
ドリル&ドリルビット入門:正確な穴あけのための基本を学ぶ
金属にどうやって小さな穴を正確に開けるのか、不思議に思ったことはないだろうか。この記事では、魅力的な穴あけの世界を探求し、さまざまなドリルビットに隠された秘密を明らかにする。
適切なツイストドリルを選ぶのは大変な作業です。材料、コーティング、形状の選択肢に圧倒されていませんか?このガイドでは、特定のニーズに合わせてツイストドリルを選択する際に考慮すべき主な要因を分類しています。高速度鋼、コバルト、カーバイドなどのさまざまな材料、コーティング、幾何学的形状が、性能や耐久性にどのように影響するのかをご覧ください。十分な情報に基づいた決断を下し、加工効率を高めるための知識を身に付けましょう。ツイストドリル選定の本質に迫り、その技術を習得してください。

概要
ドリルを選択する際に考慮すべき基本的な基準は、材質、コーティング、幾何学的特徴の3つである。

穴あけに使われる材料は、高速度鋼、コバルト高速度鋼、超硬合金の3つに大別される。

高速度鋼は 切削工具 1910年以来、1世紀以上にわたって使用されてきた。現在、切削工具として最も一般的に使用され、経済的な価格の材料である。これらのドリルは、ハンドドリルでも、次のような安定したセットアップでも利用できる。 ボーリング の機械に適している。さらに、高速度鋼の工具は何度も研ぐことができ、これも人気が衰えない理由の一つである。安価であるため、高速度鋼はドリル・ビットだけでなく、旋盤用工具にも使用されている。

高速度鋼に比べて優れた硬度と赤色硬度を誇る。硬度が高いため、耐摩耗性が向上しますが、靭性も若干低下します。高速度鋼と同様に、再研磨により寿命を延ばすことができる。
超硬合金は、炭化タングステンをマトリックスとし、他の材料を結合剤とする金属マトリックスからなる複合材料である。カーバイドの製造には、熱間静水圧プレスによる焼結など、一連の複雑な工程が含まれる。
硬度、赤色硬度、耐摩耗性などの点で、超硬合金は高速度鋼をしのぐ。しかし、超硬工具のコストは高速度鋼よりかなり高い。
コストにもかかわらず、超硬合金は工具寿命と加工速度の点で他のものと比べてメリットがあります。 工具材料.超硬工具を繰り返し研磨して品質を維持するためには、専門的な研磨工具を使用する必要があります。
コーティング剤は、使用範囲によって以下の5種類に大別される:

非コーティング工具は、最も費用対効果の高いオプションであり、通常、以下のような柔らかい材料の加工に使用される。 アルミニウム合金 と軟鋼。

酸化コーティングは、コーティングされていない工具に比べて潤滑性が向上し、耐酸化性と耐熱性が強化されます。このタイプのコーティングは、工具の寿命を50%以上延ばすことができます。

チタン 窒化物は最も一般的に使用されるコーティング材である。しかし、硬度が高く、加工温度が高い材料の加工には適していない。

炭窒化チタンは窒化チタンを進化させたもので、耐熱性と耐摩耗性が向上している。通常、紫色または青色をしています。このコーティングは、ハース社の工場で鋳鉄部品の加工に使用されています。

窒化チタンコーティングは高温に強いため、高温合金や鋼、ステンレス鋼の加工など、高温の切削環境での使用に適しています。ただし、コーティングにはアルミニウム元素が含まれているため、アルミニウム含有材料の加工時には化学反応が起こる可能性があることに注意が必要です。このような反応を避けるためには、アルミニウムを含む材料の加工は避けた方がよい。

一般的に、炭窒化チタンまたは窒化チタンコーティングを施したコバルト含有ダイヤモンドを使用する方が、より費用対効果の高いソリューションとなります。
幾何学的特徴は以下の3つに分けられる:
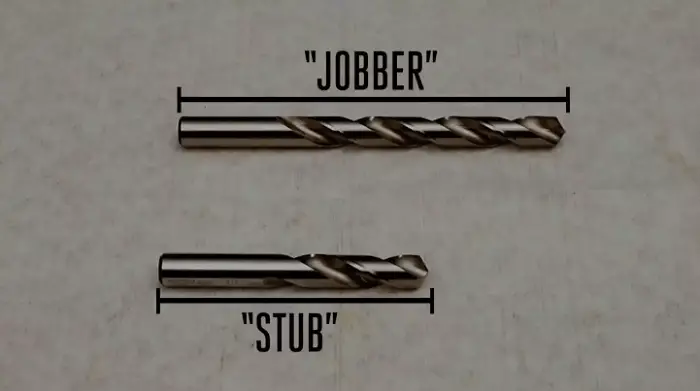
倍直径」とは、長さと直径の比を指す。ドリルビットの剛性は、直径が小さくなるほど向上します。工具の寿命を延ばし、加工時の剛性を向上させるためには、切り屑の排出に適した刃長で、できるだけオーバーハングの短いドリルビットを選ぶのがよい。刃長不足はドリルの破損につながります。
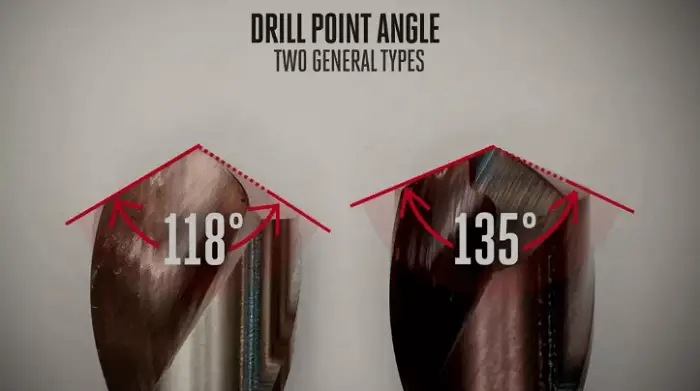
118°のドリルポイント角度は、機械加工で一般的に使用される角度で、一般的に軟鋼やアルミニウムのような柔らかい金属に使用されます。このアングル・デザインには一般的にセルフセンタリング機能がないため、最初にセンタ穴をあける必要がある。
一方、ドリルポイントの角度が135°の場合、通常はセルフセンタリング機能があり、別途センタ穴を開ける必要がないため、時間の節約になる。
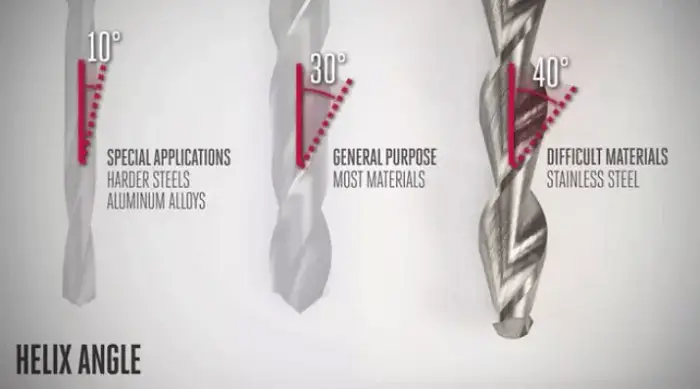
ほとんどの被削材には、30°の螺旋角が適している。しかし、切り屑排出性の向上や刃先強度の強化が必要な用途では、より小さな螺旋角のドリルが好まれる場合がある。ステンレス鋼のような難削材を加工する場合は、トルクの伝達を良くするために、より大きな螺旋角のドリルが適している場合があります。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







