
ファイバーレーザー切断:究極のガイド
レーザーが、まるでバターを溶かす熱いナイフのように金属を切断できることを不思議に思ったことはないだろうか。この魅力的な記事では、ファイバー・レーザー切断技術の背後にある科学を探ります。
現代の産業界が、どのようにして精密で効率的な生産を実現しているのか、不思議に思ったことはないだろうか。この記事では、ファイバーレーザー切断機の世界を探求し、その利点を明らかにし、あなたのニーズに最適なものを選択する方法をご案内します。この技術がどのようにあなたのビジネスに革命をもたらし、長期的な成功を確実にすることができるかを学んでください。

長年の開発により、ファイバーレーザー切断機は様々な産業の生産効率を大幅に向上させ、様々な産業でますます普及している。
光ファイバーレーザー切断機は、加工と生産にレーザー技術を利用しており、非接触方式である。

従来の方法と比べ、ファイバーレーザー切断機は材料の変形や損傷を起こさず、高速で精密な加工が可能である。
その結果、ますます多くの企業が投資先を選ぶようになっている。 ファイバーレーザー切断 のマシンがある。
ファイバーレーザー切断機の購入は、多くの企業にとって重要な決断である。
しかし、ファイバーレーザー切断機のブランド数が増えているため、市場での価格は大きく異なる可能性がある。
これでは買い手が自信を持って決断するのは難しい。
ニーズに合わない間違った機器を選ぶと、初期設備投資の無駄になるだけでなく、企業の成長期にチャンスを逃すことにもなりかねない。
資金に限りのある企業にとって、ファイバーレーザー切断機の選択を誤ると、大きな損失や倒産につながることさえある。
したがって、ファイバーを購入する際には、十分に調査し、適切な機器を選択することが重要である。 レーザー切断 マシンを使用します。この投資は、少なくとも10年間はあなたのビジネスに利益をもたらすだろう。

あなたは、企業の成長にとって10年が重要であることを理解している。
ファイバーレーザー切断機を初めて購入する企業も多いだろうし、この技術についてよく知らない企業も多いだろうから、この記事では基本的な情報を提供し、機械についての予備知識を与えた上で、適切なファイバーレーザー切断機の選び方について掘り下げていく。
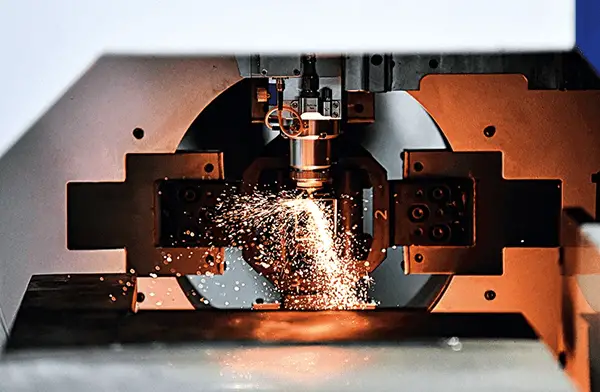
レーザー切断では、集光度の高い強力なレーザービームを加工物に照射し、材料を急速に溶融、気化、アブレート、発火させ、ビームと同軸の高速空気流の助けを借りて溶融材料を吹き飛ばす。このプロセスで被加工物を切断する。
レーザー切断は熱切断法の一種である。
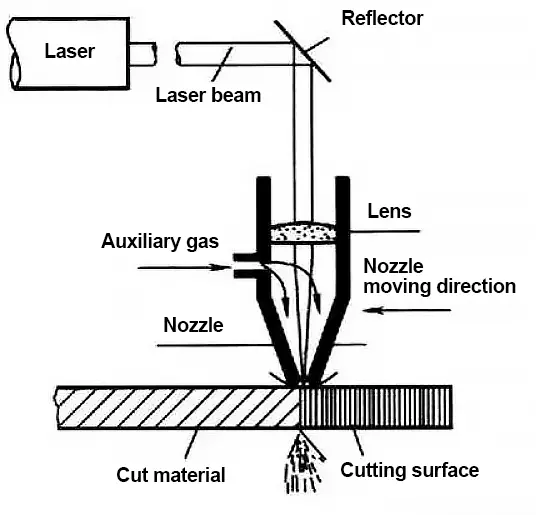
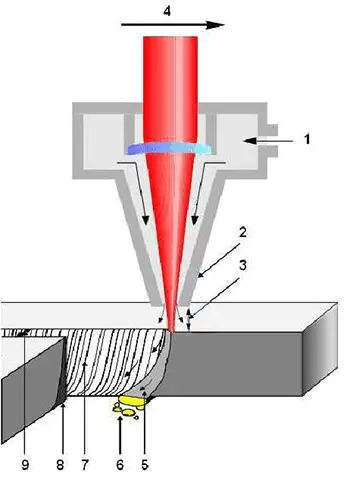
次の図は、レーザー切断の原理を示している:
レーザー切断は、レーザー気化切断、レーザー溶融切断、レーザー酸素切断、レーザースクライビングと破壊制御の4つのカテゴリーに分類される。
(1) レーザー蒸発切断:
高エネルギー密度のレーザービームが被加工物を加熱し、温度を急速に上昇させ、短時間で材料の沸点に達する。材料は気化して蒸気を形成し始め、この蒸気は高速で排出され、材料に切り欠きを形成する。
レーザー気化切断は、材料の気化熱により大きな出力と出力密度を必要とする。主に薄い金属材料や非金属材料の切断に使用される。金属材料 紙、布、木、プラスチック、ゴムなど。
(2) レーザー溶融切断:
レーザー溶融切断では 金属材料 をレーザーの熱で溶かし、ビームと同軸のノズルから非酸化性ガス(Ar、He、Nなど)を噴射して液体金属を放電させ、ガスの強い圧力で切り欠きを形成する。
レーザー溶融切断は、金属を完全に気化させる必要がなく、気化切断の1/10のエネルギーで切断できる。主にステンレスのような酸化しにくい素材や活性金属の切断に用いられる、 チタンアルミニウムとその合金。

(3) レーザー酸素切断:
レーザー酸素切断の原理はオキシアセチレン切断と似ており、レーザーを予熱熱源として、酸素などの活性ガスを切断ガスとして使用する。注入されたガスは 金属切断 で酸化反応を起こし、大量の熱を放出する。
同時に、溶融した酸化物と溶融物が反応ゾーンから吹き出され、金属に切り欠きが形成される。
レーザー酸素切断は、レーザー気化切断やレーザー溶融切断に比べ、溶融切断の1/2のエネルギーで済み、切断速度も格段に速い。この方法は、主に炭素鋼、チタン鋼、熱処理鋼などの酸化しやすい金属材料の切断に使用される。
(4) レーザースクライビングとフラクチャーコントロール:
レーザースクライビングは、高エネルギー密度のレーザーで脆性材料の表面を走査し、材料を加熱・蒸発させて小さな溝を作り、圧力を加えて溝に沿って脆性材料に亀裂を生じさせる。レーザースクライビングには、QスイッチレーザとCO2レーザが一般的に使用される。
制御された破壊は、レーザーによって発生する急峻な温度分布を利用する。 溝掘り 脆性材料に局所的な熱応力を発生させ、小さな溝に沿って材料を破断させる。

他の熱切断方法と比べて、レーザー切断は切断速度が速く、高品質な仕上がりで知られている。
レーザー切断の主な利点には次のようなものがある:
(1)優れた切断品質:
レーザー切断は、レーザースポットが小さく、エネルギー密度が高く、切断速度が速いため、より優れた切断品質を提供する。
表1は、レーザー切断、オキシアセチレン切断、およびレーザー加工を比較したものである。 プラズマ切断 の方法を用いた。使用した切断材は厚さ6.2mmの低炭素鋼板。
表1 レーザー切断、オキシアセチレン切断、プラズマ切断法の比較と校正
| 切断方法 | スリット幅 | 幅 熱影響部 / mm | スリット形状 | 切削速度 | 設備費 |
| レーザー切断 | 0.2-0.3 | 0.04-0.06 | パラレル | 速い | 高い |
| オキシアセチレン切断 | 0.9-1.2 | 0.6-1.2 | 相対的平行線 | 遅い | 低い |
| プラズマ切断 | 3.0-4.0 | 0.5-1.0 | ウェッジと傾斜 | 速い | 中・高 |
(2)高い切断効率
レーザー切断機は、レーザーの透過特性により複数のNCワークテーブルを装備しており、完全に数値制御された切断工程を可能にしている。
運転中にNCプログラムを変更するだけで、異なる形状を切削することができ、2次元と3次元の両方の切削が可能です。
(3)速い切断速度
1200Wのレーザーでは、2mm厚の低炭素鋼板を600cm/分の速度で切断できる。 厚さ5mm ポリプロピレン樹脂板は1200cm/分の速度で切断できる。
切断工程で材料をクランプしたり固定したりする必要がないため、時間を節約し、工具や固定具の必要性を減らすことができる。
レーザー切断の速度は次のように表される。 この記事.
(4) 非接触切断

レーザー切断では、切断トーチが被加工物に接触しないため、工具の摩耗がない。
異なる形状の部品を切断するには、「ツール」を変更する必要はなく、レーザーの出力パラメーターだけを変更すればよい。
さらに レーザー切断工程 低騒音、低振動、無公害という利点がある。
(5) 幅広いカット素材
レーザー切断は、金属、非金属、金属マトリックス複合材料、非金属マトリックス複合材料、皮革、木材、繊維など、オキシアセチレン切断やプラズマ切断に比べて切断できる材料の種類が多い。
しかし、これらの材料のレーザー切断適応性は、熱物理学的特性やレーザー吸収率の違いにより異なる。
(6) 欠点
の限界 レーザー出力 レーザー切断は、中・小板厚の板やパイプに限られる。
さらに、切断速度は被加工物の厚みが増すにつれて著しく低下する。レーザー切断装置のコストは高く、多額の初期投資が必要である。

レーザー切断機は、照射されたレーザーを光路システムを通して高出力のレーザービームに集光する。
その後、レーザービームが被加工物の表面を融点または沸点まで加熱する。同時に、ビームと同軸の高圧ガスが溶融または気化した金属を除去する。
ビームとワークの相対位置を調整することで、材料は最終的に希望の形状に切断される。

構造用鋼
酸素による切断は、より良い結果をもたらす。加工ガスに酸素を使用すると、刃先がわずかに酸化する。
板厚4mmまでは、窒素を加工ガスとして高圧切断が可能で、刃先の酸化を防ぐことができる。
10mm以上の厚板の場合は、特殊なレーザープレートを使用し、加工中にワーク表面に注油すると良い結果が得られる。
ステンレス
切断端面の酸化が許容範囲内であれば、酸素も使用できる。窒素を使用すると、酸化やバリのない切断端が得られ、追加の処理は必要ない。
プレート表面にオイルを塗布することで、加工品質を損なうことなくパーフォレーション効果を高めることができる。
アルミニウム
アルミニウムは反射率や熱伝導率が高いが、合金の種類やレーザーの能力にもよるが、それでも6mm以下の厚さで切断できる。酸素で切断する場合、切断面は粗く硬くなる。
しかし、窒素を使用することで、より滑らかな切断面が得られます。純アルミニウムは純度が高いため切断が難しく、システムに「反射吸収」装置を取り付けなければ切断できない。この装置がないと、反射によって光学部品が損傷してしまう。
チタン
チタン板は、加工ガスとしてアルゴンと窒素を使用して切断される。その他のパラメータは、ニッケルクロム鋼に使用されるものを参照することができる。
銅と真鍮
黄銅も銅も反射率が高く、熱伝導性に優れている。厚さ1mm以下の黄銅は窒素で、厚さ2mm以下の銅は酸素で切断できる。
しかし、真鍮も銅も、システムに「反射吸収」装置が設置されていなければ切断できない。そうでなければ、反射によって光学部品が損傷してしまう。

ファイバーレーザー切断機は、光源としてファイバーレーザー発振器を使用する。ファイバーレーザーは新しい レーザーの種類 世界的に発展してきた
高エネルギー密度のレーザービームが被加工物の表面に集光され、超微細集光スポットによって照射された領域が瞬時に溶融・蒸発する。数値制御の機械システムがスポットを動かし、自動切断を実現する。
従来のガスレーザーや固体レーザーに比べ、ファイバーレーザーには大きな利点があり、高精度レーザーの主要な担い手となっている。 レーザー加工ライダーシステム、宇宙技術、レーザー医療など。
について 光ファイバーレーザー フラットカットとアングルカットの両方が可能で、きれいで滑らかなエッジが得られます。金属板の高精度切断に最適です。
さらに、メカニカルアームを組み込むことで、5軸レーザーが不要になり、3次元切断が可能になった。
従来の炭酸ガスレーザー切断機と比較して、ファイバーレーザー切断機はスペースやガス消費量が少なく、光電変換率が高い。
省エネルギーで環境に優しい新しい製品であり、世界をリードする技術のひとつとされている。
ほとんどのレーザー切断機は、NCプログラムによって操作されるか、切断ロボットに組み込まれている。
精密な加工方法であるレーザー切断は、薄い金属板の2次元および3次元切断を含め、ほとんどの材料を切断することができる。
レーザー切断 成形技術 は非金属材料の分野でも広く応用されている。

光ファイバーレーザー切断機は、以下のような様々な製造業や加工業で広く使用されています。 板金加工航空、航空宇宙、電子機器、電化製品、地下鉄アクセサリー、自動車、穀物機械、繊維機械、工学機械、精密アクセサリー、船舶、冶金設備、エレベーター、家電製品、工芸ギフト、工具加工、装飾、広告、金属外面加工、台所用品加工。
さまざまな切断・打抜方法にはそれぞれ限界があり、工業生産における特定の用途に最適である。レーザー切断機の開発と使用は、現代の工業生産における主要な進歩と革新である。
ファイバーレーザー切断機は、先進的なレーザー加工技術を組み合わせたハイテク装置である。 ファイバーレーザー技術その技術とは、レーザー加工技術、数値制御技術、精密機械技術である。最先端のファイバーレーザーを使用し、高エネルギー密度のレーザービームを生成します。
ビームはカッティングヘッドを通してワーク表面に集光され、直径0.1mmの小さなスポットを形成する。超微細焦点によって照らされた部分は瞬時に溶けて蒸発し、穴が形成される。
数値制御機械システムがレーザースポットの照射位置を移動させ、穴が連続的に狭いギャップを形成し、自動切断を実現する。

ファイバーレーザー切断機は、出力に基づいて分類することができます:
切断材料に基づいて分類すると、市場で一般的なタイプは以下の通りである:
素材が異なれば必要な機器も異なるため、機器を選ぶ際には使用する素材を考慮することが重要だ。
用途に基づいて分類すると、ファイバーレーザー切断機は、次のように分けることができます:
この分類は、主に加工材料の違いを指すため、より分かりやすい。
さらに、ファイバーレーザー切断機は、装置の構造に基づいて分類することもでき、主に次のように分けることができます:
ファイバーレーザー切断機には、以下のような利点がある:
(1) 優れたビーム品質 - フォーカススポットが小さく、カッティングラインが細いため、作業効率が高く、加工品質が向上します。
(2)非常に高い切断速度 - 切断速度は、同じ出力のCO2レーザー切断機の2倍である。
(3)高い安定性 - この機械は世界トップクラスの輸入ファイバーレーザーを使用しており、安定した性能と10万時間まで使用可能な主要コンポーネントを備えています。
(4) 高い光電変換効率 - ファイバーレーザー切断機の光電変換効率は約30%で、CO2レーザー切断機の3倍であり、エネルギー効率が高く、環境に優しい。
(5)非常に低い使用コスト - マシンの消費電力は、同様のCO2レーザー切断機のわずか20〜30%です。
(6)メンテナンスコストが非常に低い - レーザー加工ガスが不要で、反射板なしで光ファイバー伝送が可能なため、メンテナンスコストを節約できる。
(7) 簡単な操作とメンテナンス - 光ファイバー伝送では、光路を調整する必要がない。
(8)超柔軟な導光効果 - 小型でコンパクトな構造により、柔軟な加工の要求に容易に対応できる。
しかし、炭酸ガスレーザー切断機に比べ、ファイバーレーザーの切断範囲は比較的狭い。波長の関係で金属材料しか切断できず、非金属材料は吸収されにくいため、切断範囲が限定される。

ファイバーレーザー切断機には、YAGと比較していくつかの利点がある。 固体レーザー を含む:
(1)切断速度-ファイバーレーザー切断機の切断速度は4-5倍速く、大量加工や生産に適している。
(2) 使用コスト - ファイバーレーザー切断機の使用コストは、YAG固体レーザー切断機よりも低い。
(3) 光電変換効率 - ファイバーレーザー切断機の光電変換効率は、YAGの約10倍です。
ファイバーレーザー切断機の価格はYAGレーザー切断機より高いかもしれないが、それでも炭酸ガスレーザー切断機よりは安価である。
高価格にもかかわらず、ファイバーレーザー切断機は3つの中で最も優れた性能対価格比を持っている。
| テクニック | スリット(mm) | 変形 | 精度 | グラフィック変更 | スピード | コスト |
| レーザー切断 | 小 0.1-0.3 | 小さい | 高さ0.2mm | 非常に簡単 | 遅い | 高い |
| プラズマ切断 | 小さい | 大きい | 高さ1mm | 非常に簡単 | 速い | 低い |
| ウォータージェット | 大きい | 小さい | 高い | 簡単 | 速い | 高い |
| 型抜き | 小さい | 大きい | 低い | ハード | 速い | 低い |
| 製材 | 大きい | 小さい | 低い | ハード | 非常に遅い | 低い |
| ワイヤーカット | 小さい | 小さい | 高い | 簡単 | 非常に遅い | 高い |
| ガス 燃料カット | 非常に大きい | 非常に大きい | 低い | 簡単 | 遅い | 低い |
| イーディーエム | 小さい | 小さい | 高い | 簡単 | 非常に遅い | 非常に高い |

レーザー切断機を選ぶのは、昼食に何を食べるかを決めるのと同じように、難しい作業です。お客様のニーズを理解することが、適切な製品を見つける鍵です。
好みが人それぞれ違うように、ニーズも人それぞれ。あなたにとってベストなものを選ぶべきだ。
レーザー切断機を購入する前に、以下の要素を考慮してください:
購入コストは企業発展の投資において重要な要素である。成長には新鮮な資源が必要だが、それを考慮せずに行うべきでない。そこで活躍するのがスキルとリサーチだ。
予算が許せば、世界のトップ・インポート・ブランドを選ぶこともできる。 レーザー切断機トップ10ブランド.
しかし、ほとんどの企業の予算は、このような大規模なブランドの購入には対応できないかもしれない。レーザー切断機の背後にある技術、特に 金属レーザー切断 マシンは近年、急速な発展を遂げている。
現在、レーザー切断技術は成熟し、安定したレベルに達している。コストを重視する場合、中国ブランドのレーザー切断機を選ぶのも賢明な選択だ。
こうすることで、適切なマシンを安価に購入することができる。
ファイバー・レーザー切断機を選ぶ際には、事業範囲、切断材料の厚さ、切断する材料などの要素を考慮する。そして、マシンに必要なパワーと作業台のサイズを決定する。
パワーはファイバーレーザー切断機の価格を左右する重要な要素であり、パワーが高いほど価格も高くなり、作業効率も向上する。
よくある誤解は、パワーが高ければ高いほど、板厚に関係なく切断に適した機械になるというものだ。これは必ずしも真実ではない。
高出力は厚板の切断に、中出力は中薄板の切断に適している。カットの質は、パワーだけでなく、マシンの光学的品質にも左右される。
大小を問わず、多くのメーカーがパワーを上げようとしているが、それが必ずしもパフォーマンスの向上につながるとは限らない。
場合によっては、15000Wや20000Wと宣伝されているものより、8000Wのマシンの方が切断効果が高いこともある。
厚板を切断するには、高いパワーが必要です。パワーが低すぎると板が切れない。
現在 ファイバーレーザー切断機 市場の出力は500Wから20,000Wまであり、作業台のサイズは顧客のニーズに応じてカスタマイズできる。
コストパフォーマンスの高いファイバーレーザー切断機を選ぶには、出力需要を評価し、個人のニーズに合った機械を選ぶことが重要です。
例えば、1~8mmの炭素鋼板を切断する必要がある場合、1000Wのレーザー切断機で十分です。厚さ8mmの板を頻繁に切断する場合は、1500Wのマシンがより効率的でしょう。薄い板を切断する場合は、1000Wで十分です。
加工用 アルミニウム合金ファイバーレーザー切断機を推奨する。
具体的な切断パラメータについては、レーザー切断機の切断パラメータ表を参照してください。
切削パラメータ レーザー切断機のテーブル
| 金属/レーザー出力(W) | 1000W | 1500W | 2000W | 3000W | 4000W | 6000W | 8000W | 12000W |
| 炭素鋼 (mm) | 1-8 | 1-12 | 1-16 | 1-20 | 1-22 | 1-22 | 1-22 | 1-25 |
| ステンレススチール (mm) | 1-4 | 1-4.5 | 1-6 | 1-8 | 1-10 | 1-16 | 1-20 | 1-25 |
| アルミニウム合金 (mm) | 1-2 | 1-3 | 1-4 | 1-6 | 1-8 | 1-14 | 1-16 | 1-25 |
| 真鍮 (mm) | 1-2 | 1-3 | 1-4 | 1-6 | 1-8 | 1-14 | 1-16 | 1-25 |
ファイバーレーザー切断機は、CO2レーザー切断機やプラズマ切断機などの他の切断システムと比較して、切断精度と効率が高く、高精度(±0.02mm)、安定性、効率性などの特筆すべき利点がある。
ファイバーレーザー切断機には、高い安定性と長い耐用年数という利点があります。適切な操作と定期的なメンテナンスにより、マシンの主要部品の摩耗や損傷は最小限に抑えられます。
主な経費は電気代、ガス代、一般消耗品費で、比較的低コストだ。
周知のように、光ファイバーレーザー切断機の高精度と高効率は、金属加工業界における強力なツールである。
しかし、これらの技術的な利点は、機器の付属品に焦点を当てている。
同じファイバーレーザー切断機でも、使用するアクセサリーが異なれば、最終的な切断結果は異なる。
したがって、ファイバーレーザー切断機を購入する際には、費用対効果の高いアクセサリーを選択することが重要である。
レーザー切断機は通常、6つの中核部品で構成される:
ファイバーレーザー切断機の中核部品の構成は、その価格、特にレーザー光源の品質とブランドに大きな影響を与える。これはマシンの基本価格を大きく左右する。
ここでは、ファイバーレーザー切断機の中核部品の選択方法について説明します。
1) ファイバーレーザー光源
レーザー切断機の性能と品質は、その光学部品の品質に大きく依存する。
多くの人は消費電力がマシンの効率を決める重要な要素だと考えているが、最も重要な要素はパワーではなく光学的品質である。
ファイバーレーザーは、ファイバーレーザー切断機のヘッドアクセサリーであり、その核となる「動力源」として、光学的品質を決定する。
市場で最高のファイバー・レーザーには、光電変換率約40%のドイツIPG社、英国SPI社、米国n-light社、そして中国の レイカス とマックスレーザー。

2)カッティングヘッド
レーザー加工機のカッティングヘッドは、レーザーを出力する装置で、ノズル、集光レンズ、集光追尾装置で構成される。
レーザー切断機の切断ヘッドは、設定された切断経路に沿って移動するが、レーザー切断ヘッドの高さは、材料、厚さ、切断方法に基づいて調整・制御する必要がある。
カッティングヘッドの品質は、主に光学レンズ群の高出力能力によって決まる。高品質レーザー そして正確な調整システムの存在である。
カッティングヘッドの有名ブランドには、PrecitecやRaytoolsなどがある。

3) 制御システム
制御システムは、光ファイバーレーザー切断機の主要な操作システムである。
その品質は、マシンの性能の安定性を左右する重要な役割を果たす。
制御システムは、工作機械のX、Y、Z軸の動きをガイドし、レーザーの出力を調整する役割を担っている。
中国では、レーザー切断機のオペレーティングシステムは、CypcutとPAが広く使用されており、各社が自社の機器により適したものに最適化している。
この最適化プロセスはプルーフィングとテスト中に行われ、操作は比較的簡単である。

4) ベッド
レーザー切断機のベッドの大きさは、それが処理できる仕事の容量を決定する。
ベッドのサイズは固定されており、変更することはできません。
購入を決定する前に、あなたが行う予定のカッティング作業量を明確に理解することが重要です。
例えば、大規模なプロジェクトを扱う予定であれば、大判レーザー切断機に投資することをお勧めします。
大型工作機械は、積み下ろしに費やす時間を大幅に削減し、最終的に全体的な時間コストを大幅に削減することができる。

光ファイバーレーザー切断機のベッドは、通常、次のような構成になっている。 プレート溶接 ベッド、パイプ溶接ベッド、または鋳造ベッド。
コスト削減のため、ほとんどのレーザー切断機メーカーは板溶接ベッドを採用している。
ベッドの厚さは8mmから16mmまで、レーザー切断出力によって異なる。超高出力ファイバー レーザー切断アプリケーションより厚い鋼板が使用される。
板溶接ベッドはより一般的に使用されているが、鋳造ベッドに比べ、機械の耐荷重、安定性、切断精度に悪影響を及ぼす可能性がある。
従って、予算にこだわらないのであれば、光ファイバーレーザー切断機を購入する際には、一体型の鋳鉄製ベッドを選ぶことをお勧めする。
5) モーター
ステップモーター:
モーターは、光ファイバーレーザー切断機の切断精度を決定する重要な役割を果たす。
輸入ステッピングモーターを選ぶメーカーもあれば、合弁会社が生産したステッピングモーターを利用するメーカーもある。中小企業は汎用モーターを選ぶことが多い。
サーボモーター
サーボモーターは、サーボシステム内の機械部品の動作を制御するエンジンである。
補助モーターと連動する間接的な速度変更装置である。
サーボモーターは、速度と位置の精度を正確に制御することができ、電圧信号をトルクと速度に変換して制御対象を駆動する。
高品質のサーボモーターは、レーザー切断機の切断精度、位置決め速度、繰り返し位置決め精度を大幅に向上させることができる。
6) レーザーレンズ

レーザーレンズは、ファイバーレーザー切断機のパワーを決定する役割を果たす。輸入品と国産品がある。
国産レンズはさらに、輸入材料で作られたものと国産材料で作られたものに分類される。
これらのオプションの間には大きな価格差があり、効果や寿命の点でも顕著な差がある。

要件が決まったら、市場を訪問するか、すでにレーザー切断機を購入した同業者に声をかけて、その性能と基本仕様を評価することができる。
有利な価格の有力な売り手数社と連絡を取り、後日現地調査を行うのが望ましい。
交渉の際には、マシンの価格、トレーニング、支払い方法、アフターサービスについて詳しく話し合うことが重要だ。
ファイバーレーザー切断機のブランドに関しては、性能よりもブランドを優先しないことをお勧めする。
どうしてもブランドを選びたいのであれば、Trumpfは世界第1位、Hanslaserは中国第1位であることを覚えておいてほしい。

アフターサービスはしばしば見落とされ、過小評価されている。人々はサービスよりも価格を優先する傾向がある。
レーザー切断機がいかに高度なものであっても、顧客は使用中にさまざまな問題に遭遇する。
このような場合、売り手は顧客にタイムリーな解決策を提供することが重要である。
専門的で迅速なアフターサービスを提供することは、レーザー切断機メーカーにとって非常に重要である。
その際、事前トレーニングを含むワンストップ・サービスを提供する必要がある。 機械操作機械設備のメンテナンスと試運転。
結局のところ、時は金なりであり、遅れはユーザーの損失につながる。
レーザー機器を購入する際、ユーザーにとって最も重要なことは何ですか?
お金なのか、市場なのか?
いや、どちらも最も重要な要素ではない。
資本と市場は重要な考慮事項ではあるが、最も重要な要素ではない。
市場での成功の鍵は、ビジネスと市場の発展に適した加工機器を選ぶことです。
技術や市場の進歩に伴い、レーザー切断機のパワーはますます高まっており、メーカーも増えている。
しかし、営業担当者の専門的な質が一定していないため、顧客がレーザー切断機を選ぶ際に誤解を招く可能性がある。
我々の提言は以下の通りである:
迷信1:パワーとコンフィギュレーションが似ている場合、低価格のオプションが好まれる。
(1) 国内レーザー:
同じパワーでもブランドによって価格は大きく異なる。
(2)輸入レーザーと国産レーザーの比較:
構成は似ているように見えるが、実際には大きな違いがある。
価格が低ければ、対応する投入コストも低くなり、構成や原材料が異なるため、設備の安定性に影響を及ぼす可能性がある。
低価格のオプションを選択することはコスト削減のように見えるかもしれないが、実際の使用時に問題が頻発すると、実際の損失が大きくなり、コスト削減は無視できなくなる。
迷信2:同じ厚さの板であれば、出力の異なるレーザー切断機でも切断能力があるので、出力の低いものを選ぶ。
例えば、2000W以上のレーザーも、それ以下の出力のレーザーも、10mmの炭素鋼を切断することができる。
しかし、これは低出力のレーザーを選択することが望ましいという意味ではない。
10mmの炭素鋼の切断効率は、異なる出力範囲によって異なり、予算、必要能力、製品特性などの要因に基づいて出力を選択する必要がある。
神話3:ユニバーサル・マシンを買いたい。
レーザー加工機を1台だけ購入する人の多くは、パイプや板材の切断、その他の特殊部品の加工など、すべての機能を備えていることを希望する。
しかし、こうした多様な機能要件を満たそうとすると、機器の主要機能が損なわれる可能性がある。
その結果、すべての機能が利用可能であっても、最適に実行されない可能性がある。
レーザー切断機は汎用機であり、万能機ではないことに注意することが重要だ。
迷信4:分割払い。
多くの顧客は、工場内割賦を設備選定の重要な要素としているが、実際の工場内割賦の頭金は高額になることが多く、財務的な圧迫を強めている。
現在の金融市場の状況を考えると、代わりにファイナンス・リースという方法を選択することをお勧めする:
(1) ファイナンス・リースの最低頭金は10%である。
(2)すべてのファイナンスリース機器は保険に加入しており、天災・人災による損害は補償される(例えば、洪水により機器が損害を受けた場合は補償される)。
(3)品質とサービスを第三者が監督することで、傍若無人な問題を防ぐことができる。
(4)金融商品を活用することで、個人や企業の評価を向上させることができる。
企業が成長し、将来、より大型でより多くの設備を購入する必要がある場合、融資額はより高く、扱いやすくなり、企業に新たな資金調達ルートを提供する。
迷信5:パワーが高ければ高いほど、切削厚は厚くなる。
出力の高いレーザー切断機は、厚い板を切断する能力を示すかもしれないが、切断品質が実用的な生産アプリケーションの要件を満たすことを保証するものではない。
などの要因が挙げられる。 材料特性切断効率、冷却技術は切断品質に影響を与える。
レーザー切断装置は加工用に設計されている。 板金 中・厚板のカットを得意とする。
厚すぎるプレートは機械加工の範疇に入り、専用の機械加工装置が必要になる。
迷信6:同じブランドで同じパワーなら、カッティングスピードは速い方がいい。
同じブランドで同じ出力のレーザーの最速直線切断速度は、理論的には一致するはずである。
レーザーの仕様に、市場最速を超える切断速度が謳われている場合、それは詐欺である可能性がある。
神話7:輸入されたものが最高である。
レーザー切断機は数十年にわたり中国で開発されており、その製品の品質は市場で証明されている。
さらに、中国には対応する部品のサプライヤーがより成熟しており、コストパフォーマンス、性能、サービスの面で優位性がある。
レーザー切断機を選択する際には、加工するワークの最大サイズや材質、切断する最大厚さ、原材料フォーマットのサイズ、将来の開発計画など、考慮すべき要素がたくさんある。
例えば、技術的な修正後の最大ワークサイズ、鉄鋼市場から提供される材料の最も省材料なフォーマットサイズ、ローディングとアンローディングの時間などを考慮する必要がある。
以上、ファイバーレーザー切断機の選び方について紹介したが、これで、自分のニーズに合った機械の選び方について理解が深まったはずだ。
ご不明な点がございましたら、お気軽にコメント欄にご記入ください。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







