{kind=link}

油圧ギロチンシャー取扱説明書
巨大な金属板を最小限の労力で正確に切断する方法を不思議に思ったことはないだろうか。この記事では、油圧ギロチン剪断機の魅力的な世界を探ります。油圧ギロチン...
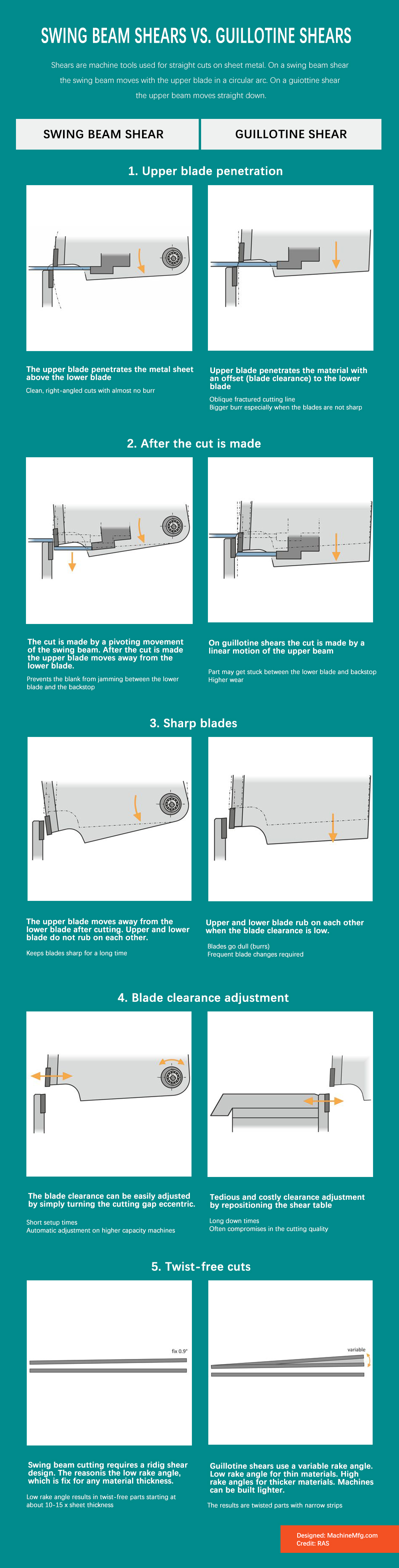
油圧ギロチン剪断機とスイングビーム剪断機の違いは何でしょうか?この記事では、刃の動き、剪断力、切断精度などの主な違いについて説明します。これらの違いを理解することで、さまざまな用途に最適な鋏を知ることができ、作業の精度と効率を高めるために十分な情報を得た上で決断することができます。

油圧シャーリングマシンをスイングビームシャー(固定角度シャー)とギロチンシャー(可変角度シャー)に分けることに疑問を持つ人は多い。
油圧スイングビーム・シャーとギロチン・シャーの違いは何ですか?

なぜ多くのユーザーはギロチン鋏を好むのか?
油圧スイングビームシャーに比べて、油圧ギロチンシャーにはどのような利点がありますか?
今日は、スイングビーム・シャーリングマシンとギロチン・シャーリングマシンの違いを説明しよう。
次の表は、QC12シリーズ・スイングビーム・シアーとQC11シリーズ・油圧ギロチン・シャーの主な違いの概要です:
| 違い | QC12K/Yシリーズ | QC11K/Yシリーズ | |
| 油圧スイングビームシャー | 油圧式 ギロチン鋏 | ||
| 1 | ブレードキャリアの切断動作 | - ユニピボットサポート、レバーの原理; - 後方の支点を中心に円弧状の曲線運動を行う。 | - 三点支持ローリングガイド(下側偏心軸、前側支持軸、上側偏心軸) - 直線的な上下運動を行う。 |
| 2 | せん断力 | - 斜め方向に固定された油圧オイルシリンダー; - 75%の作用力、25%の損失。 | - 油圧オイルシリンダーは、直線的な垂直運動を行う; -刃先に作用する100%の油圧。 |
| 3 | ブレードスタイル | - 角柱形状のトップブレードは、2つのベベル角の刃先しか使用できない; - 下刃は長方形で、4つの刃が使える。 | - 上刃も下刃も長方形; - 刃先は4本とも使用可能。 |
| 4 | 切削角度調整 | - カッティングアングルとブレードキャリアアングルは固定; - 板厚に関係なく、特定の角度でしか切断できない。 | - 調節可能な切断角度、異なった切断角度はのために適用される カッティングプレート を厚みの異なるものに変更した。 - より小さい切断角を採用することは効果的にのゆがみを減らすことができる。 板金そして切断速度を上げる; - また、せん断力を増すためにせん断角度を大きくすることもできる。 |
| 5 | 潤滑ポイント | ベベルギアは摩耗が激しく、寿命を延ばすためには頻繁な潤滑が必要である。 | ほとんどが自己潤滑式の球面すべり軸受を使用しており、基本的に手動で注油する必要はない。 |
| 6 | ブレードキャリアリターン装置 | 窒素リターンシリンダー、漏れやすく、しばしば修理が必要。 | ブラダータイプのアキュムレータリターンは安定しており、信頼性が高い。 |
| 7 | 使用範囲 | 一般的な中小のワーク、切断面に対する一般的な要件。 | 大・中型の超長尺シートシャーは、切断面に高い精度が要求されます。 |
| 8 | バックストップ構造(オプション) | - 500W ACモーター+ユニバーサル接続ツイストシャフト; - 隙間ができやすく、スプリングバッファーがなく、リトラクト機能がない。 | - インバーター+スピードモーター+エンコーダー+電子デジタルディスプレイ; - 無段変速、低騒音、スプリング格納、バッファ機能。 |
| 9 | 燃料タンク(オプション) | 普通のプレートが処理されていない場合は、長い時間、油圧部品がブロックされ、摩耗する原因となり、錆びやすくなります。 | 全体的にメッキ処理が施されており、錆びず、油と反応しにくい。 |
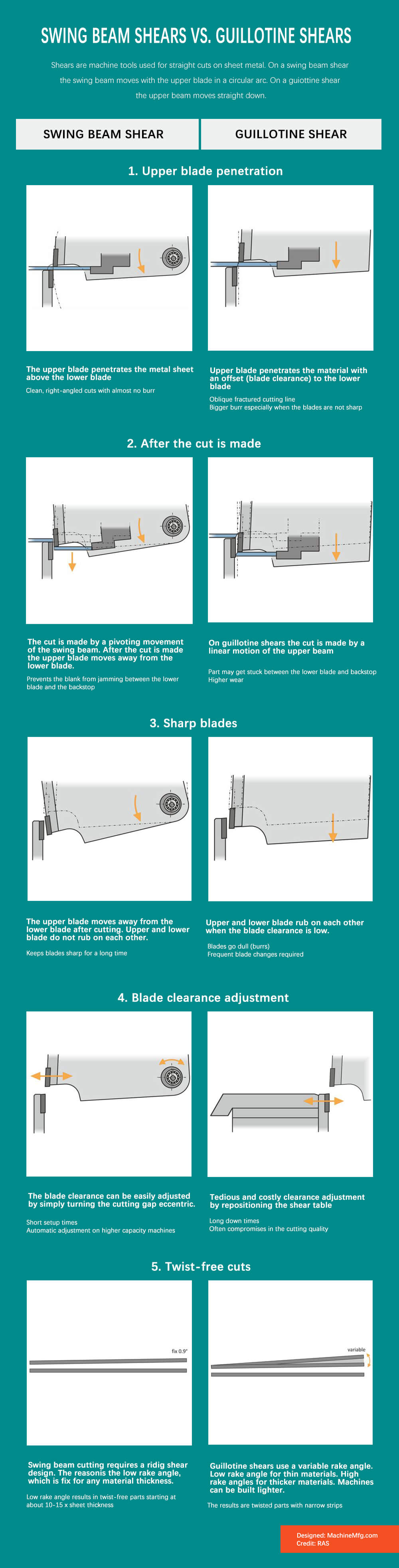
あなたは ここをクリック 上記のインフォグラフィックの高解像度版をダウンロードする。
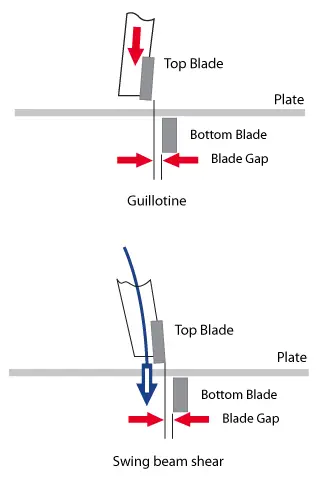
スイング・ビーム・シャーとギロチン・シャーのブレード・クリアランスはいずれも0.04mm。
しかし、スイングビームシャーリングマシンのスイングアームと振り子ボディの間のベアリング接続は、完全にクリアランスを排除することはできません。
その結果、ギャップと刃先のクリアランスの間の精度誤差は通常0.1mmを超え、スイングビーム剪断機の精度は理論上ギロチン剪断機よりも悪くなる。
ギロチンシャーリング機のリアガイドレールは、背面に圧縮スプリングパッドを備えたベアリングで押されており、前後のガイドレール間に隙間がないようになっている。
これにより、クリアランスと刃先の隙間の精度が0.04mm以下に保たれ、バリのない滑らかな材料剪断が実現します。
スイングビームシャーリングマシンのツールホルダーは湾曲した形状をしているため、シャーリングされる材料の真直度を確保するために円弧点接触を行います。
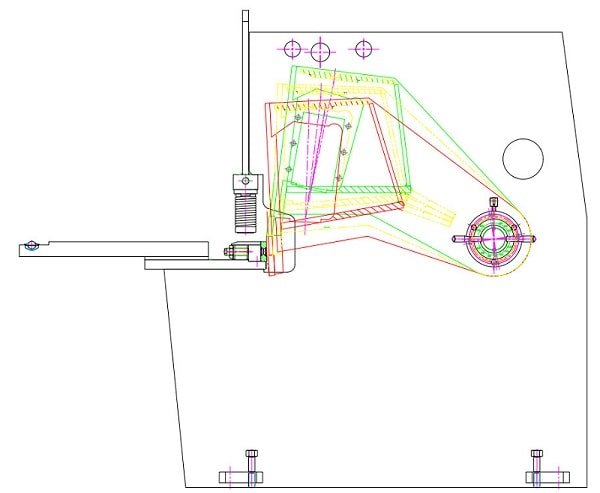
ギロチン・シャーリング・マシンは、ストレート・ツール・ホルダーにより、シャーリングされる材料の真直度を確保し、より高い精度を実現します。
しかし、スイングビームシャーリングマシンでは、途中でブレードのバックオフが大きくなり、その結果、いくつかの問題が発生した。 切断材料 バリがある。この問題は防ぐことができない。

厚さ20mm以下のシートを切断する場合、スイングビームシャーリングマシンの剪断角度を調整することができず、切断される材料にねじれが生じる。切断される材料が狭ければ狭いほど、歪みは大きくなる。
これに対してギロチンシャーリング機は、せん断角度を無段階で調整できるため、切断されたシートが歪んだり変形したりしにくく、加工精度を維持できる。
さらに重要なのは、せん断角度を大きくするとせん断力が強くなることだ。
油圧式スイングビーム・シャーリング・マシンは、その湾曲した刃の動きのために、金属板を切断するために刃の4つのエッジすべてを利用することができない。
その結果、菱形の刃先だけが両面切断に使用できる。
対照的に、ギロチン・シャーリング機のツールホルダーは直線運動で上下に動くので、上刃も下刃も四方の刃で切断できる。
この結果、ギロチン・シャーリング機の刃は、スイングビーム・シャーリング機の刃の2倍の寿命を持つことになる。
油圧ギロチンシャーリング機は、刃の戻りを窒素に頼らず、エア漏れによる不都合を解消します。複動式油圧シリンダーを採用しています。
それに比べ、スイング・ビーム・シアの設計には、次のような未解決の問題がまだたくさんある:
現在、世界的に有名なシャーリング機メーカーは、主に油圧ギロチン式シャーリング機を製造しているが、これはやや高価である。
油圧スイングビーム剪断機に比べ、油圧ギロチン剪断機は、高い剪断精度、調整可能な剪断角度、長持ちする刃先を誇ります。
簡単に言えば、ギロチン剪刀は第二世代の剪刀である。 油圧剪断機 とスイングビーム・シャーのアップグレード版。
しかし、予算に限りがある場合は、スイング・ビーム・シャーが良い選択肢となる。
信頼できる品質のシャーリングマシンを1つの機械メーカーから購入したい場合は、以下のサイトを参照してください。 剪断機メーカートップ10.

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。