
炭素鋼溶接:包括的ガイド
炭素鋼の溶接は、一般的な作業であると同時に、複雑な課題でもあります。このガイドでは、炭素鋼の溶接の複雑な世界を探求し、炭素鋼の種類、その...
炎も火花も、金属を溶かすことさえない溶接を想像してみてください。摩擦によって発生する熱を利用して材料をシームレスに接合する摩擦圧接は、まさにそれを実現します。その効率と強さで知られるこの方法は、産業界が金属を接合する方法に革命をもたらしている。この記事では、摩擦圧接の仕組み、さまざまな種類、成功に影響する要因についてご紹介します。製造業の未来を変えるかもしれないプロセスを探求する準備を整えてください。

(1) 摩擦圧接の原理
摩擦圧接:圧接法の一つで、接合部の接触面の相対運動による相互摩擦で発生する熱を利用して、信頼性の高い材料接合を実現する。
溶接プロセスは加圧下で行われ、被接合材は相対運動によって摩擦を発生させ、界面とその近傍の温度が上昇して熱可塑性状態に達する。
アプセット力が働くと、界面の酸化皮膜が破壊され、材料は塑性変形と流動を起こし、界面元素の拡散と再結晶の冶金反応によって接合部が形成される。
について 溶接工程 は、溶加材を加えず、フラックスを必要とせず、保護ガスも使用しない。溶接の全工程にかかる時間はわずか数秒である。
2つの溶接部の接合面間の加圧下での高速相対摩擦は、2つの効果を生む:
1) 接合面の酸化皮膜などの汚染層を破壊し、清浄な金属を露出させる;
2) 熱を発生させ、接合面に熱可塑性層を素早く形成する。その後の摩擦トルクと軸圧の下で、これらの粉砕された酸化物とプラスチック層の一部が接合面から押し出されてフラッシュを形成し、残った塑性変形した金属が溶接金属を構成する。最終的なアプセットによって溶接金属はさらに鍛造を受け、良質の溶接金属が形成される。 溶接継手.
接合プロセスから、摩擦圧接接合部は被接合金属の融点以下で形成されることがわかる。したがって、摩擦圧接は固体接合法に属する。
(2) 摩擦圧接の分類:
摩擦圧接は、ワークの回転、ワークの静止、その他の動きの3種類に分類できる。この3つはさらに次のように分けられる:
1.ワークの回転:
2.静止したワークピース:
3.その他の動き
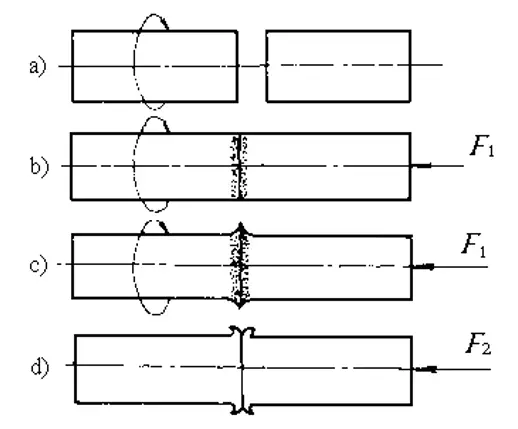
一般的な摩擦圧接である。接合中、ワークはスピンドルモーターによって連続的に駆動され、所定の摩擦時間または摩擦変形量に達するまで一定速度で回転する。その後、ワークは直ちに回転を停止し、鍛接を開始する。

ワークの回転端はフライホイールにクランプされる。溶接プロセスの開始時に、フライホイールとワークの回転端は一定の速度まで加速され、その後フライホイールはメイン・モーターから切り離される。
同時に、ワークの可動端が前進する。ワークが接触した後、摩擦熱が発生する。摩擦圧接の加熱プロセス中、フライホイールは摩擦トルクによって制動され、速度は徐々に低下する。速度がゼロになると、溶接プロセスが終了する。

開口部が分割されたパイプの端面に、開先加工が施された環状リングが取り付けられている。摩擦圧接中、リングは回転し、半径方向の摩擦力が2つのパイプ端に加えられる。摩擦が終わるとリングの回転が止まり、アップセット圧がかかる。

摩擦攪拌接合の作業原理は次のとおりである:高温耐性のある硬い材料で作られたある形状の攪拌針を回転させ、接合する2つの材料の端に深く挿入する。
攪拌ヘッドが回転を調整することで、2つの溶接部の端部に大量の摩擦熱が発生し、接続部に金属塑性軟化領域が形成される。
この塑性軟化ゾーンは、攪拌ヘッドの作用で攪拌され、絞られ、攪拌ヘッドに沿って後方に流れる。 溶接継ぎ目 攪拌ヘッドの回転により、塑性金属流を形成する。攪拌ヘッドが離れた後の冷却工程では、固相溶接継手を形成するために絞られます。

浮上金属棒は高速で回転し、母材に摩擦圧力を加える。母材の体積が大きく、熱伝導が良く、冷却速度が速いため、摩擦面は浮上金属と母材の界面から浮上金属側に移動します。
同時に、浮上金属は凝固して母材上に移行し、浮上 溶接部を形成する。母材が浮上金属棒に対して回転または移動すると、母材上に浮上溶接シームが形成される。

溶接する2つのワークの一方を固定し、他方を一定速度で往復運動させるか、2つのワークを相対運動させる。加圧の作用により、2つのワークの界面が摩擦により発熱し、溶接が行われる。

軌道摩擦圧接は新しく開発された溶接方法で、主に非円形断面のワークピースの溶接に使用される。
直進軌道摩擦圧接では、ワークピースは直進軌道に沿って移動し、一定の振幅と周波数で振動速度が必要な値に達するようにします。 溶接面 相対的な振動摩擦を繰り返す。
円軌道摩擦圧接では、ワークの各質量点が同じ半径と速度で移動し、円軌道に沿って移動して溶接面に相対移動摩擦を与える。接合部が 溶接温度そして、ワークの摩擦運動を止め、アプセット加工を行う。


MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







