
溶接の歪み:プロのように歪みをコントロールするコツ
溶接された構造物が、その頑丈な外観とは裏腹に故障することがあるのを不思議に思ったことはないだろうか。この記事では、溶接の隠れた難題に迫り、不均一な加熱と冷却がどのように...
溶接継手の信頼性と強度を高めているのは一体何だろうか。その答えは、使われている開先の種類にある。この記事では、V型、K型、U型など、溶接に不可欠なさまざまな開先形状について説明します。各形状には、異なる材料厚や溶接品質要件に適した独自の特性があります。読み終わる頃には、プロジェクトで最良の溶接結果を得るために、正しい開先形状を選択する方法が理解できることでしょう。
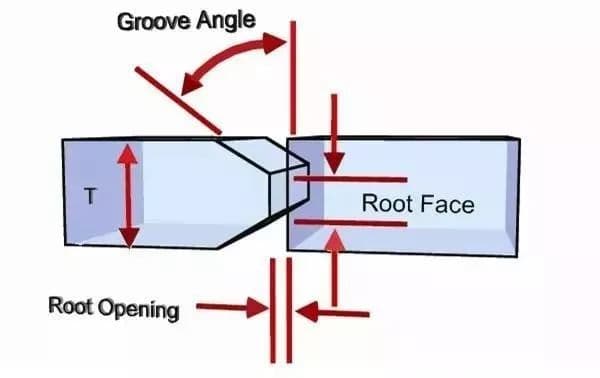
溶接の品質を確保するためには、工程を開始す る前に、被加工物の溶接が必要な部分を加工する必 要がある。これは、ガス切断や切削によって行われるが、これには通常、傾斜面や時には曲面が含まれる。
例えば、2枚の厚さ10mmの鋼板を突き合わせ溶接する必要がある場合、確実な溶接のために、鋼板の端に面取りを施す。この工程を開先加工という。
溶接継手の形状や開先形状は、材料の厚みや 溶接品質 の要件を満たす必要がある。溝形状は一般的にKタイプ、Vタイプ、Iタイプ、Uタイプ、Xタイプなどに分類される。
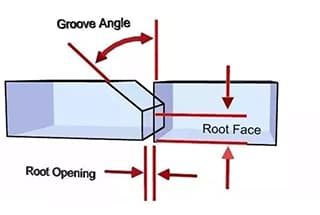
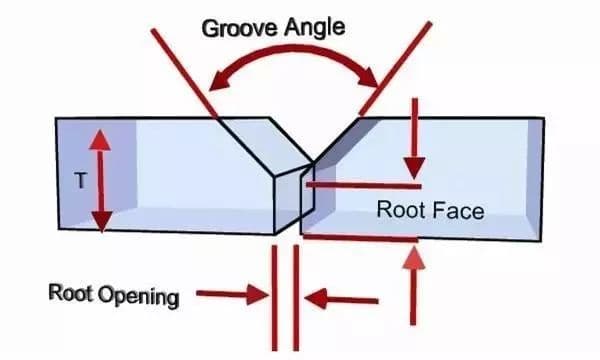
(1) 溝の表面
被溶接材の開先面を開先面と呼ぶ。
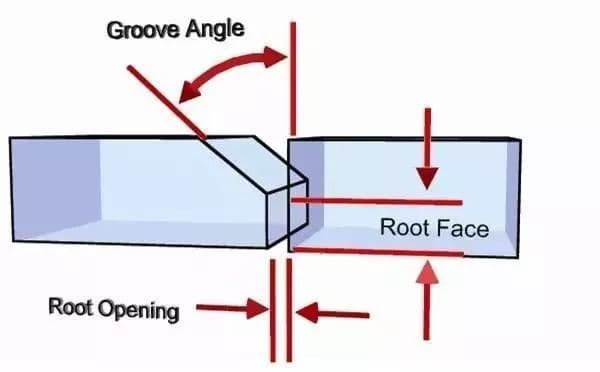
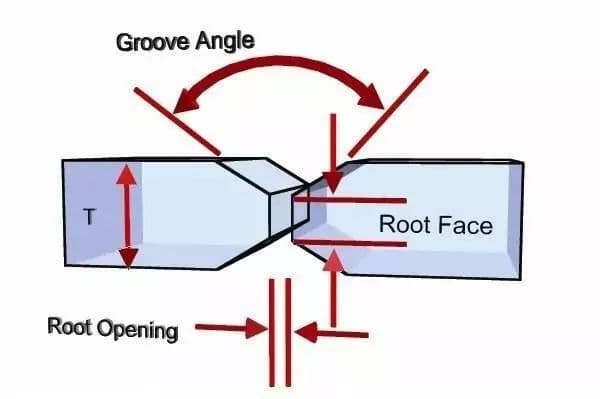
(2) 溝面角度と溝角度
加工する溝の端面と溝面との間に含まれる角度を溝面角という。同様に、2つの溝面の間に含まれる角度を溝角という。
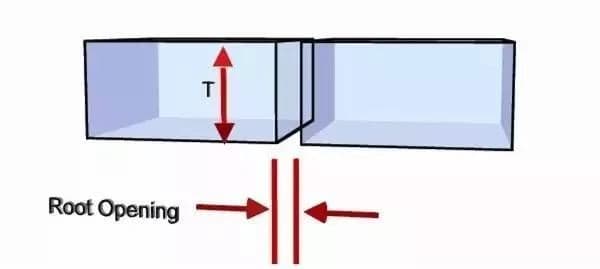
(3) ルート・ギャップ
溶接前に継手のルート間に残される空間は、ルート・ギャップと呼ばれる。その目的は、裏当 て溶接時にルートが溶け込みやすくすることであ る。
アッセンブリークリアランスは、ルートクリアランスとも呼ばれる。
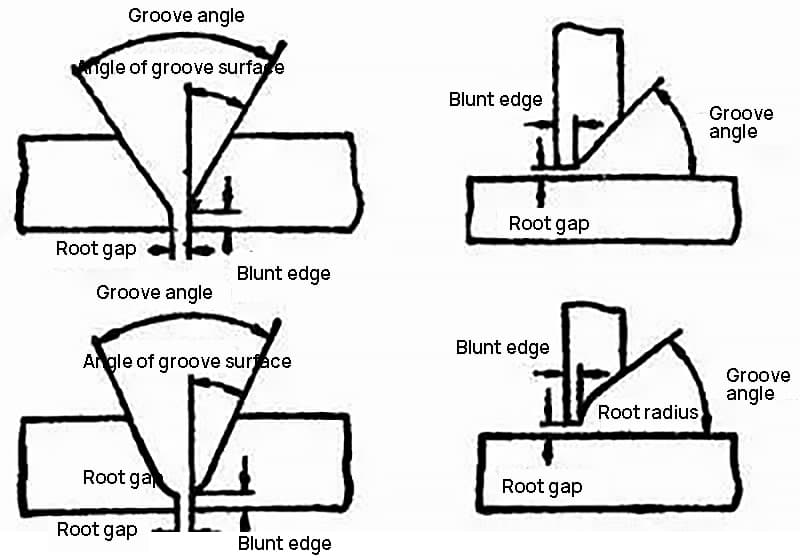
(4) 鈍いエッジ
溶接部が開先加工されている場合、溶接継手 の溝の根元に沿った端面の直線状のエッジは、ブ ラント・エッジと呼ばれる。
刃先が鈍いのは、根元が焼き切れるのを防ぐためだ。
(5) ルート半径
J字型やU字型の溝の底にある曲線の半径は、ルー ト半径と呼ばれる。その目的は、開先の根元にさらにスペースを確保し、溶接を可能にすることである。
片側V溝、鈍いエッジ:
K溝:
I字溝:
V溝:
Xグルーブ:
Jグルーブ:
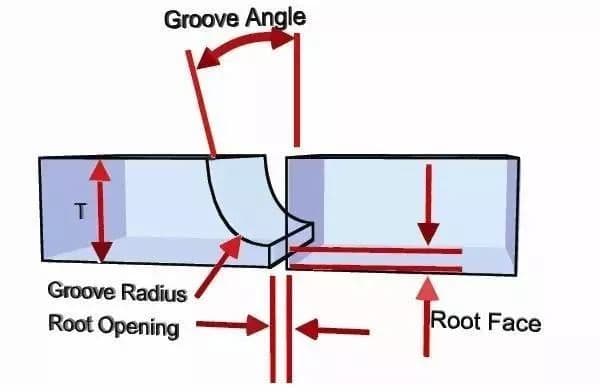
図:シングルJ溝
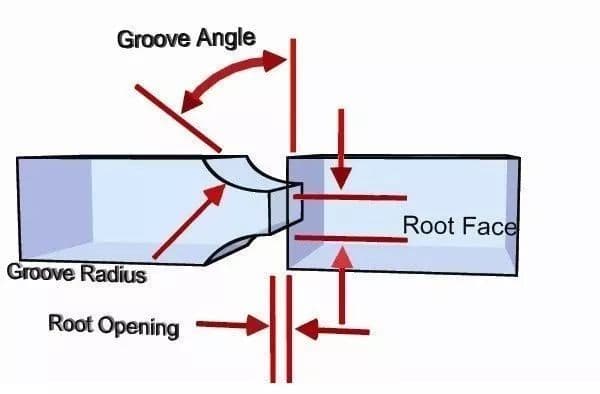
図:ダブルJ溝
U字溝:
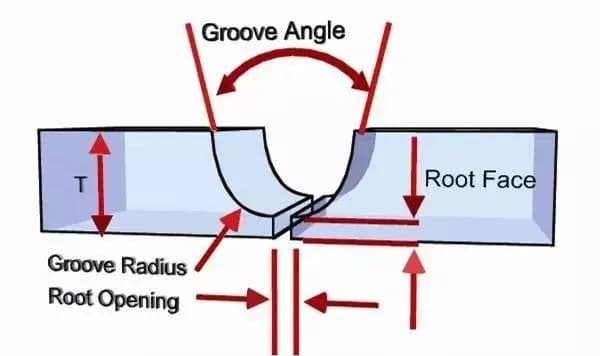
図:シングルU溝
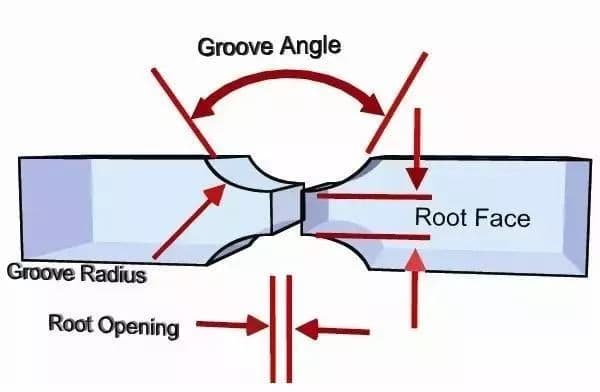
図:ダブルU溝

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







