
高出力ファイバーレーザーの選択:総合ガイド
産業界のニーズに合った高出力ファイバーレーザーを選択するのは大変な作業です。高出力であればあるほど効率が良いのでしょうか?必ずしもそうではありません。このガイドでは、一般的な誤解と...
最先端技術で生産効率を大幅にアップさせることができるとしたら?この記事では、高出力レーザー切断機、特に10,000ワット以上の能力を持つレーザー切断機について掘り下げます。切断精度を高め、材料の無駄を省くことで、これらの機械がどのように工業プロセスに革命をもたらしているかをご覧ください。ハイパワーレーザー技術の最新の進歩、課題、市場動向について学び、製造のニーズに対して十分な情報に基づいた決定を下すための知識を身につけましょう。
近年、レーザー技術は工業生産においてますます重要性を増している。ハイエンドでインテリジェントな変換プロセスへの製造業の進歩により、従来の加工技術では、製品生産におけるより高い効率と精度に対する市場の要求に応えることが難しくなっている。
レーザー技術は、高効率、低消費電力、材料の変形を最小限に抑え、加工対象物への適応性を備えているため、工業生産のあらゆる場面でその浸透率を高め、ハイエンド製造に欠かせないツールとなっている。
安定性の向上や高出力化など、近年急速な発展を遂げているレーザー業界。万ワットのファイバーレーザーや加工装置製品の発売は日常茶飯事となり、月に1、2回は同様のニュースが報道されている。
私たちは、なぜ誰もが10,000ワット以上のファイバーレーザーを推し進めるのか、そしてファイバーレーザーにとって大きな出力が常に良いのか疑問に思わずにはいられません。また、高出力ファイバーレーザーの市場規模や利用可能な技術的ソリューションにも疑問を感じます。
市場をより深く理解するために、ファイバーレーザー産業チェーンの代表的な企業にインタビューを行った。 レーザーメーカー と川下機器メーカー。私たちの目的は、包括的かつ客観的であることでした。
1ヶ月に及ぶ調査の間、我々は複数のファイバーレーザーメーカー、装置メーカー、ファイバーレーザー業界の技術専門家、市場の専門家を訪問した。我々の調査結果は、高出力ファイバーレーザーの現状は、まだ長い道のりがあることを示している。
注:この記事では、高出力ファイバー・レーザーとは、特に断りのない限り、10,000ワット以上の出力を持つものを指す。
について レーザー切断 数ある産業用アプリケーションの中でも、ファイバーレーザー市場は圧倒的なシェアを誇っており、その人気はますます高まっている。中厚板加工の需要拡大に伴い、明確な優位性を持つ高出力レーザー切断機が新たな市場の人気となっている。
小型・中型のレーザー切断機に比べ、ハイパワーレーザー切断機は、同じ板厚の板材を効率よく加工できる。また、出力の大幅な向上は、切断工程の画期的なアップグレードにつながり、ユーザーの加工コストを削減し、"厚い炭素鋼板の生産が不安定 "といった大きな問題を解決した。
2017年 レーザー機器メーカー Hans'laserなどが12KWレーザー切断機を発売し、小規模出荷を達成した。2018年、12KWレーザー切断機は主要な展示会で目立つようになり、Hans'laserが15KWレーザー切断装置を発売した後、他のメーカーも追随して独自の15KW製品を発売した。2019年、Hans'laserは再び出力制限を更新し、エンド市場向けに20KWファイバーレーザー切断機を発売した。
ファイバーレーザーも徐々に出力の限界を突破し、現在では最高出力30KWのファイバーレーザーが市場に出回っている。出力は12KWから20KW、25KW、そしてそれ以上へと向上している。
機能部品が主な制限となっている。高出力レーザーアプリケーションの急速な発展にもかかわらず、機能部品の安定性が超高出力レーザー切断装置の開発を妨げている。切断ヘッドパワーの成長は、レーザーおよびレーザー切断機パワーの成長に遅れをとっている。
レーザー切断ヘッドの主な構成要素は、ノズル、集光レンズ、集光トラッキングシステムである。
ノズルは、以下の業界で最も一般的に使用される消耗品です。 ファイバーレーザー切断機 工具には、主に平行型、収束型、円錐型の3種類がある。切削品質はノズルの形状やサイズと密接な関係がある。
集光レンズはカッティングヘッドの中核部品です。レーザーから発せられた光ビームはレンズによって集光され、高エネルギー密度のスポットを形成します。
高出力レーザーの需要が高まる中、従来のレンズでは焦点深度と焦点スポットに限界があります。焦点深度を深くすると、焦点スポットの大きさが拡大することになり、以下の要件を満たすことができません。 レーザー加工 を使用するケースが多い。その結果、焦点深度が長く解像度の高いフォーカシングレンズの需要が高まっている。
焦点レンズの焦点距離と焦点位置の両方が、レーザー切断の品質に影響する。短い焦点距離のレンズは薄い材料の高速切断に適しており、長い焦点距離のレンズは厚いワークの切断に適しています。
レーザー切断機の焦点追従システムは通常、焦点切断ヘッドと追従センサーシステムで構成される。レーザー切断機の加工中、トラッキングシステムは衝突や不均一な切断を防止し、グラフィックを迅速に処理し、不良品の発生率を低減します。
現在、トラッキングシステムには主に2つのタイプがある。静電容量式センサーのトラッキングシステム(非接触トラッキングシステムとも呼ばれる)と、誘導式センサーのトラッキングシステム(接触トラッキングシステムとも呼ばれる)だ。
プレシテックは現在、国内の高出力カッティングヘッド市場を独占している。10,000ワット以上のレーザ加工機のほとんどは、Precitecのカッティングヘッドを搭載している。このため、一部の中国レーザーメーカーや装置メーカーは追い上げを図り、高出力レーザー装置の安定稼働のためにカッティングヘッドへの研究開発投資を増やしている。15kWの超高出力に耐えるカッティングヘッドを発売し、量産を実現した企業もあり、一定の成果を上げている。30kWのカッティングヘッドの技術もブレークスルーを果たしている。
ファイバーレーザー研究で豊富な経験を持つ上級研究者によれば、1万ワットのファイバーレーザーのような大きな出力を得るには、複数の中出力ファイバーレーザーを組み合わせるのが効果的な方法だという。このプロセスで重要なのは ファイバーコンバイナー.
したがって、ビーム・コンバイナ、ビーム・コンバイナ内の熱管理技術、ビーム・コンバイナ後の出力ビームの品質は、今日の業界における高品質の高出力ファイバー・レーザーにとって極めて重要です。高出力ファイバーレーザーを使用する新しいアプリケーションのほとんどは、高いビーム品質を必要とします。これら3つの視点を比較することで、特定の高出力ファイバーレーザーの安定性、信頼性、技術的進歩を判断することができます。
軍事分野では、ファイバーレーザーは高出力を達成するためにスペクトルビームコンバイニングを使用することがほとんどですが、産業分野では、中国では技術革新がなく、ビームコンバイニングは依然として複数の単一ファイバーモジュールを使用することで達成されることがほとんどです。例えば、10,000Wのファイバーレーザーを得るためには、複数の2000Wと3000Wのモジュールをビーム結合に使用します。
コンバインされた高出力のビームはビーマーに収束するため、ビーマーがそのような高出力を担えなければ焼損しやすい。高出力コンバイナーは海外からの輸入がほとんどで、国内メーカーで生産できるのはごくわずか。国産ファイバーレーザーと海外ファイバーレーザーの技術格差に加え、レーザー切断ヘッドをサポートする高出力ファイバーレーザー製品の要求も高い。
例えば、レーザー切断機の光源としてファイバーレーザーを使用する場合、レーザーと切断ヘッドがマッチしていなければならない。しかし、装置全体の高い安定性が要求され、業界の最高レベルを代表する高出力レーザー切断ヘッドの国産メーカーは少ない。業界関係者によると、国産の切断ヘッドは主に低出力のマッチング切断ヘッドに使用され、海外の切断ヘッドは主に6000W以上の高出力レーザーに使用されている。
高出力レーザー切断では、切断ヘッドの安定性が大きな問題となる。切断ヘッドの難しさは、主にレンズのコーティング技術、光路設計、冷却システム、モーターの位置決めに反映される。
高出力カッティングヘッドの最大の課題はレンズだ。レンズは レーザー出力 レンズのパワー密度が増加する。高出力カッティングヘッドの安定性を確保するためには、レンズが最大の難関となる。
レンズのコーティング技術にブレークスルーを起こすことで、この課題を克服した企業もある。現在、市販されているカッティングヘッドは15kwの出力に安定して対応できる。
レンズの後のもう一つの大きな課題は光学設計である。高出力カッティングヘッドのズームモードは主にコリメートレンズズームであり、フォーカスレンズズームを使用する従来の低出力カッティングヘッドとは異なる。高出力レーザーヘッドの場合、コリメーターがファイバーに近づけば、出力密度が上がる。
レンズのコーティングプロセスと光路設計に加えて、カッティングヘッドの冷却システムとモーターの精密制御も、高出力カッティングヘッドにおける難題である。この間 プレートカットレーザーの出力が上がるとエネルギーが大きくなり、レンズや切断ノズルの温度が上昇する可能性が高くなります。冷却は、水冷または他の冷凍方法によって確保されなければならない。
モーター制御の面では、フィードバック方式がモーターに実装され、フィードバックによって位置を修正することで、より正確な位置決めとフォーカシングの応答速度の高速化を実現している。
高出力ファイバーレーザーは、主に産業分野でのレーザー切断や溶接に使用される。高出力であればあるほど良いという考え方は、「限界出力」という概念を導入している多くのレーザーメーカーに浸透している。彼らは次のように考えている。 レーザー切断アプリケーションしかし、切断加工出力には限界があり、それを超えると切断品質と切断速度は向上しなくなります。場合によっては、エキシマレーザーやCO2レーザーなど、他のレーザーに切り替えた方が費用対効果が高くなることもあります。
これらの企業は一般的に、産業市場では6kWで95%以上の切断需要を満たすことができると考えており、6kW以上のファイバーレーザは切断分野では小さな市場である。12 kW、20 kW、30 kWのファイバーレーザ切断装置の導入は、市場における高出力レーザ装置の需要を示しているに過ぎないが、これは小さな範囲に対する特定の要求であり、大規模なアプリケーションの必要性はない。したがって、高出力ファイバーレーザーは、ファイバーレーザーが10,000ワットを突破するまでは、開発の方向性と考えられている。
しかし、切断が難しい特殊な素材の加工では、低出力レーザーでは速度が遅く、切断効果も低い。また、高反射材料は加工ニーズに応えるために高いエネルギーが必要であり、そこで1万ワットのレーザーが使用されている。レーザー機器メーカーの報告によると、高出力レーザーは主に加工市場で使用されており、加工市場の企業顧客からの需要は、出力6,000~8,000Wのレーザーが中心である。
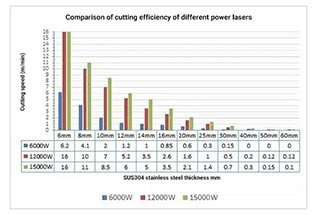
ステンレス鋼切断 - 最大400%
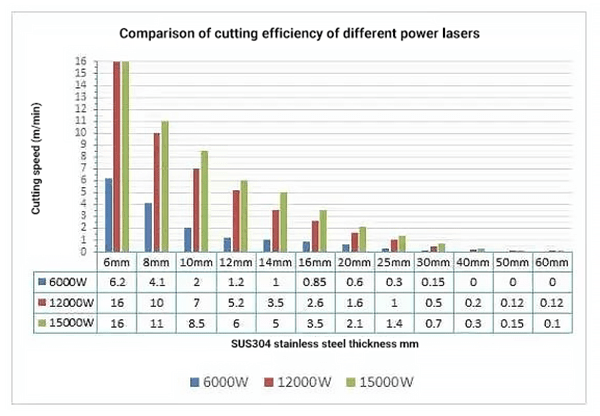
炭素鋼切断 - h酸素の代わりに空気を使用した中薄板の高速切断

上図によると、炭素鋼の光沢面を切断する限界動力は板厚によって決まる。実際のパワーが限界パワーより小さければ、パワーが大きくなるにつれて切断速度は速くなる。しかし、実際のパワーが限界パワーより大きければ、パワーを上げても切断速度は変わらず、向上しない。切削効果も変わりません。
ほとんどのレーザーメーカーは、1万ワットレーザーの技術やプロトタイプを持っているにもかかわらず、依然として3000〜8000ワットを市場の主戦場と見なしている。これは、産業加工の限られたパワーに基づいている。
しかし、瞬間的であれ平均的であれ、出力が高ければ高いほど、レーザ加工における工具や熱源としてのレーザの加工能力が向上するという別の観点もある。これは、15kW/20kWのファイバーレーザー製品を超高出力加工や熱処理効果に応用することで証明されており、6000Wのファイバーレーザーと比較してより優れた性能を発揮することが分かっている。
10,000Wの能力を持つ現行製品は、炭素鋼のような中厚板を効果的に切断できるため、追加の研磨工程が不要になる。
高出力レーザーの性能と出力が向上し続けるにつれて、メリットがコストを上回れば、ユーザーはこれらのレーザーに切り替えるだろう。
金属の溶解しきい値は1平方センチメートルあたり100万ワット、金属表面の改質のしきい値は1平方センチメートルあたり1万ワットに設定されている。
この2つの基本データから、10万ワット、あるいは100万ワットのレーザー出力が将来的に一般的になると思われる。
高出力レーザーは、鉄道輸送、航空宇宙、造船、軍事など、幅広い応用が期待されている。
船舶溶接の分野では、高出力レーザーが適しているが、中国ではまだ導入されていない。
について レーザーの利点 光ファイバー伝送の品質と光電変換の効率によるものである。出力が高ければ高いほど、加工はより深く、溶接速度はより速くなる。
しかし、これらの利点と欠点は相互に依存している。ハイテク企業にとって、技術と製品の研究開発への投資は第一のコスト項目であり、対応する人材、資金、時間への投資を必要とする。コアコンポーネントの中には社内で調達できないものもあり、光ファイバー、励起光源、コンバイナー、グレーティング、回路制御システムなどの原材料を購入しなければならず、総コストの70%を占めることもある。
では、投資コストが高いにもかかわらず、なぜ企業は高出力レーザーに向かうのだろうか?その答えは、利益によるものである。
業界の専門家によると、中国の低出力市場は国内ファイバーレーザーブランドが独占しているが、これらの製品は輸入製品に圧勝している。しかし、市場に参入する企業が多すぎるため、価格が急落し、1000~3000Wのファイバーレーザー市場のような熾烈な競争と低い利益率につながっている。
一方、3000-6000W、10kWといった高出力レーザーの総市場需要は小さいが、差別化された競争の機会を提供している。
高出力レーザー製品は付加価値が高く、利益率も比較的大きいため、企業にとっては新たな市場参入のチャンスとなる。
加えて、技術力を示すことも重要な要素である。例えば、IPG Photonics社は、現在これらの製品を使用している業界を知らないとしても、50万ワットのオールファイバー産業グレードのカスタムレーザーを販売できると公言している。このような高出力レーザーを開発できるという事実は、その企業の研究開発能力と製品品質の証であり、重要な宣伝ポイントになる。
装置メーカーの立場から、業界の専門家によれば、1万ワットの製品で品質と安定性の要求を満たせるメーカーは数社しかないという。他のレーザーメーカーは、まだプロモーションとフィードバックのプロセスを経る必要がある。
より多くのファイバーレーザー企業が市場に参入すれば、装置メーカーはより多くの選択肢を持つことになり、購入価格の比率は当然高くなる。
より高出力のファイバーレーザーが "より良い "かどうかは、明確な答えのある問題ではない。技術の進歩、コアコンポーネントのローカライズ、サポート機器の改善、市場の需要、アプリケーション分野の発展、これらすべてがファイバーレーザーの成長と製造業の変革とアップグレードを推進する。
高出力ファイバーレーザーはまだ長い道のりがある。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







