プレスブレーキに使用される作動油について
CNCプレスブレーキがスムーズに作動しているのはなぜだろう?答えは作動油にあります。この必要不可欠な作動油は、機械の最適な性能と寿命を保証します。当社の記事...
プレスブレーキ工具の消耗が早すぎませんか?この記事では、金型の寿命を延ばし、シートメタル加工で最適なパフォーマンスを確保するために不可欠な修理テクニックをご紹介します。摩耗パターンの特定から正確な研磨方法まで、プレスブレーキ金型を効果的にメンテナンスする方法をご紹介します。これらのヒントに従うことで、製品の品質と機械の効率を高め、長期的には時間とコストを節約することができます。

プレスブレーキ金型の修理と再研磨は、板金加工工場にとって、摩耗した金型を後工程で修理するために不可欠な工程である。
どのメーカーも、プレスブレーキ金型一式を数年間も修理・再研磨せずに使い続けることはなく、曲げ機械と金型の両方に悪影響を及ぼす。
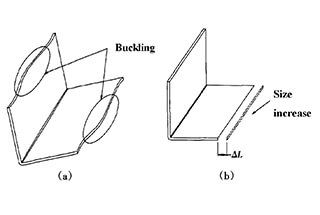
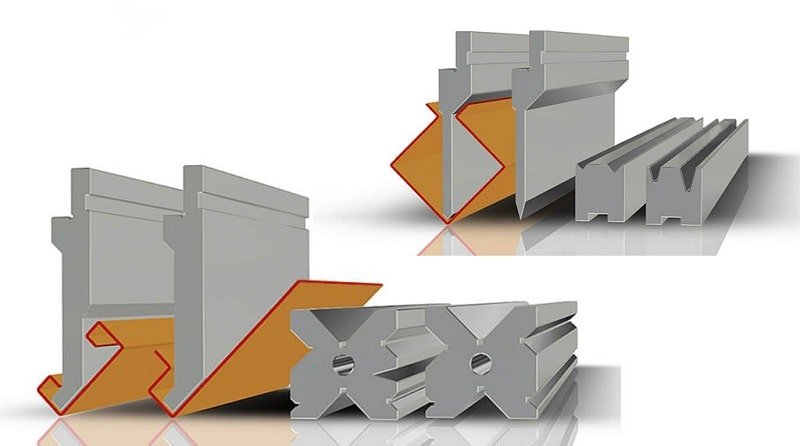
ベンディングマシンの金型が摩耗する主な原因は、板金加工工程によるものです。局部的な曲げ加工では、長時間の曲げ圧力によって金型が定点で摩耗します。また、過度の圧力は金型に傷をつけることもあります。 下型これは、上型と下型の摩耗の程度をさらに高めることになる。
局所的な曲げ加工による磨耗に対処する最善の解決策は、複数のワークを同時に加工することで、曲げ機にかかる圧力を分散させ、圧力集中による金型の損傷を防ぐことができる。
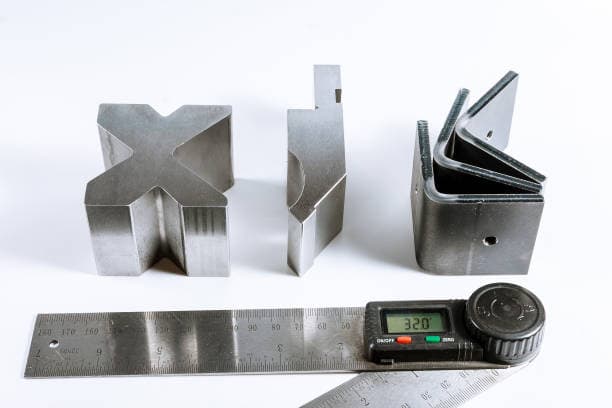
ベンディングマシンの金型研磨は、曲げ加工されたワークピースが著しい角度偏差や過度の表面粗さを示す場合に不可欠です。迅速な金型メンテナンスは、これらの問題を修正するだけでなく、工具の寿命を延ばすことにもつながります。
曲げ作業を開始する前に、板金オペレータは上型と下型の両方を入念に検査する必要があります。金型表面に目に見える摩耗パターン、傷、変形が検出された場合は、直ちに改修が必要です。この積極的なアプローチにより、一貫した曲げ品質が保証され、潜在的なワークピースの欠陥が防止されます。
金型研削の頻度を戦略的に最小化し、曲げサイクル数を最適化することで、金型の寿命を大幅に向上させることができます。このアプローチは、ワークピースの品質向上、曲げ加工機へのストレスの軽減、製品認定率の向上、そして最終的には作業効率の向上という複数のメリットをもたらします。加工される材料の種類と生産量に基づいて、十分に計画された金型メンテナンススケジュールを実施することで、生産性と金型寿命のバランスを取りながら、これらの目標を達成することができます。

曲げ機械の金型を研磨する方法はさまざまあるが、最も一般的な方法は、金型を専用の治具に取り付け、精密平面研削盤を使用することである。この技術は、高精度の砥石と専用の金型補修工具を必要とするアーク金型(R型)や成形金型では特に重要である。
研削工程では、最適な結果を得るために、ツールのクリアランスを0.03mmから0.05mmに一定に保つことが不可欠です。この正確なクリアランスは、均一な材料除去を保証し、金型の意図された形状を維持するのに役立ちます。
重要なことは、一般的に研削を何度も繰り返すことは推奨されないということです。この方法は、金型の完全な加工を達成できないだけでなく、金型の表面や完全性に大きな損傷を与える可能性があります。その代わり、より効果的な方法は、1回の作業で研磨可能な部分の大部分を適切に修正し、その後、最終的な精研磨を行うことです。
この2段階の方法(初期修正と精密研削)には、いくつかの利点があります。NCベンディングマシンの金型の全体的な精度を高め、表面仕上げを改善し、設置や試運転を容易にします。さらに、この方法は、不必要な材料除去を最小限に抑え、複数回の研削サイクルによって誘発される熱応力のリスクを低減することで、金型の寿命を維持するのに役立ちます。
粉砕プロセスをさらに最適化するには、以下のような要素を考慮する:
これらのベストプラクティスを遵守し、戦略的な研磨アプローチを採用することで、メーカーはベンディングマシン金型の品質、性能、寿命を大幅に改善することができます。

結論として、適切な再研磨は プレスブレーキ 機械金型は、板金加工企業にとって重要な工程である。金型の精度と寿命を向上させることは、企業の利益を高めるもう一つの方法です。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。