ち、溶接速度は30 m/分に達する。
RLWプロセスには、スキャナー一体型のRLWシステムと、ロボットをベースとしたRLWシステムの2つの一般的な作業モードがある。
スキャナ一体型のRLWシステムは、スキャニング・ユニット(通常は2Dスキャナ)を使用して、レーザー・ビームの焦点合わせと位置決めを行う(図1(a)参照)。
ロボットベースのRLWシステムは、長時間のフォーカス・レーザー 光学ミラーと操作用の6軸ロボット。ロボットはレーザービームを被加工物の表面に位置決めする役割を担っている(図1(b)参照)。

図1.スキャナー一体型のRLWシステム(a)とロボットベースのRLWシステム(b)
ロボットベースのRLWシステムに比べ、スキャナー一体型のRLWシステムは応用範囲が広く、加工サイクルも短く、精度も高い。しかし、このシステムでは、レーザービームの品質に対する要求がより厳しくなる。
表1は、スキャナー一体型のRLWシステム、ロボットベースのRLWシステム、および従来のレーザー溶接の性能を比較したものである。
表1.遠隔溶接プロセスと従来の溶接プロセスとのパラメータ比較 レーザー溶接工程
| 代表的な性能パラメーター | 従来のレーザー溶接プロセス | スキャナー内蔵RLWシステム | ロボットベースRLWシステム |
|---|---|---|---|
| サイクル | 1 | 3 | 2 |
| 精密 | 3 | 3 | 2 |
| 実用性 | 1 | 3 | 3 |
| 柔軟性 | 2 | 3 | 3 |
| プログラマビリティ | 2 | 1 | 2 |
| 投資 | 3 | 2 | 3 |
| メンテナンス | 3 | 2 | 3 |
1=非常に悪い/非常に低い、2=悪くない、3=良い
遠隔溶接を成功させるには、以下の3つの条件を満たす必要がある:
2.2.1.スキャナー
スキャナーは、レーザービームがワーク表面の希望する溶接経路に沿って正しく誘導され、迅速に位置決めされることを保証します。
柔軟性が高く軽量なスキャニング・ヘッドにより、ビームは溶接ポイント間を素早く移動できるため、従来のレーザー溶接プロセスと比べて位置決めに要する時間が短縮される。
図2はスキャンヘッドの典型的な構成要素を示している。スキャンユニットは主にガルバノメーターとレンズで構成されている。
リモート溶接では、レーザービームはまずレンズを通過する。レンズは光軸に沿って調整でき、焦点位置を変えることができます。その後、レーザー・ビームはXとYのガルバノメーターで順次反射・誘導され、最終的に所定の位置に到達します。 溶接継ぎ目 ワークの表面に正確に焦点を合わせます。
図3は、シームトラッキングセンサー、リニアプロジェクションデバイス、高感度2Dスキャンユニットを含む典型的な2Dスキャナーシステムを示している。

図2.スキャンヘッドを構成する代表的な部品

図3.2Dスキャナーシステムの主要コンポーネント
2.2.2. 高出力ファイバーレーザー
近年、高出力ファイバーレーザーは急速な発展を遂げ、材料加工用途において卓越した特性を発揮している。
高品質のビームを持つ高出力ファイバーレーザーは、数MW/mm2に達する超高ピークパワー密度を提供することができ、これは長距離高速遠隔レーザー溶接に不可欠である。
研究データによれば、高出力ファイバーレーザーには次のような利点がある:
図4に示すように、高出力ファイバーレーザーを搭載したRLWユニットは、産業用ロボットに取り付けられ、溶接ヘッド固定具を備えている。
調査によると、遠隔地では ファイバーレーザー溶接 は、溶接速度をさらに向上させ、溶接ワイヤとトーチの損失を減らし、工具と部品の締め付けの要件を下げ、従来の溶接プロセスに関連する継続的なメンテナンス・コストを削減することができる。

図4.5kWファイバーレーザーを搭載したRLWユニット
従来のレーザーと比較して 溶接工程スキャナー一体型のRLWシステムには、次のような利点がある:
2.3.1.効率的な生産
スキャナー一体型のRLWシステムは、溶接速度が速く、処理サイクルが短いため、より効率的である。
通常の条件下では、設定されたレーザーの出力に応じて、溶接速度を6 m/分から30 m/分まで上げることができる。
スキャナーの非稼働時間をなくすことで、80%の処理サイクルをさらに短縮することができる。
中断のない動きとスキャニング・ヘッドの迅速な位置決めにより、ロボットの位置決めには通常2~3秒かかるのに対し、RLWシステムはわずか50 msで溶接部間を移動できる。
その結果、スキャナー一体型のRLWシステムの処理サイクルは、抵抗膜方式に比べて6~10倍速くなった。 スポット溶接 またはアーク溶接。
2.3.2.高い柔軟性
RLWシステムにおけるスキャニングヘッドとワークピース間の長距離動作は、従来のレーザー溶接装置では不可能であった溶接中の大きな柔軟性を提供する。
図5に示すように、溶接は長距離運転でなければ完了しない。
長距離運転のもう一つの利点は、金属蒸気やスパッタが光学部品に影響を与えるのを防ぐことである。
さらに、長距離運転では固定具の要件が低くなるため、重量物や大型製品を扱う用途では設備コストを効果的に削減できる。
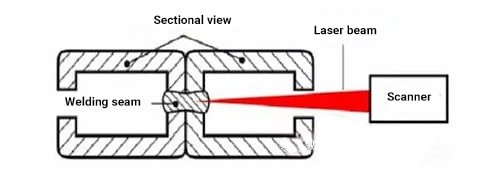
図5.RLWは作業性の悪いワークの溶接に使用される。
2.3.3.コストメリット
RLWはすでにBIWの生産において、その費用対効果を実証している。数多くの研究結果が、RLWシステムが以下のようなさまざまな方法で生産コストを削減できることを示している:
しかし、RLWには、シールド・ガス、高品質ビーム、治具、溶接トラッキングの必要性などの欠点もある。
RLWの最大の課題は、被加工物にシールド・ガスを供給 することである。補助ガスは、溶接と同期して移動するのではなく、加工領域全体をカバーしなければならない。このため、酸化を防ぎ汚染を避けるために、保護ガスを同時に大流量で噴射する多数のノズルが必要になる。その結果、大量のシールド・ガスが必要となり、 加工コストが増大する。
現在、抵抗レーザ溶接(RLW)は主にフラットパネル・アセンブリの大量生産に利用されており、かなりの量の溶接を伴うことが多い。
自動車製造業は、RLWの重要な応用分野である。
現在までに約70のRLWシステムが、カーシート(シート、フレーム、レール、パネルなど)、ボディ・イン・ホワイト部品(ラゲッジ・コンパートメント、リアパネル、ドア/サスペンション部品、サイドウォール、熱交換器など)、内装構造(補強リブ、リアウィンドウシェルフ/トップガードなど)の製造を含むさまざまな生産工程に導入されている。
研究者たちは、RLWのビーム特性を改善するため、溶接速度、焦点位置、ビーム傾斜、シールド・ガス、継手設計、母材特性など、さまざまなプロセス・パラメーターについて、数多くの試験や研究を行なってきた。これらの特性には以下が含まれる。 レーザー出力ビーム品質、波長、スポット径、焦点距離、モード、偏光。
研究者たちは、ファイバーレーザーを搭載したRLWを4つの異なる方法で研究した。 鋼種 軟鋼、亜鉛メッキ鋼、合金亜鉛メッキ鋼、ステンレス鋼などを母材とする。
主なプロセス・パラメーターを以下の表2に示す。
表2.ファイバーレーザーによるRLWの加工パラメータ一覧
| ベース素材 | 出力 | 焦点距離 | スポット径 | 溶接速度 | フォーカスポジション | 時間 |
|---|---|---|---|---|---|---|
| (厚さmm) | KW | mm | μm | m/分 | mm | 参照 |
| 軟鋼 S355 (1.5mm) | (mm) 8 | 470 | 640 | 2-14 | 0 | 2008(6) |
| 軟鋼 S235 | (mm) 8 | 1053 | 300-800 | 2-22 | -80-80 | 2007(15) |
| 亜鉛メッキ鋼 JAC270EN (1.5mm) | 4 | 1250 | 360 | 5 | 0 | 2009(35) |
| 合金亜鉛メッキ鋼 GA60 (1mm) | 4 | 1500 | / | 4 | 0 | 2009(8) |
| ステンレススチール1.4301(20mm) | (SM) 3 | 500 | 109 | 4-10 | 0 | 2009(36) |
さらに研究者たちは、出力、溶接速度、シールド・ガス供給、ビーム傾斜、焦点位置など、さまざまなプロセス・パラメーターについても幅広く検討した。
の中で レーザー加工 プロセスでは、レーザー出力を上げると、それに対応して溶接速度も上がる。
このデータによると、軟鋼をリモート・レーザー溶接する場合、スポット径が一定のままファイバー・レーザーの出力を4kWから8kWに上げると、溶接速度は大幅に向上する。しかし、レーザー出力の増加に伴い、スパッタリングや溶接部のたるみなど、溶接速度に悪影響を及ぼす問題が発生する可能性がある。 溶接品質.
図7は、軟鋼S355をリモート・レーザー溶接したときのレーザー出力と溶接速度および溶け込み深さの関係を示している。
図が示すように、レーザー出力の増加は溶接速度と溶け込み深さの増加につながる。

図7.RLWに及ぼす出力の影響(排気装置あり、保護ガスなし、スポット径640 & mm、焦点距離470 mm、S335軟鋼)。
溶接速度は、抵抗レーザ溶接(RLW)プロセスにおいて重要な要素である。
溶接速度は主に、出力密度、必要な溶け込み深さ、レーザー・モード、焦点位置、スキャン回数によって決まる。
溶接速度は、溶接プールの外観、溶接継手の形 状、および溶け込み深さに影響する。
図8は、異なるレーザー出力でステンレス鋼1.4301の遠隔レーザー溶接を行った場合の溶接速度と溶接深さの関係を示している。
図8に示すように、溶接速度が速いほど溶接深さは浅くなり、レーザー出力が大きいほど溶接深さは深くなる。

図8.RLW溶接深さに及ぼす溶接速度の影響
(ステンレス1.4301、出力3種、焦点距離500mm)
リモート・レーザー溶接中にシールド・ガスを使用すると、溶接部の酸化防止、金属蒸気の低減、ビーム経路からの金属粒子の除去、レーザーの安定化など、いくつかの利点がある。 溶接工程そして血漿の形成を防ぐ。
鋼鉄にRLWを実施する場合、最も一般的に使用される保護ガスは、アルゴン、ヘリウム、窒素、圧縮空気である。
RLWシールド・ガスの一般的な流量は毎分約15~20リットルで、溶接部の長さによって異なる。

図9.RLW溶接深さと溶接速度に及ぼすシールド・ガスの影響
(鋼板出力8kW)
ハイパワーリモート ファイバーレーザー溶接図8は、シールド・ガスが溶接深さと溶接速度に及ぼす影響を示している。
シールド・ガスを使用するしないにかかわらず、 溶接速度が上がると溶け込み深さは減少し続ける。
しかし、溶接速度が毎分5メートル以下になると、シ ールド・ガスの使用が溶接プロセスに大きな影響を 及ぼすようになる。これは、小さな穴の中で発生する大量の金属蒸気が溶接プロセスを妨害するためと思われる。
溶接速度が毎分14メートルに上がると、RLW溶接深さに対するシールドガスの影響が顕著になり始めた。
作動距離が長いため、抵抗レーザ溶接(RLW)の傾斜角度の許容範囲は広い。
レーザービームが被加工物の表面上に生成するスポットのサイズと形状は、傾斜角度の変化によって変化する。
パワー密度と吸光度が変化すると、ビーム角度は透過深さと界面幅に影響を与える。
傾斜角が60°を超えると、溶け込み深さに大きく影響する。一方、傾斜角度が20°~30°の場合は、溶接プロセスにはほとんど違いが見られない。
データによると、傾斜角度が0°から20°の間では、溶接品質への影響はない。
焦点位置は溶け込み深さ、溶接継手の形状、切断の質に影響する。
レーザービームの焦点位置は、基材の厚さによって変化する。
最良の貫通効果を得るために、焦点位置は通常、加工物の表面から約1ミリメートル上に置かれる。
図10は、焦点位置と侵入深さの関係を示している。 ディスクレーザー は、鋼鉄の遠隔レーザー溶接に使用される。
図10に示すように、焦点位置がワーク表面の0ミリメートルにあるとき、貫通深さは最も深くなる。
集光されたレーザービームの距離が長くなるにつれて、浸透深度は小さくなる。

図10.焦点位置がRLW溶接の深さと幅に及ぼす影響
本稿の目的は レーザー溶接工程 ファイバーレーザーを使って
遠隔ファイバー・レーザー溶接プロセスは、幅広い用途で大きな可能性を秘めている。
その高い生産性、優れた柔軟性、そして全体的なコストの低さから、このプロセスは自動車製造業界で採用されている。
遠隔ファイバー・レーザー溶接ユニットにとって、スキャナーは最も重要な部品である。
しかし、良好な溶接結果を得るためには、ユーザーはリモート・レーザー溶接中に、ビーム品質、レーザー出力、溶接速度、シールド・ガス供給、焦点位置など、さまざまなプロセス・パラメーターも考慮しなければならない。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







