板金切断力計算(油圧ギロチンベース)
ある金属板は完全に平らに仕上がるのに、ある金属板は反ったり歪んだりするのはなぜだろうと不思議に思ったことはないだろうか。この記事では、回転式プレート・シャーにおける切断力の秘密を解き明かします。どのように...
巨大な金属板を最小限の労力で正確に切断する方法を不思議に思ったことはないだろうか。この記事では、油圧ギロチン剪断機の魅力的な世界を探ります。この記事では、油圧ギロチン剪断機の安全機能、操作ガイドライン、そして正確な切断を支える技術についてご紹介します。このパワフルな機械の秘密を解き明かし、その驚くべき能力について理解を深めてください。

油圧ギロチン・シャー・マシンを操作する際には、火災、感電、人身事故などのリスクを軽減するため、基本的な安全手順を遵守することが最も重要です。機械の操作に先立ち、作業者はすべての指示を十分に確認し、理解し、将来の参考のために保管してください。
オペレーターは、操作マニュアルに詳述されているように、機械の構造、特徴、操作パラメータを総合的に理解していなければならない。複数のオペレーターが作業する場合、まとまりのある安全な作業を保証するために、指名されたスーパーバイザーが生産を監督する必要がある。
機械の稼動範囲内で、手を含む身体のいかなる部分も使って機械を操作することは厳禁である。特に、上型と下型の間に手が入らないように注意してください。
機械の適切なメンテナンスと長寿命を確保するため、潤滑は付属の潤滑図に従って行ってください。
周囲および電気絶縁ラインを含め、清潔で整理された作業スペースを維持する。事故を防ぎ、最適なワークフローを確保するため、作業台周辺に障害物を置かないよう、特に注意を払うこと。
すべての機械部品について定期的かつ包括的な検査を実施し、潜在的な危険が拡大する前に特定し、対処する。
本機の最高使用圧力は工場出荷時に23 MPaに設定されています。この圧力は、特定の操作要件を満たすために調整することができますが、適切な手順に従った有資格者のみが行えます。
電気キャビネットへのアクセスは、許可された担当者のみに制限されています。キャビネットのドアを開ける前に、電気的危険を防止するため、電源スイッチがオフの位置にあることを確認してください。
この警告表示と取扱説明書は、機械の安全に不可欠なものです。どのような状況であっても、これらを取り外したり、汚したり、場所を変えたりしないでください。
すべてのユーザーおよびオペレータの皆様には、本機を操作する前に、この取扱説明書をよくお読みくださるよう強くお願 いします。この包括的なガイドは、油圧板金シャーリングマシンの安全な取り扱い、適切な設置、効率的な操作、効果的なメンテナンスを確実にするために不可欠な図や文書を提供し、専門的な資格を持つ担当者のために設計されています。
本マニュアルに記載されている情報は、発行日現在のものです。ただし、当社は、継続的な製品改良の一環として、事前の通知なしに変更および改良を実施する権利を留保します。
本マニュアルに詳述されているように、マシンを適切に設置することは、最適な性能を発揮するために極めて重要です。機械の効率、精度、寿命を維持するためには、定期的な点検とこまめなメンテナンスも同様に重要です。これらのガイドラインを遵守することで、機械の耐用年数を大幅に延ばし、安定した高品質の出力を確保することができます。
油圧式シートメタル・シャーリングマシンを不適切または無責任に操作すると、装置に回復不能な損傷を与え、さらに重大なことに、操作者と周囲の人の安全が損なわれる可能性があることに注意してください。本取扱説明書に概説されている安全手順には、常に厳密に従ってください。
当社は、不適当な整備、無許可の改造、資格のない者による接続によって生じた損害や負傷について、一切の責任を負いません。本機の保証を維持し、安全な操作を保証するために、すべてのメンテナンスと改造は、認可された部品と手順を使用して、認可された技術者によって実行されなければなりません。
油圧式板金シャーリングマシンを操作する前に、本マニュアルを十分に理解することが重要です。安全な作業環境を維持しながら生産性を最大化するためには、本機の能力、制限、安全機能を正しく理解することが不可欠です。
本マニュアルに示されたガイドラインに従うことで、オペレーターは機械の寿命を保証し、最適な切断精度を維持し、板金加工作業における職場の安全基準を最高水準に維持することができます。
この機械は、精密金属切断作業における実証済みの信頼性と高性能で有名である。
高強度材料で設計された堅牢なフレーム構造により、長期間にわたる構造的完全性と安定した切断精度が保証されます。
革新的なモノブロック油圧システムは、油圧配管を大幅に削減し、潜在的なリークポイントを最小限に抑え、システム全体の信頼性とメンテナンス効率を高めます。
デュアルポンプ油圧システムは、迅速で独立した切断動作を提供する一方で、保持圧力を可変できるため、さまざまな材料の厚さや種類にわたって切断性能を最適化できます。
統合された油圧過負荷保護は、過大な力から重要なコンポーネントを保護し、機械の寿命と運転の安全性を高めます。
高輝度LED照明を戦略的に配置することで、カッティングゾーンの最適な視認性を実現し、カッティング精度とオペレーターの安全性を向上。
高精度のブレードクリアランス調整は、材料の厚さに合わせて校正された使いやすいインジケーターシステムにより容易に行え、様々な寸法のストックにおいて安定した切断品質を保証します。
ハイドロエレクトリック式すくい角調整システムは、ブレード角度の微調整を可能にし、材料の歪みを最小限に抑え、厚板の有効切断能力を最大限に引き出します。
このシャーリングブレードは、優れた硬度、耐摩耗性、切断性能を実現する高クロムと炭素含有量を特徴とする高級D2工具鋼から製造されています。これらのブレードは、厳しい品質基準に従って英国で独占的に製造されています。
750mmストロークの電動バックゲージには、デジタル表示と微調整用ハンドホイールが装備されており、材料の正確な位置決めと繰り返し切断作業を容易にします。
電気系統には、モーター過負荷保護を内蔵した工業用コンポーネントが組み込まれており、信頼性の高い性能を確保し、電気的故障から保護します。
スケールと格納式ストッパーを内蔵した1000mmのスクエアリング・アームは、マテリアルハンドリングを強化し、大型シートメタル作業の切断精度を向上させます。
本機は完全にプライムされた油圧システムで納入されるため、設置後すぐに運転できる。
包括的なメンテナンスツール一式が付属しており、最適なパフォーマンスを維持するための日常的な手入れや微調整をサポートする。
ギロチン鋏の梱包と出荷
すべてのマシンは、輸送中の移動を防ぐため、スクェアリングアームとフットペダルをハンドガードにしっかりと固定し、細心の注意を払って出荷準備を行っています。包括的な作業工具一式と詳細な操作マニュアルは、到着時に簡単にアクセスできるよう、電気パネル内に安全に保管されています。
露出した金属面はすべて耐腐食性コンパウンドで保護されており、適切な溶剤や灯油で簡単に除去できる。
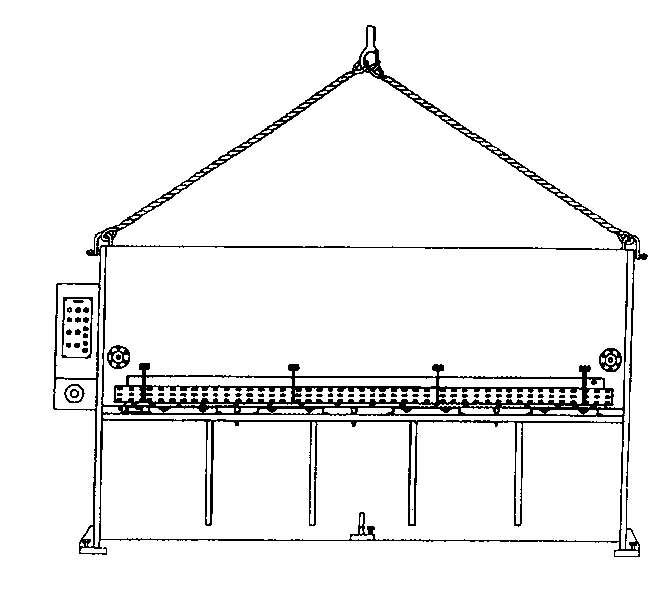
ギロチンシャーリング機を持ち上げる
安全な吊り上げのために、適切な耐荷重を持つ認証済みのワイヤーロープまたはチェーンのみを使用してください。これらのロープは、機械のフレームに組み込まれた両側の吊り上げポイントに取り付けてください。吊り具の定格荷重が機械の重量を適切な安全係数で上回っていることを常に確認してください。
財団要件
当社の剪断機は自立運転用に設計されていますが、最適な性能と寿命は、高品質の鉄筋コンクリート基礎によって達成されます。推奨仕様は以下の通りです:
設置および水平出しの手順
正確なレベリングは、最適なカッティング精度を確保し、コンポーネントの摩耗を最小限に抑えるために非常に重要です。以下の手順に従ってください:
電気設備
電源接続の前に:
最終的な接続と安全性の確認は、必ず免許を持った電気技師にご相談ください。
| スタートボタン | メインモーターの運転と制御回路を始動させる |
| 停止ボタン | メインモーターの運転と制御回路を停止する |
| オート/マン・モード | 作業モードの選択 |
| セレクタ・スイッチ | オートモードの場合: -レーキ角度調整機能 -電動バックゲージ機能 -フットペダルのみでカットを指令できる: -レーキ角度調整機能なし -モーター式バックゲージは機能しない -トップブレードキャリアの上下は、プッシュボタン'↑'または'↓'で行います。 |
| フットペダル | AUTOモードでは、押すとカッティングブレードが下がり、離すとトップブレードキャリアが上がります。 |
| イルミネーションライト | 220V、50Hzの単相電源で作動し、切断刃部分を照らす作業灯。 |
準備 油圧シャーリングマシン
ハンドガードからスクェアリングアームとフットペダルを取り外す。シャーリングマシンのテーブルと2つのサイドホールにボルトで固定し、左側(電気パネルの近く)にスクェアリングアームを設置する。
シャーリングマシンの始動
START」ボタンを押して放します。モーター「オン」インジケーターランプが点灯するはずです。次に、モードセレクターを「MAN」から「AUTO」の位置にセットします。数秒後、トップブレードキャリアが上昇します。上昇しない場合は、モーターの回転方向が間違っています。この場合、電源を切り、2つの相線の一方を逆にして、モーターを再始動させる。トップブレードキャリアは上昇し、リミットスイッチL/S 2に達すると停止します。
レーキ角度調整
セレクタースイッチを「AUTO」モードにします。レーキ角調整はこのモードでのみ有効です。
角度+」ボタンを押すと、トップブレードキャリアが3度まで上昇し(3つのライトが点灯する)、リミットスイッチL/S 7に達すると停止します。
角度-」ボタンを押すと、トップブレードキャリアが1度まで下がり(ライトが1つ点灯する)、リミットスイッチL/S 5に達すると停止します。
以上により、すくい角調整システムが正常に機能していることが確認された。
スクェアリングアームの設置
モーターを始動し、AUTOモードにしておく。
すくい角が1度になるまで「角度-」ボタンを押し、リミットスイッチL/S 5を押して停止します。
セレクターを「MAN」モードに切り替える。
ボタンを押すと、上の刃が降りてきて下の刃と交差します。交点が切り始め(LHS)から約300mmから400mmであることを確認してください。
信頼性の高い三平方規を使用し、トップブレードに当てて測定し、2つのサイドボルトとナットを使用してスクェアリングアームの直角度を調整する。
ブレードクリアランス調整
シャーリングマシンの背面には、ブレードのクリアランス調整レベルが左右に2段階あり、いずれも板厚表示付き。工場出荷時は最も低い位置に設定されており、厚さ5~6mm(1/4インチ)の軟鋼板の切断に適しています。設定を調整するには、ロッキング・スリーブを引いて1mmの位置まで持ち上げます。バネの張力により、下側の位置(6mm)より上側の位置(1mm)の方が重くなります。ブレードクリアランス調整の両側は工場出荷時に設定されており、同じようなテンションになっているはずです。
モーターライズド バックゲージ
セレクタースイッチをAUTOモードにしてください。工場で正確に設定された電動バックゲージの読み取り値は、バックゲージバーから刃先までの距離に対応しているはずです。バックゲージの平行度は工場出荷時に設定されていますが、必要に応じて較正することができます。切断前に防錆コーティングを除去するには、バック・ゲージ・バーを後方に持っていきます。
ブレードクリアランス表
| クイックブレードセッティング | Cleアランス | Fまたは材料の厚さ | Blアデ | Cleアランス |
| トップ | 1~2ミリ | ( 1/24'' から 1/12'' ) | 0.05 mm | (0.002") |
| 2位 | 3~4.5ミリ | ( 1/8" to 3/16'' ) | 0.3 mm | (0.012") |
| 最下位 | 5~6.5ミリ | (5/24 "から13/48'' ) | 0.6 mm | (0.023") |
経験豊富で熟練したスタッフのみ許可
ブレードのクリアランス・チェックは、経験豊かな熟練者のみが行うことを推奨する。また、2人で作業することをお勧めします。
適切な手続き
バックゲージは、スタート前に一番後ろの位置(最大アウト)にセットしておく。
安全第一
ブレードのクリアランスを設定またはチェックする際は、十分注意してください。不適切な取り扱いは、ブレードの過度の損傷や人身事故を招く恐れがあります。
潤滑油と作動油
このギロチン・シャーリング機には、グレード68の作動油が必要です。補充または交換の際には、同じ等級の油のみを使用してください。
潤滑プログラム
バックゲージ校正
本機のバックゲージは工場で正しく校正されています。ただし、必要に応じて再校正が必要な場合があります。
バックゲージの平行度調整の手順
シャーブレード 交換手順
注意:シャーブレード/機械の損傷や人身事故を防ぐため、この作業は資格と経験のある人だけが行ってください。
シャーブレードの研磨
剪断刃は長方形で、4つの刃先がある。再研磨が必要なのは、4つの刃をすべて使用した後だけである。
覚えておいてください:刃の高さではなく、厚さだけを挽くこと。
再研磨後、剪断刃の砥石厚が減少するため、クイックブレードクリアランスレバーの近くにあるテンションボルトを締めて、トップブレードキャリアを閉じる必要がある場合があります。
油圧システム(油圧回路-Drg.9.1 (b) )
フットペダルを踏み続けると、バルブCとDが通電し、プレートクランプが下降する。
圧力スイッチによりバルブBが作動し、上刃が下降して材料を切断する。
カットの終了時またはカット中の任意の時点でフットペダルを離すと、バルブA、D、Gが通電され、トップブレードが上死点まで上昇し、次のカットに備える。
すくい角を大きくするために、バルブDとFに通電する。
すくい角を小さくするために、バルブDとEに通電する。
電気系統
オートモードでは、アイドル状態の間、コンタクタR4が通電される。
フットペダルを踏み続けると、コンタクタR1がプレートクランプとブレードに下降を指令する。
アップストロークのためにフットペダルを離すと、コンタクタR2は通電されなければならない。
コンタクタR3(繰り返し防止)は、トップブレードのアップストローク中にフットペダルが踏まれている限り通電し、トップブレードのセカンドストロークを防止する。
コンタクタA1がバックゲージを刃先から遠ざける。
コンタクタA2がバックゲージを刃先に向けて動かす。
電動バックゲージ
バックゲージは、シャーに押し込まれたときに切断される板を止めるゲージとして機能します。バックゲージは、正確なリードスクリューを使用し、電動または手動で動かすことができます。RASシリーズでは、読み取り装置は機械の前にあり、0.1mm単位で調整できます。バックストップバーは、以下のように位置合わせすることもできます。 真直 バーのセッティングボルトとカウンターボルトを調整する。週に1回程度の定期的な注油が必要。
シャーリングマシンが起動しない
シャーリングマシンが切断できない
ダウンストロークでのラムのチャタリング
シャーリングマシンは、それ自体で動作
ヒューズF2、10Aヒューズ
ヒューズ F3、6A ヒューズ付き
プレート・クランプは降りてくるが、トップ・ブレード・キャリアが作動しない
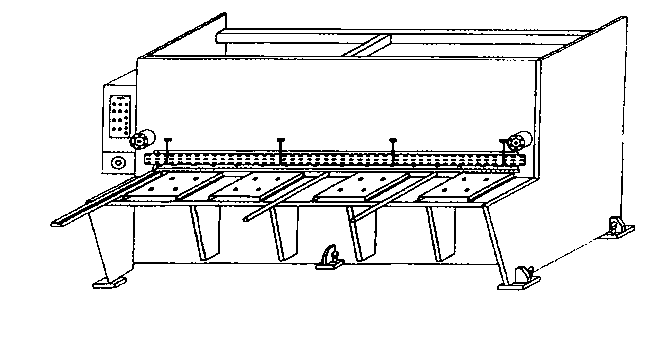
(A) 正面図
(B)リアビュー
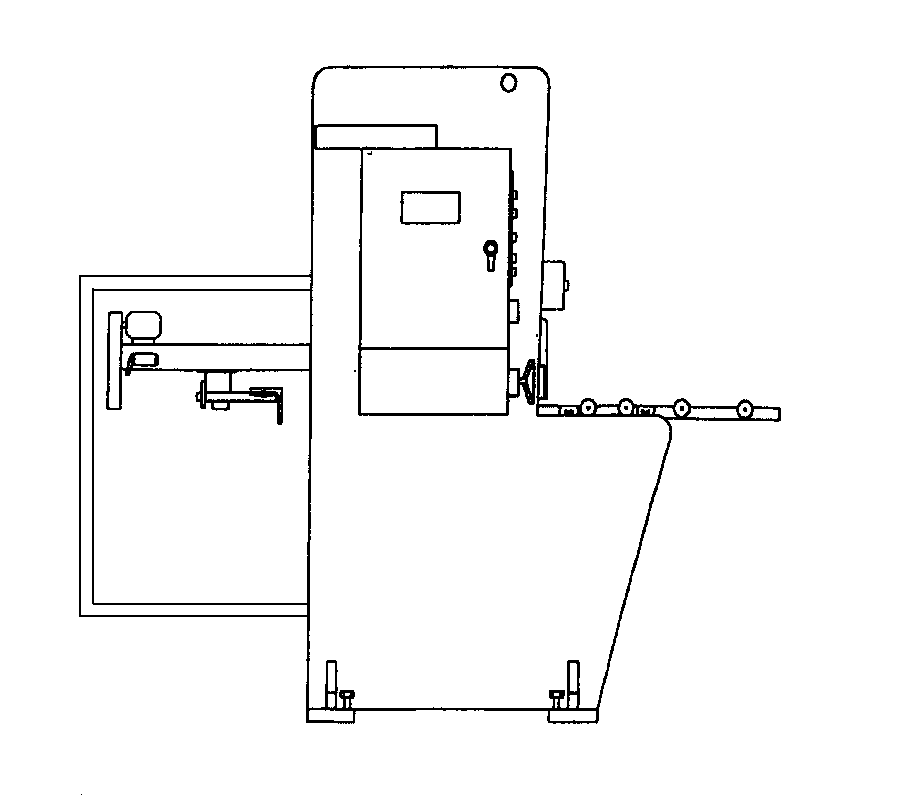
SIDE VIEW
LIFTI油圧ギロチンシャーリング機のNG
PLレベリングゲージ
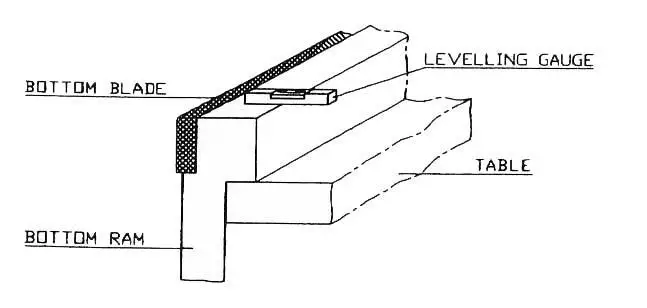
注意:レベリングゲージがブレードに接触していないことを確認し、上記のように設置してください。
ギロチン鋏バックゲージアッセンブリー
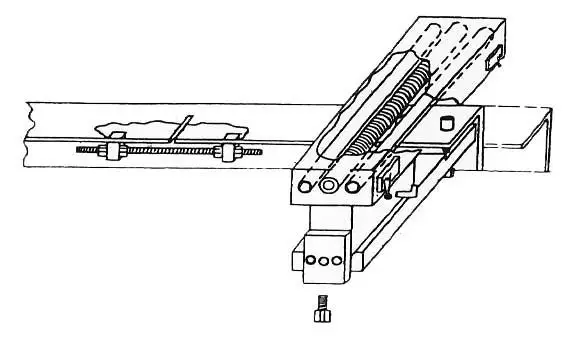
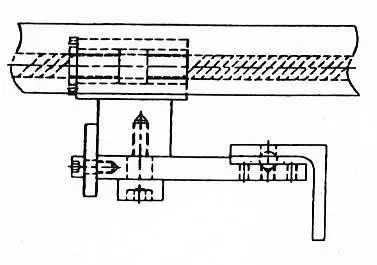
SIDE VIEW
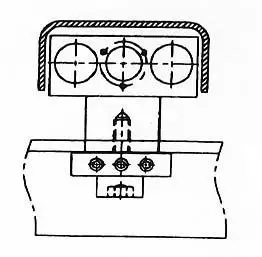
リアビュー

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。