
パンチとダイのクリアランスを決めるには?
高品質のプレス部品を製造する秘訣は何なのか、不思議に思ったことはありませんか?このブログでは、パンチとダイのクリアランスが果たす重要な役割についてご紹介します。
精密部品がどのようにして作られるのか、不思議に思ったことはありませんか?ファインブランキングは、比類のない精度とスピードで高品質の部品を製造する、画期的な技術です。このブログ記事では、ファインブランキングの魅力的な世界に飛び込み、その原理、利点、実際の応用例を探ります。この革新的なプロセスが、自動車からエレクトロニクスに至るまで、どのように業界に革命をもたらしているのか、当社の専門メカニカルエンジニアのチームが解説します。ファインブランキングの精度と効率に驚かれることでしょう!

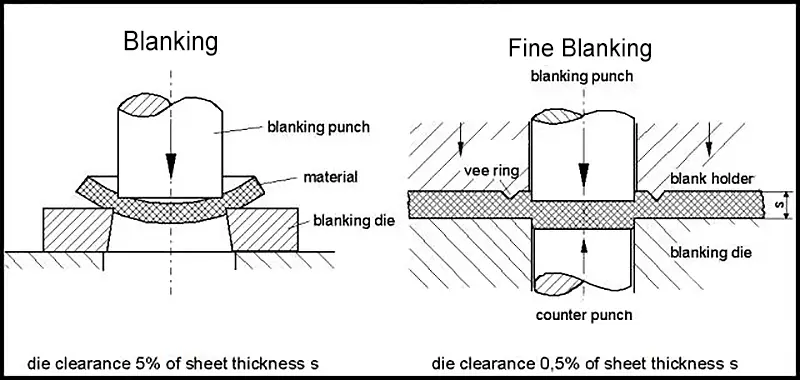
通常のブランキングとファインブランキングの違い ブランキング処理
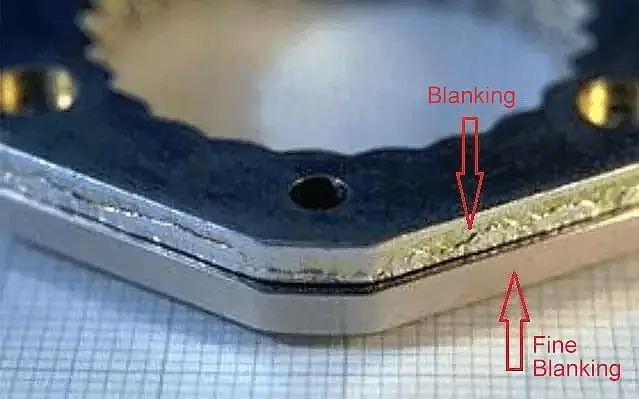
通常のプレス部品とファインブランキング部品の切断面の比較
パンチング工程では、リングギア押え板を使用して素材に力を加え、メス型に押し付け、V字型の歯の内面に横方向の圧力を発生させます。これにより、せん断ゾーンでの引き裂きや金属の横流れを防ぐことができます。
6mm厚FORDハンドブレーキファン(ハンドブレーキセクター)

パンチングダイが素材に押し込まれると、エジェクターからの反圧力が加わり、素材が圧縮される。これに加えて、小さな隙間と丸みを帯びたエッジの凹型ダイを使用することで、応力集中をなくし、せん断ゾーンの金属を三方向圧縮応力下に置くことで、引張応力を低減し、材料の塑性を改善します。
このアプローチでは、通常のブランキングで発生する曲げ、伸張、引き裂きを防ぎ、代わりにダイのエッジ形状に沿った純粋なせん断によって材料を部品にブランク加工し、高品質で滑らかな均一なせん断面を実現します。
6mm厚TESLAシートパーツ

ファインブランキングでは、プレス力、ブランキングギャップ、ダイエッジ半径が相互に依存し、不可欠である。これらの要素の影響は相互に関連しており、隙間が均一で、エッジ半径が適切であれば、最小限のプレス材料で滑らかな断面を製造することができます。
6mm厚トヨタチューブコンポジションフランジ
極めて高い平坦度要求

精密ブランキングとしても知られるファインブランキングは、従来のブランキング技術から発展した高度な金属プレス加工プロセスです。どちらの工程もシートメタル分離のカテゴリーに属しますが、ファインブランキングは一般的なブランキングとは異なる特定のパラメーターと金型構成を採用しています。出来上がった部品は、非常に滑らかな切断面、最小限のバリ形成、厳しい寸法公差など、優れた品質特性を示します。
この高精度加工には、トリプルアクションプレスと、固定ブランキングパンチ、カウンターパンチ、Vリング圧子などの機能を組み込んだ特別設計の金型が使用される。加工中の材料の流れが制御されているため、複雑な形状をネットシェイプに近い精度で製造することができ、多くの場合、二次加工が不要になります。
曲げ加工、深絞り加工、フランジ加工、コイニング加工、精密押し出し加工などの補完的な冷間成形プロセスと統合されたファインブランキングは、従来の製造方法に取って代わる大きな可能性を示しています。ファインブランキングは、自動車、航空宇宙、電子機器、精密機械など様々な産業において、従来のブランキング、機械加工、鍛造、鋳造、粉末冶金に代わる有力な選択肢を提供します。この代替は、材料利用率の向上、部品機能の強化、生産サイクル時間の短縮といったファインブランキングの技術的利点と、全体的な生産コストの低減や生産性の向上といった経済的利点が相まって推進されている。
ファインブランキングは、1回の加工で複雑な形状、厳しい公差、優れた表面仕上げを持つ部品を製造できるため、ギア、スプロケット、ロック部品、複雑なブラケットなどの重要部品の製造に特に適しています。産業界がより高い精度と効率性を求め続ける中、ファインブランキングは現代の製造工程でますます重要な役割を果たすようになっています。
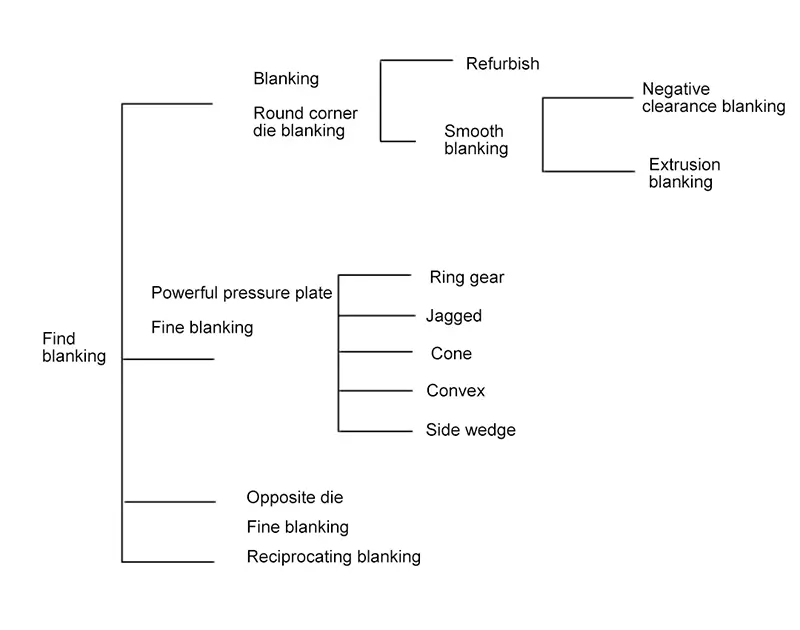
ファインブランキングのさまざまな方法は、その技術的方法によって次のように分類される:
1. の違い ブランキング とファインブランキング
私たちがよく口にするファインブランキングとは、一般的な意味でのファインブランキング(トリミング、フィニッシュブランキング、高速ブランキングなど)ではなく、強力なプレッシャープレートによるファインブランキングである(下図参照)。
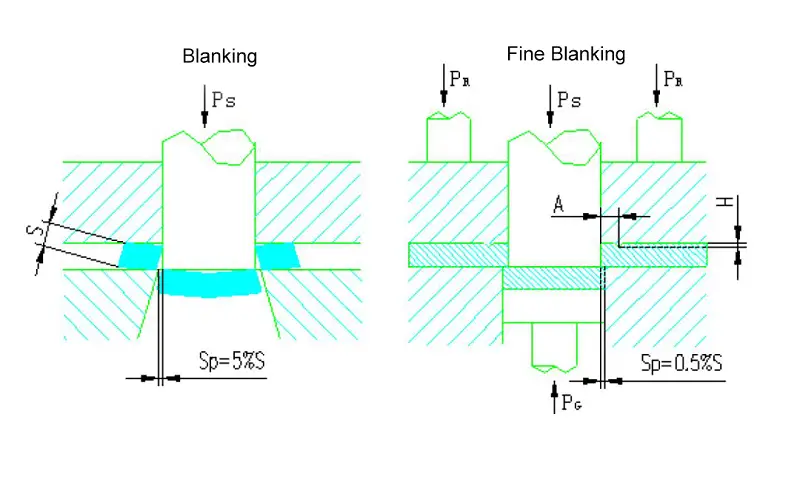
ファインブランキングの基本原理は、特殊(三方力)プレスを使用し、特殊構造の金型の助けを借りて材料の塑性変形とせん断変形を生じさせ、高品質のファインブランキング部品を得ることである。
2. ファインブランキング プロセス特性
次の表は、一般的なブランキングとファインブランキングという2つの異なる加工方法の特徴を示している。
| 技術的特徴 | Bランキング | ファインブランキング |
| 材料分離フォーム | 剪断変形(制御された引き裂き) | 塑性せん断変形(引裂き抑制) |
| 2.仕事の質 | ||
| 寸法精度 | ISO11-13 | ISO7-11 |
| ブランク面の粗さ Ra (um) | Ra>6.3 | Ra1.6~0.4 |
| 形状と位置の誤差: | ||
| 平ら | 大きい | 小(0.02mm/10mm) |
| 非直角 | 大きい | 小(片面0.0026mm/1mm) |
| 陥没欠陥 | (20~35)%S | (10~25)%S |
| バリ | 二次元、大型 | ワンウェイ、スモール |
| 3.死ぬ | ||
| ギャップ | 両側(5-10)%S | 片面0.5% S |
| エッジ | 鋭い | 面取り |
| 4. プレス材料 | 必要なし | 良好な可塑性(球状化) |
| 5.潤滑 | 一般 | 特別 |
| 6.プレス | ||
| 力の状態 | ノーマル(一方向の力) | スペシャル(三次元の力) |
| プロセス負荷 | 小変形作業 | 変形作業は一般的なファインブランキングの2~2.5倍。 |
| 環境保護 | 騒音と大きな振動 | 低騒音、低振動 |
| 7.費用 | ロー | 高い(投資回収期間が短い) |
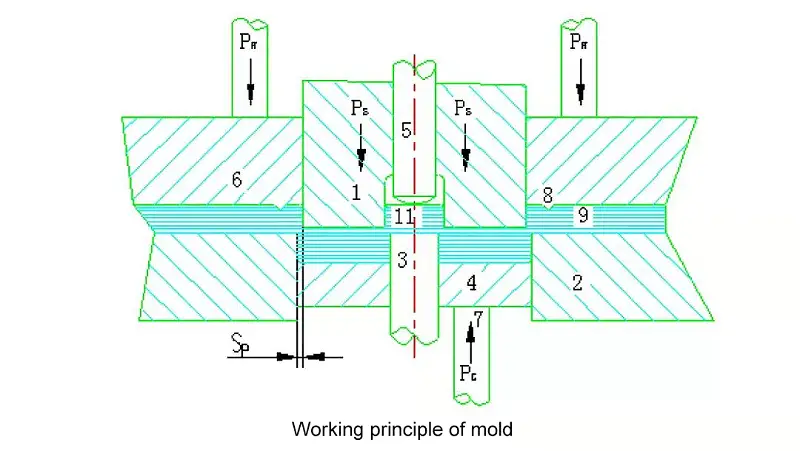
3. 金型の動作原理
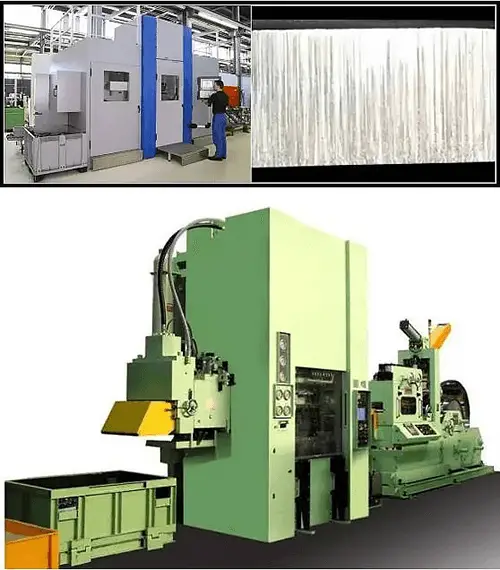
ファインブランキングマシンは、ファインブランキングプロセスを実現するための特別な装置です。
下図に示すように、3種類の力(PS, PR, PG)がファインブランキング中にダイに作用する。
パンチング開始前のリングフォースPRガイドプレート(6)の外側の剪断線を通って、V字形の ギアリング (8)材料に押し込まれ、ダイに押し付けられることにより、V字型ギアリングの内面に横方向の圧力を発生させ、せん断ゾーン内の材料の引き裂きとせん断ゾーン外への金属の横方向の流れを防止する。
同時に、カウンタープレッシャーPG は、エジェクタ(4)によって剪断線に押され、カムに押し付けられ、押された状態では、パンチ力PS.
せん断ゾーンの金属は三方向圧縮応力状態にあり、これにより材料の塑性が増大する。
この時点で、材料はダイエッジの形状に従い、純粋なせん断形状で部品を打ち抜く。
パンチング終了時、PR とPG 圧力が解放され、金型が開き、部品とスクラップがエジェクタ力 PRA とエジェクター力P遺伝的アルゴリズム それぞれ、圧縮空気で吹き飛ばされる。
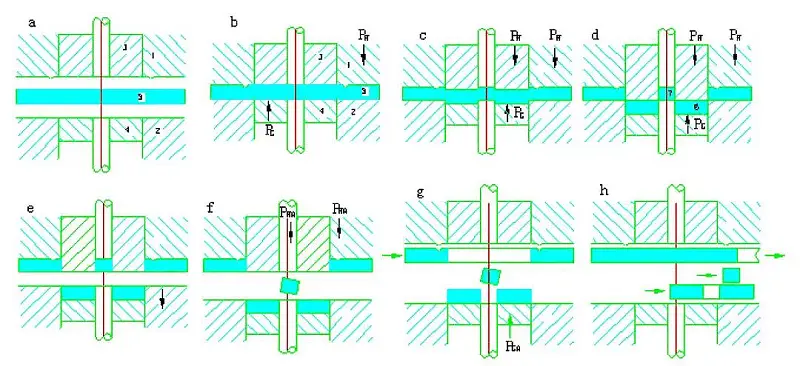
4. ファインブランキング加工
(a) 金型が開き、材料が供給される;
(b) 金型が閉じられ、刃先(ブランキングライン)の内側と外側の材料がリング力と反圧力で圧縮される;
(c) ブランキング力 PSと押圧力PR とPG は全工程で効果的にプレスされている;
(d) ラムストロークの終わりに、パンチはダイの中にあり、ボア屑はドロップアウトダイに流される;
(e) リングフォースPR とカウンター圧力PG が取り除かれ、ダイが開かれる;
(f) 歯付きリングの力が加わる位置では、ボア屑を排出し、排出力Pを取り除く効果がある。RA パンチングラップから;
(g)カウンタープレッシャーがかかる位置では、この時点で次のような効果がある:トッピング力P遺伝的アルゴリズム ダイから。
材料が供給され始める;
h) 細かいブランク部品や内孔の廃棄物をブローする。
材料供給完了。
ファインブランキングパーツの技術は、パーツの技術的・機能的な要求を満たすと同時に、バッチ生産においてシンプルで費用対効果が高いことを主な目的としている。この技術に影響を与える要因には、以下のようなものがある:
ファインブランキング部品の構造技術とは、最小フィレット半径、開口部、肉厚、リング幅、溝幅、打ち抜き弾性率などの決定を含む、部品の形状を構成する要素を指す。これらの値は、ファイン・ブランキングの原理によって決定されるように、一般的なブランキング部品よりもファイン・ブランキング部品の方が小さくなる傾向があります。しかし、構造パラメータをうまく設計することで、製品の品質を向上させ、製造コストを削減することができる。
注:原文で言及されている図は含まれていない。
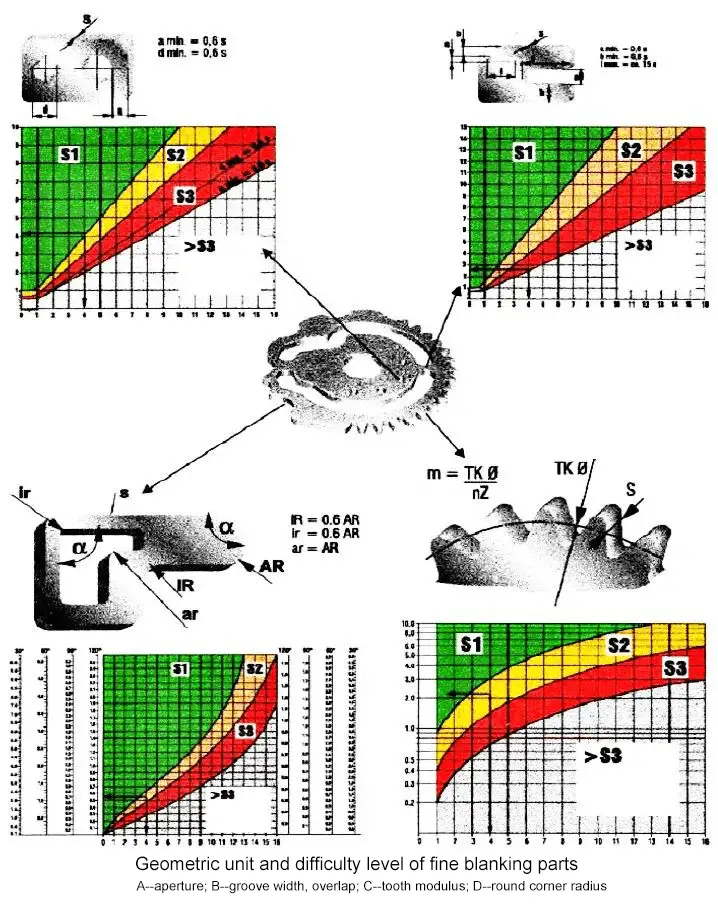
部品の形状とその構造単位によって、Sに分けられる。1, S2 とS3 それぞれの図で。
S以下の範囲では3ファインブランキングは適さないか、特別な措置が必要である。
Sの範囲を使用する場合3パンチングエレメントは高速度鋼でなければならず、ファインブランキング材の引張強さはδb≦600N/mmである。2 (せん断強度 Ks≤430N/mm2).
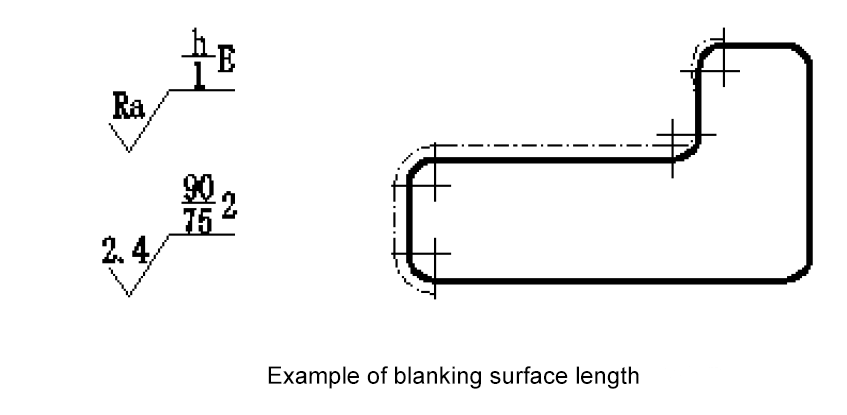
例
図のスイッチカム、材質はCr15(球状化)、Ks=420N/mm2これが難易度を決める。
このパートの最大難易度はb周目なので、合計難易度はSとなる。3 また、細かいブランクも可能である。
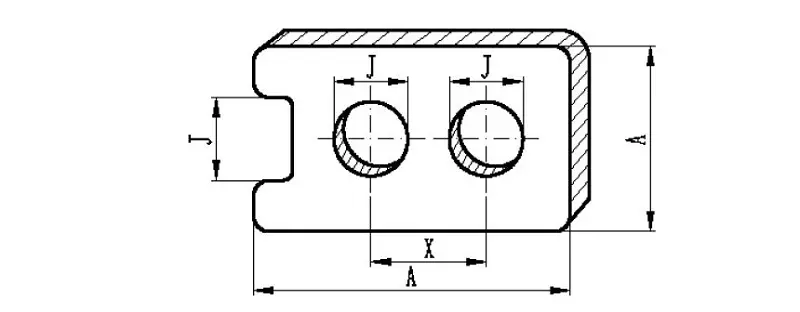
| 厚さS(mm) | 引張強度 600N/mm2 | ||
| I.D J | O.D.A | 穴径X | |
| 0.5-1 | 6-7 | 7 | 7 |
| 1-2 | 7 | 7 | 7 |
| 2-3 | 7 | 7 | 7 |
| 3-4 | 7 | 8 | 7 |
| 4-5 | 7-8 | 8 | 8 |
| 5-6.3 | 8 | 9 | 8 |
| 6.3-8 | 8-9 | 9 | 8 |
| 8-10 | 9-10 | 10 | 8 |
| 10-12.5 | 9-10 | 10 | 9 |
| 12.5-16 | 10-11 | 10 | 9 |
1. 寸法公差
精密ブランク部品の寸法公差は、部品形状、金型製造の品質、材料の厚みと特性、潤滑剤、プレス調整によって決まり、表1から選択できる。
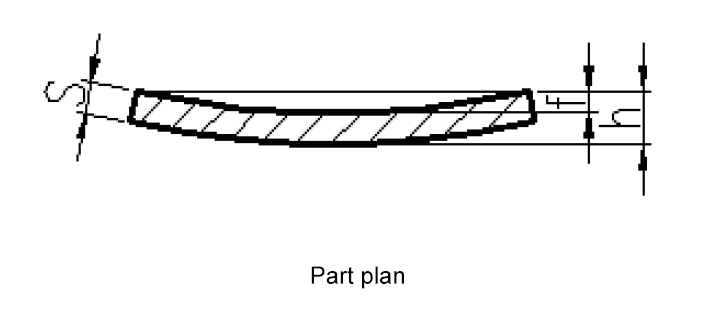
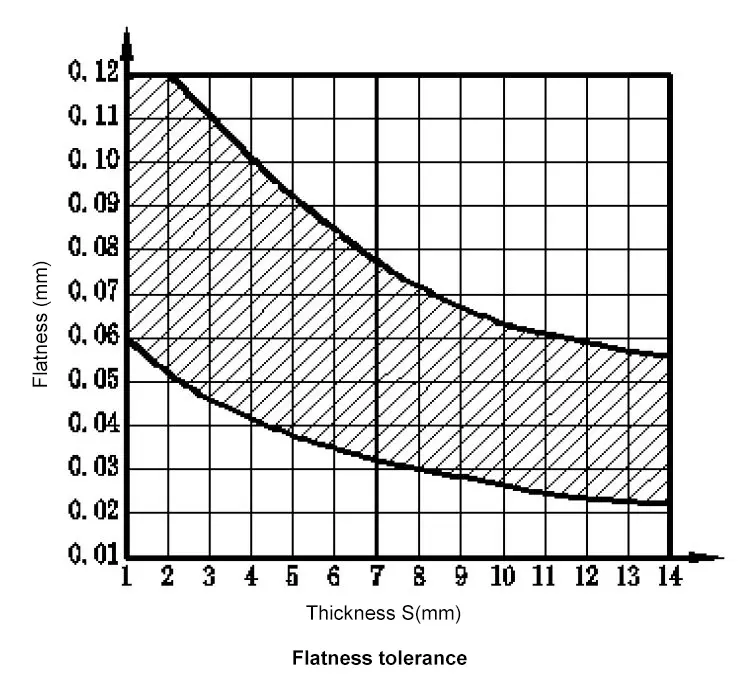
2. 平坦度公差
精密打抜き部品の平坦度は、部品平面のたわみであり、この値を持つ:
f = h - s
ファインブランキング加工された部品は、ファインブランキング加工時に材料がプレスされるため、良好な平坦度を持つ。平坦度は、部品のサイズ、形状、材料の厚さ、機械的特性によって異なる場合があります。
一般的に、厚い部品は薄い部品よりまっすぐで、強度の低い材料は強度の高い材料よりまっすぐで、プレス力が高い材料は低い材料よりまっすぐである。
凸ダイス側の素材表面は常に凹であり、凹ダイス側は常に凸である。
しかし、プレス、折り目、切り欠き、曲げ、または連続金型による打ち抜き加工が必要な部品では、局部的な変形や部品の打ち抜き方向の違いにより、平坦度が大きく変動する可能性があります。
とはいえ、精密プレス部品の平面度は、通常のプレス部品よりも常に優れている。下図は、一般的な 真直 100mmの距離で測定。
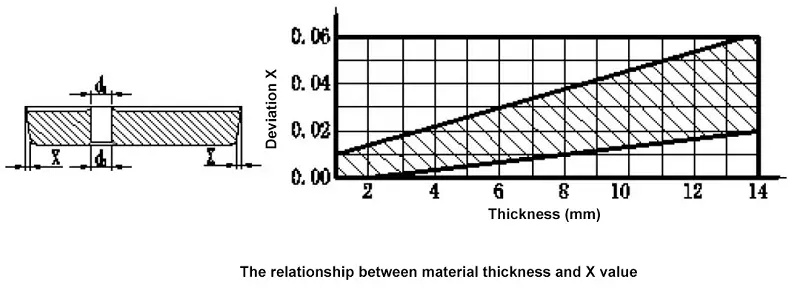
3.P直角度許容差
ファインブランキングされた部品の表面とベース面は、非直角度と呼ばれる一定の公差を持った角度を形成します。これは、材料の厚みや性質、打ち抜き時の刃先の状態、金型の剛性、プレス機の調整などの要因によって左右される。
一般的に材料厚が1mmの場合、非直角度は0.0026mm、材料厚が10mmの場合、バリ側は沈み側より0.052mm大きくなります。材料厚と非直角度の関係を以下に示す。
4.ブランキング面の品質
ファインブランキングパーツの品質は、ブランキング面によって大きく左右される。
この表面は、材料の種類、その特性と冶金的構造、金型と刃先の品質、潤滑剤の使用、プレスの調整などの要因によって影響を受ける。
ブランキング面には、平滑面、割れ面、陥没疵面、バリ面の4つの要素がある。
下図は、ブランキング面の3つの主な特徴とその意味を示している。
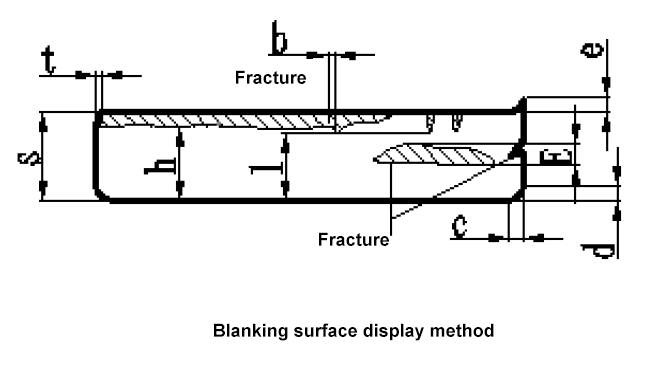
図の中だ:
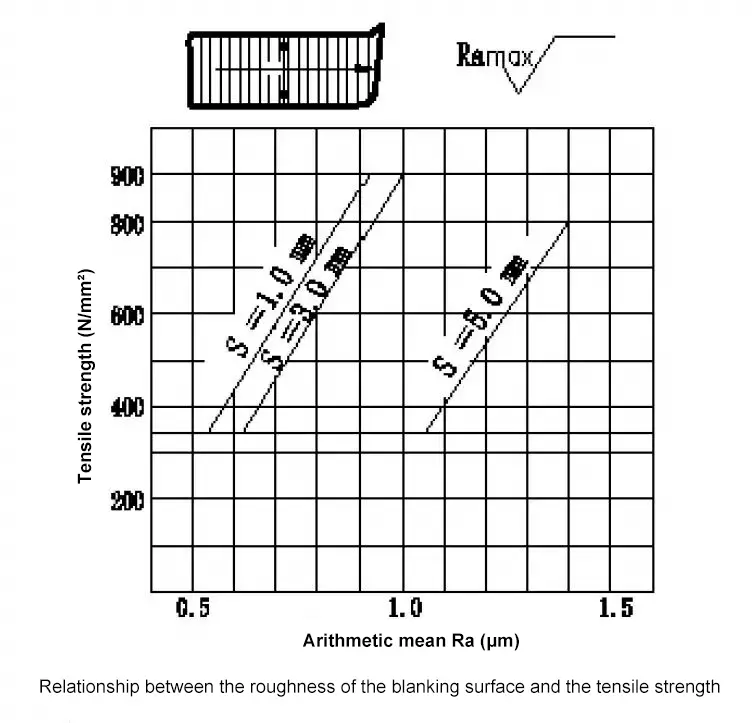
(1) ブランキング 表面粗さ
ブランキング面の仕上げは、周囲の方向や位置によって異なる。一般的に、潰れた面はバリ面よりも滑らかです。ブランキング面の粗さは算術平均値aRで表され、その値は通常Ra=0.2~3.6の範囲で、6つの等級に分けられる(表2参照)。
測定方向は打ち抜き方向に対して垂直で、測定位置はブランキング面の中央部である(図6a)。ブランキング面の粗さと材料の引張強さの関係を図6bに示す。
表2 ブランキング 表面粗さ
| 粗さ等級 | 1 | 2 | 3 | 4 | 5 | 6 |
| Ra(μm) | 0.2 | 0.4 | 0.6 (0.8) | 2.4 | 3.4 | 3.8 (3.6) |
| コードネーム | N4 | N5 | N6 | N7 | N | N8 |
(2) ブランキング面の完全率
ファインブランキング部品のブランキング面には、5段階の無傷度がある。
| ブランキング面の完全率 | |
| h | l |
| 100% S | 100% S |
| 100% S | 90% S |
| 90% S | 75% S |
| 75% S | — |
| 50% S | — |
(3) ブランキング面の分割グレード
ファインブランク部品のブランキング面には4段階の割れ目がある。
| ブランキング面の分割等級 | |
| E (mm) | グレード |
| 0.3 | 1 |
| 0.6 | 2 |
| 1 | 3 |
| 2 | 4 |
(4) ブランキング面の品質に関する方法と意義
打ち抜き面の品質特性の表現と意味を下図に示す。
例えば、こうだ、
潰れ角とは、ファインパンチングパーツの平滑面、内側輪郭面、外側輪郭面の接合部における凸曲線の不規則な塑性変形を指す(図8に見られるように)。
崩壊の大きさは、材料の厚さなど様々な要因に影響される、 材料特性部品形状、背圧、トゥースリングの高さ。倒れ角の計算方法は、下図を参考に選択できます。
一般に、tE≒(5~10)S、bE≒(5~10)tE。
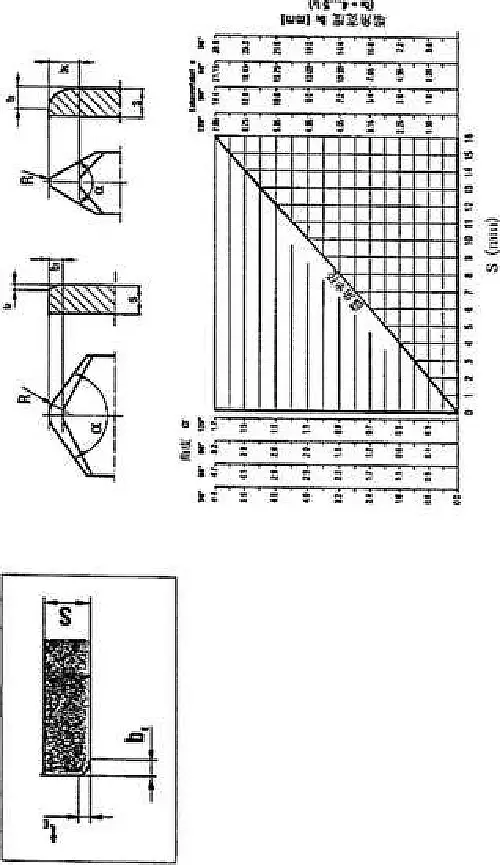
崩壊角tEとbEの値を計算する。
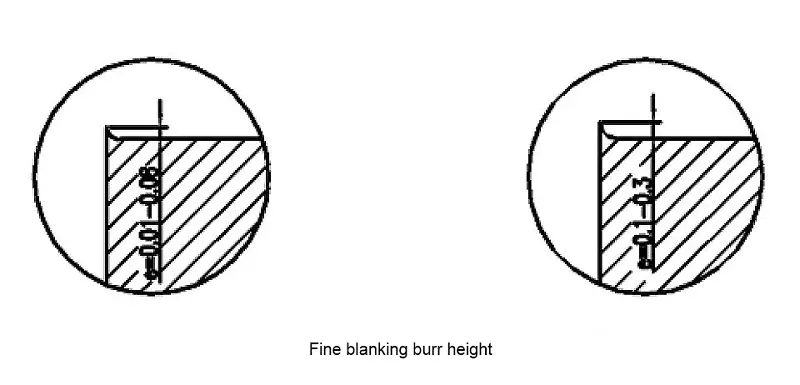
バリとは、微細なブランキング加工を施した部品のブランキング面の端にできる不規則な突起のことです。バリの大きさは、材料の種類、クリアランス、ダイの刃先の状態、ダイの材料への深さ、ブランキング・サイクルの回数など、さまざまな要因に左右されます。
ファインブランキングの際に発生するバリは、切削によるものではなく、押し出しバリである。バリの大きさはその高さだけでなく、根元の厚みによっても決まる。
VDI3345規格によると、ダイエッジがシャープな場合、0.01~0.08mmの薄いバリしか発生しません。一方、ダイエッジが鈍くなると、0.1~0.3mmの厚いバリが発生します(下図)。
ファイン・ブランキングは、フロー・シアー・プロセスである。 ブランキング・ダイ は、金属組織の結晶に強い変形を生じさせ、分離につながる。ファインブランキング材の種類は、ファインブランキングされた部品の表面品質、寸法精度、工具寿命に影響する。
基本的な条件は以下の通りだ:
1. 良好な可鍛性と大きな変性能が必要である。
これは主に、せん断ゾーンでの材料の流れが、破れることなくせん断の最後まで続くことを可能にする。
ファインブランキングの最良の結果は、引張強さδb ≤ 650 N/mmの鋼で得られる。2 そして 炭素含有量 の0.35%である。
[1] 素材のファインブランキング性能
-浸炭体および炭化物の変形の程度(球状化)
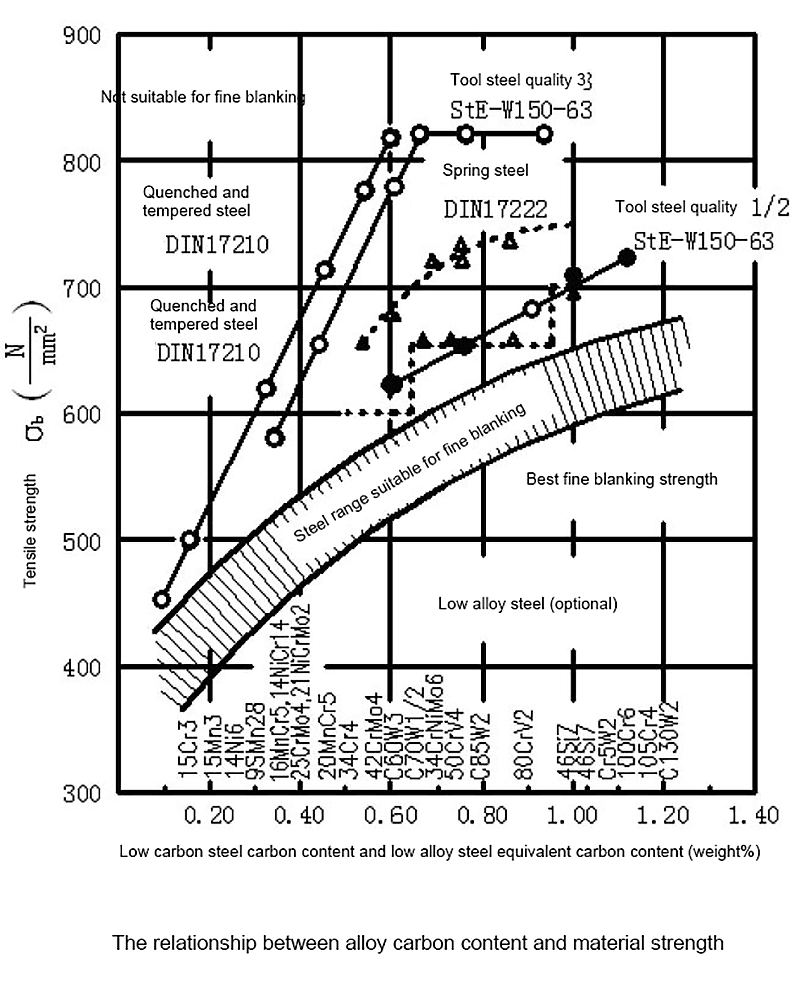
[2] 素材の変形性
破断伸度と端部収縮率が高いファインブランキング材は、より優れた変形特性を有する。降伏限界が低い材料は、低圧で流動し始めることを示す。ファインブランキング材の適切な強度範囲は、炭素含有量を等価炭素含有量として表した下図に示されている。
2. 優れた組織構造を持っていること
ファインブランキング材は、その冶金組織に対して高い要求がある。ファインブランキングの品質は、使用される材料が同じでも処理が異なれば、冶金組織によって大きく影響されます。
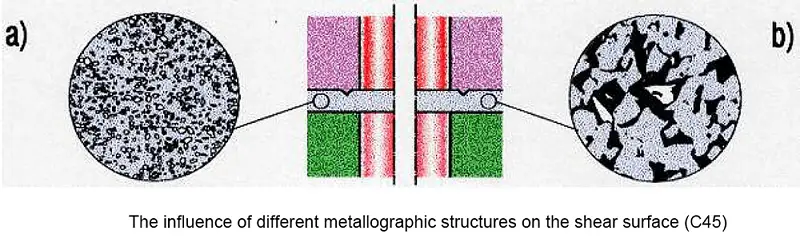
炭素鋼および 合金鋼 炭素含有量が0.35%を超える場合、セメンタイト(Fe3C)の形状と分布が、剪断の表面仕上げに重要な役割を果たす。
球状化後の炭化物は微細粒状に均一に分布し、チップのパーライト組織が良好で滑らかな切断面をもたらす。
下図は、0.45%炭素を含む炭素鋼の金属組織の違いにより、せん断面の品質がどのように異なるかを示している。 左が未処理のフェライト真珠光沢組織、右が球状化処理後の球状浸炭体。
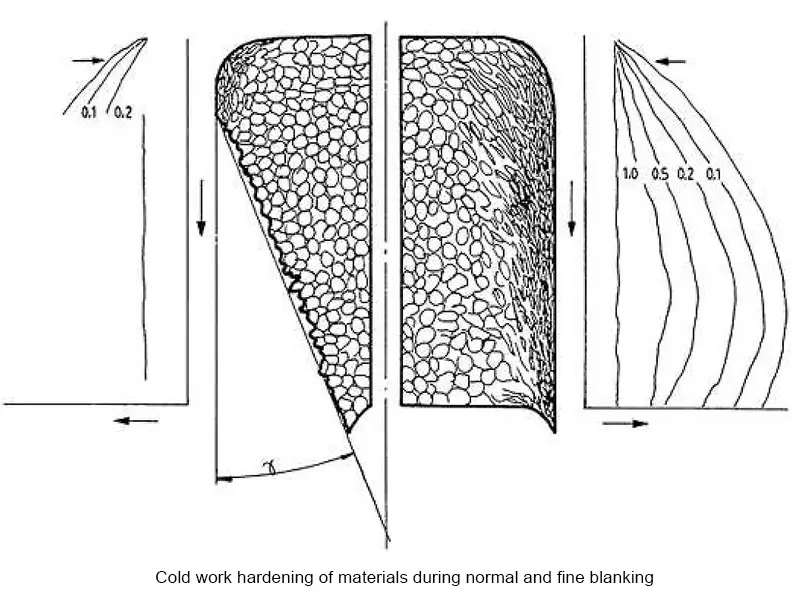
3. ファインブランキング時の冷間硬化
ファインブランキングは、材料の押し出しと剪断を伴う複雑なプロセスである。剪断ゾーンの材料は強い冷間変形を受け、その結果、冷間加工硬化ゾーンの硬度がマトリックスの硬度よりも高くなります。
ファインブランキングのプロセスを理解するためには、冷間硬化の法則を明確に理解し、冷間硬化の大きさ、形状、深さ、そしてファインブランキングされた部品の仕上がりへの実際の影響を判断することが極めて重要である。
図12は、一般的なブランキングとファインブランキングにおける材料の冷間硬化を示す。
1. 選択の原則
ファインブランキング加工された部品の機能要件を満たすと同時に、費用対効果も考慮することが重要です。そのためには、材料の種類や入手可能性、寸法公差、表面品質、精密なブランク加工を達成する難易度などの要素を考慮する必要があります。
2. 素材の種類
鉄系金属には、軟鋼(C≦0.13%);非合金鋼(0.12-1.0%C);合金鋼(0.15-0.20%C);ステンレス鋼(C≦0.15%);細粒鋼(0.10-0.22%C)が含まれる。
非鉄金属には、銅および銅合金、アルミニウムおよびアルミニウム合金が含まれる。
関連記事 鉄と非鉄金属
3.供給状況
鋼鉄の要件について:
FSG I:最大引張強さ、冶金組織の要求なし。
FSG II:その後 アニール 処理、材料C>0.15%、約80-90%球状浸炭体を含む。
FSGIII:軟化焼鈍したもので、材料C>0.15%、約100%の球状浸炭体を含む。
非鉄金属の銅、アルミニウム、およびそれらの合金には、化学組成と圧延状態の要件がある。
4. ファインブランキング評価
ファインブランキング材の評価とその選定を表5に示す。
| 鋼種 | 最大ブランキング厚さ | ファインブランキング性能評価 | ||||
| 中国(YB) | 米国(AISI) | ドイツ (DIN) | 日本(JIS) | ソビエト連邦 | ||
| 08 | 1008 | 15 | 1 | |||
| 10 | 1010 | C10 | S10C | #10 | 15 | 1 |
| 15 | 1015 | C15 | S15C | #15 | 12 | 1 |
| 20 | 1020 | C22 | S20C | #20 | 10 | 1 |
| 25 | 1025 | S25C | #25 | 10 | 1 | |
| 30 | 1030 | S30C | #30 | 10 | 1 | |
| 35 | 1035 | C35 | S35C | #35 | 8 | 2 |
| 40 | 1040 | S40C | #40 | 7 | 2 | |
| 45 | 1045 | C45 | S45C | #45 | 7 | 2 |
| 50 | 1050 | CK53 | S50C | #50 | 6 | 2 |
| 55 | 1055 | Cf56 | S55C | #55 | 6 | 2 |
| 60 | 1060 | C60 | SWRH4B | #60 | 5 | 2 |
| 1064 | CK60 | S58C | 6 | |||
| 65 | 1065 | CK67 | SUP2 | #65 | 3 | |
| 70 | 1070 | 3 | 2 | |||
| 1074 | C75 | 3 | ||||
| T8A | C85W2 | SKU3 | Y8A | 3 | ||
| T10A | W1-0.8C | 3 | 3 | |||
| 15Mn/16Mn | 8 | 3 | ||||
| 15CrMn | 16MnCr5 | 15XI | 5 | 2 | ||
| 14Ni6 | 8 | 2 | ||||
| 14NiCr10 | SNC21H | 7 | ||||
| E3316 | 14NiCr14 | SNC22H | 7 | |||
| 14NiCr18 | 7 | |||||
| 15CrNi6 | 6 | |||||
| 18CrNi8 | 5 | |||||
| 4317 | 17CrNiMo6 | 5 | ||||
| 15クロム | 15Cr3 | SCr21 | 15X | 5 | 2 | |
| 15CrMo5 | 4 | |||||
| 20CrMo | 4118 | 20CrMo5 | SCM22 | 20XM | 4 | 2 |
| 20CrMo | 20MnCr5 | 4.5 | 2 | |||
| 20MnMo | 8 | 2 | ||||
| 42Mn2V | 42MnV7 | 6 | 2 | |||
| GCr15 | E52100 | 100Cr6 | SUJZ | IIIX15 | 6 | 3 |
| 0Cr13 | 410 | X7Cr13 | ||||
| 1Cr13 | 403 | X10Cr13 | SUS21 | 1X13 | ||
| 4Cr13 | X40Cr13 | 4X13 | ||||
| Cr17 | 430 | X8Cr17 | SUS24 | X17 | ||
| 0Cr18Ni9 | 304L | X5CrNi189 | SUS27 | 0X18H9 | ||
| 1Cr18Ni9 | 302 | X12CrNi188 | SUS40 | 1X18H9 | ||
| 1Cr18Ni9Ti | 321 | X10CrNiTi189 | SUS29 | 1X18H9T | ||
| 304L | X2Crni189 | SUS28CP | ||||
| X8CrNi1212 | ||||||
| 301 | X12CrNi177 | SUS39CP | ||||
| X2NiCr1816 | ||||||
注釈

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







