4コラム油圧プレス:基本ガイド
巨大な金属部品がどのようにしてピンポイントで正確に成形されるのか、不思議に思ったことはありませんか?4コラム油圧プレスの世界に足を踏み入れてください。このパワフルな機械は、油圧を使って金属などの素材を成形します。
油圧プレスの驚くべき力を不思議に思ったことはないだろうか。この驚異的なエンジニアリングは大きな力を発揮し、ほとんど魔法のように見える方法で材料を変形させることができます。このブログでは、油圧プレス機の魅力的な世界に飛び込み、その歴史、種類、作動原理を探ります。この不思議な機械の威力に驚かされることでしょう!

油圧プレスは、流体力学の力を利用して巨大な力を発生させ、パスカルの原理を利用してさまざまな工業作業を行う高度な機械です。この多目的な装置は、流体の圧力を機械的な力に変換し、材料の正確かつ制御された圧縮、成形、成形を可能にします。
通常、油圧プレス機は3つの重要な部品から構成されている:
これらの統合されたシステムが協調して制御された力を発揮するため、油圧プレスは自動車製造や航空宇宙から金属加工や材料試験に至るまで、さまざまな産業で不可欠なものとなっています。
さらに読む:
油圧プレス機(油圧オイルプレスとしても知られる)は、静水圧の原理を利用して、金属、プラスチック、ゴム、木材、粉末ベースの製品など、さまざまな材料を加工します。この多目的な装置は、非圧縮性流体(通常は作動油)を通して力を伝達することにより作動し、材料の変形と成形のための絶大な圧力を発生させます。
製造業で広く使用されている油圧プレスは、様々なプレスや成形作業に不可欠です。その用途は多岐にわたる:
油圧プレスの正確で制御された力を供給する能力は、現代の製造業において不可欠なツールであり、様々な産業において高い精度と再現性で複雑な部品を生産することを可能にしています。
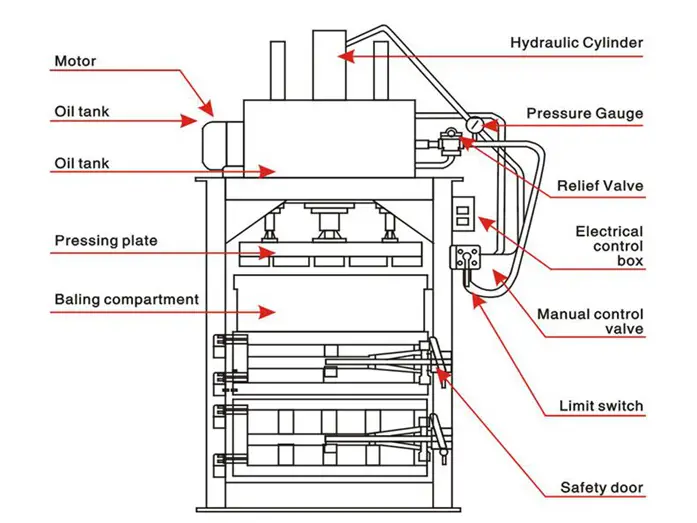
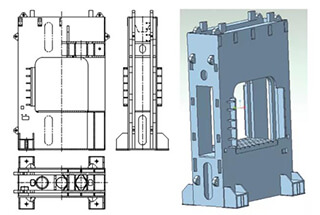
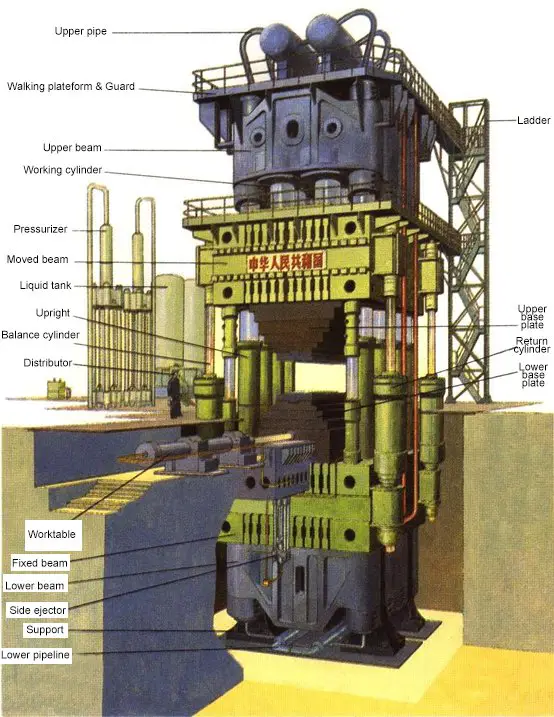
図2 油圧プレス 機械構造
最大油圧プレス

図3 80,000トン金型 鍛造プレス
高さ27メートル、地下15メートル、全高42メートル、総重量2万2000トンの8万トン型鍛造油圧プレスは、世界最強・最強の油圧プレスの称号を得た。
国宝級の戦略設備である巨大型鍛造油圧プレスは、重工業の強さを象徴している。このような油圧鍛造プレスを製造できる国は、世界でも数カ国しかない。
現在、4万トンを超えるダイフォージングプレスを保有しているのは、中国、米国、ロシア、フランスだけである。
米国は1955年に世界最大級の45,000トン型鍛造プレスを2基建設し、現在も稼働している。2001年には、シュルツ工場にもう1基の40,000トン型鍛造プレスが建設された。 スチール カリフォルニアの工場
ソ連は1961年に75,000トンの巨大なダイフォージング・プレスを2基建設した。フランスは1976年にソ連から65,000トンの型鍛造プレスを取得し、2005年にはドイツと共同で40,000トンの型鍛造プレスを開発した。
中国初の30,000トン型鍛造プレスは、1973年に建設された後、40年近く稼働していなかった。しかし、ここ2年間で、いくつかの巨大なプレスが急速に開発され、2012年だけで30,000トン、40,000トン、80,000トンの型鍛造プレスが建設された。
8万トンの油圧プレスは、それまでソ連が51年間保持していた世界記録を更新した。
型鍛造プレスは主に、航空宇宙、原子力、石油化学などの産業向けの高強度チタン/アルミニウム合金鍛造品の製造に使用される。
大型のダイフォージング・プレスを保有する国は、世界的に見ても強力な航空産業を持っていると考えられている。
1795年、イギリスのエンジニア、ジョセフ・ブラマーがパスカルの原理を応用して油圧プレスを発明した。この技術革新は、製造工程における油圧技術の始まりとなった。
19世紀半ばまでに、英国は金属鍛造に油圧プレスを使用するパイオニアとなり、巨大なスチームハンマーに徐々に取って代わった。この移行は、鍛造技術における大きな飛躍を意味し、より精密な制御と大きな力の適用を提供した。
19世紀末、米国は12万6,000トンの自由鍛造用油圧プレスを建設し、その工業力を示した。この功績は、油圧プレス技術の急速な進歩とその能力の増大を際立たせた。
それ以来、世界の製造業は、中国で製造された2台を含む、20セット以上の10,000トン自由鍛造油圧機械を製造してきた(図4に図示)。これらの大型プレスは、航空宇宙、造船、重機械などの産業向けに、巨大で高信頼性の部品の生産を可能にした。

電動高圧ポンプ技術の進化は、鍛造用油圧プレスをよりコンパクトで効率的な設計へと発展させました。この傾向は、金属成形工程におけるより大きな汎用性とエネルギー消費の削減を可能にしました。
1950年代、小型で高速の鍛造用油圧プレスが登場し、業界に革命をもたらした。これらの機械は、3~5トンの鍛造ハンマーと同等の作業を行うことができたが、精度とエネルギー効率が改善された。この技術革新により、油圧プレスの用途はさまざまな製造分野に拡大した。
1940年代にドイツが18,000トンの型鍛造プレスを生産したことは、油圧プレス技術の新たなマイルストーンとなった。その後、世界中で18,000トンの鍛造用油圧プレスが18台製造された。中国はこの技術をさらに発展させ、30,000トンのプレスを製造し、重工業設備生産におけるその能力の高まりを示した。
油圧プレス技術におけるこれらの発展は、金属成形工程に大きな影響を与え、より大きく複雑な部品を、精度と効率を向上させながら生産することを可能にしました。油圧プレスの継続的な進化は、様々な産業において現代の製造能力を形成し続けています。
構造形式によると 油圧プレス機 に主に分けられる:
もし トン数別油圧プレスは次のように分けられる:
用途によって、主に以下のように分けられる。 メタルフォーミング曲げ、伸ばし、打ち抜き、粉末(金属、非金属)成形、プレス、押し出しなど。
熱間鍛造油圧プレス

鍛造業界で最も頻繁に使用される機器の1つである大型油圧式鍛造機。 鍛造機 は様々な自由鍛造技術を行うことができる。
現在、800トン、1600トン、2000トン、2500トン、3150トン、4000トン、5000トン仕様の鍛造油圧プレスが数シリーズある。
4コラム油圧プレス

4ポスト油圧プレスは、粉末製品成形、プラスチック製品成形、冷間(熱間)押出金属成形、シート絞り、横プレスなどのプラスチック材料のプレスに最適です、 曲げスタンピング、修正工程。
4柱式油圧プレスはさらに、4柱式2ビーム油圧プレス、4柱式3ビーム油圧プレス、4柱式4ビーム油圧プレスに分けられる。
Cフレーム油圧プレス

油圧プレスの作業範囲は、最大260mm~800mmの格納可能な3面スペースを使用することで拡張することができる。
また、作動圧力のプリセットが可能で、熱除去装置も装備されている。
横型油圧プレス

機械部品は組み立て、分解、矯正、圧縮、伸張、曲げ、打ち抜きなどが可能で、多目的な機械となっている。
マシンの作業台は上下に動くように設計されており、マシンの開閉高さを広げ、使用上の利便性を高めている。
二柱式油圧プレス

このシリーズの製品は、プレス、曲げ、あらゆるタイプの部品の成形に適しており、小さな部品のプレスくぼみ、フランジング、パンチング、軽いストレッチなどが含まれます。また、金属粉末製品の成形にも適しています。
電気制御により、ジョブモーションと半自動サイクル機能を持ち、圧力遅延時間から保護することができる。
また、スライディングブロックの方向性がよく、操作やメンテナンスが簡単で、経済的な耐久性もある。
ユーザーは必要に応じて、熱機器、エジェクターシリンダー、トラベルディスプレイ、カウント機能などを追加することができる。2本柱の油圧プレスはパスカルの法則に基づき、流体圧の伝達を利用している。
二柱式油圧プレスには多くの種類があり、圧力を伝える液体の種類によってオイルプレスとウォータープレスに分けられる。
ウォータープレスは大きな全圧を発生し、鍛造やスタンピングによく使用される。
鍛造プレスはさらに次のように分けられる。 金型鍛造 ウォータープレスと自由鍛造ウォータープレスがある。金型が必要な型鍛造と金型が不要な自由鍛造がある。
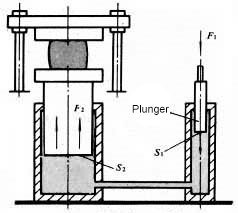
図.5 油圧プレス機構
大プランジャーと小プランジャーの面積はそれぞれS2とS1であり、それらにかかる力はそれぞれF2とF1である。
パスカルの原理によれば、閉じ込められた液体の圧力はどこでも等しく、F2/S2 = F1/S1 = p; F2 = F1(S2/S1) となる。
油圧の利得効果は機械的利得と同じで、力は増加するが仕事は増加しない。その結果、大プランジャの運動距離は小プランジャのS1/S2倍となる。
油圧プレスの基本原理は、オイルポンプが作動油を一体型カートリッジバルブブロックに送り、一方向バルブとリリーフバルブを通してシリンダーの上室または下室に導くというものである。
高圧のオイルの作用で、オイルシリンダーは上下に動き始める。
油圧プレスは、密閉容器内の圧力の伝達にパスカルの法則を利用し、液体を利用して圧力を伝達する装置である。
4コラム油圧プレスの油圧駆動システムは、動力機構、制御機構、実行機構、補助機構、作業媒体から構成される。
通常、動力機構としてオイルポンプが使用され、アクチュエータの動作速度の要件に合わせて1つまたは複数のポンプが選択される。
ワーキング・ミディアム
油圧プレスに使用される作動媒体の機能は、圧力を伝達することだけでなく、油圧プレス機械の構成部品が敏感で、信頼性が高く、長持ちし、漏れが最小限であることを保証することである。
油圧プレスにおける作動媒体の基本要件は以下の通りである:
歴史的には、油圧プレスの作動媒体には水が使われていた。
その後、潤滑性を向上させ腐食を減らすために、水に少量の油を加えて乳化させた液体が導入された。
鉱油はその後、19世紀後半に油圧プレスの作動媒体として導入された。このオイルは潤滑性、防錆性に優れ、適度な粘性があり、油圧プレスの性能を向上させた。
20世紀後半、新しいタイプの水性乳化液が開発され、"油中水型 "ではなく、"水中油型 "と呼ばれるようになった。
この溶液は、良好な潤滑性や防錆性など、油に似た性質を持っていたが、油をほとんど含まず、燃えにくいという利点もあった。
しかし、水性エマルジョンはコストが高いため、その普及には限界があった。
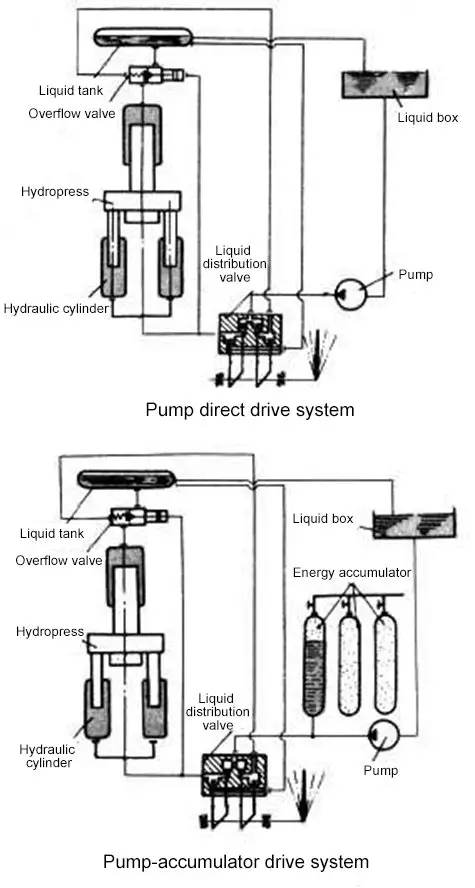
図.6 油圧プレス機駆動システム
油圧プレスの駆動システムは、主にポンプ直接駆動とポンプ-アキュムレータ駆動の2種類から構成されています。
ポンプ・ダイレクト・ドライブ:
このシステムでは、ポンプが高圧の作動液を油圧シリンダーに供給し、分配弁が供給液の方向を変えるために使用される。
オーバーフローバルブは、システムの制限圧力を調整するために使用され、安全なオーバーフローとして機能します。
この駆動システムは構造がシンプルで工程が少なく、必要な力に応じて圧力が自動的に増減するため、消費電力を抑えることができる。
しかし、ポンプと駆動モーターの容量は、油圧プレスの最大必要力と最高使用速度に基づいて決定されなければならない。
このタイプの駆動システムは主に中型・小型油圧プレスに使用され、ポンプで直接駆動する大型(12000Tなど)の自由鍛造油圧プレスにも使用できる。
ポンプ・アキュムレーター・ドライブ:
このシステムには1つまたは1組のアキュムレータがあり、ポンプから供給される高圧作動流体が余った場合、アキュムレータに蓄えられる。
供給が需要を満たすのに不十分な場合は、アキュムレータによって供給される。
ポンプとモーターの容量は、このシステムを採用する場合に必要となる高圧作動液の平均量に基づいて選択することができる。
しかし、エネルギー消費量が多く、工程が多く、作動流体の圧力が一定であるため構造が複雑である。
このタイプの駆動システムは、大型油圧プレス、または複数の油圧プレスを駆動するための駆動システムのセットに使用されます。
油圧プレスは力の方向によって、縦型と横型に分類される。油圧プレスの大半は縦型であり、押出成形用のものは横型である。
油圧プレスの構造タイプには、2コラム、4コラム、8コラムがある、 溶接 フレーム、多層鋼帯巻取りフレームタイプがある。中・小型竪型油圧プレスは通常Cフレームタイプである。
Cフレーム油圧プレスは、3面が開いていて操作が簡単だが、剛性は低い。
スタンピングに使用される溶接フレーム油圧プレスは剛性が高く、前後は開いているが左右は閉じている。
垂直伝動4コラム自由鍛造油圧プレスでは、オイルシリンダーは上部ビームに固定され、プランジャーは可動ビームにしっかりと取り付けられています。
可動ビームは作動液の圧力で上下し、垂直コラムにガイドされる。
可動ビームには前後に動く作業台があり、可動ビームの下と作業台にそれぞれ上金敷きと下金敷きが設置されている。
作業力は、上下の梁と柱で構成されるフレームによって支えられる。
大型および中型の自由鍛造油圧プレスは、通常、ポンプ-アキュムレータシステムによって駆動され、通常、3段階の作業力を達成するために3つの作業シリンダを採用している。
また、作業シリンダーの外側には、上向きの力を加えるバランシング・シリンダーとリターン・シリンダーがある。
ハイドロフォーミングは、従来のスタンピング法に比べ、軽量化、部品や金型の数の削減、剛性と強度の向上、製造コストの削減など、技術的にも経済的にも明確なメリットを誇ります。
この技術は、さまざまな産業、特に自動車分野で利用が拡大している。
自動車、航空、航空宇宙などの業界では、構造物の軽量化と運転中のエネルギー消費の削減が長期的な目標となっている。
ハイドロフォーミングは、この目標を達成するのに役立つ高度な製造技術であり、高度製造業の発展におけるトレンドである。
スタンピングと比べると 溶接技術ハイドロフォーミングにはいくつかの重要な利点がある:
軽量化と材料の節約:
エンジンブラケットやラジエーターブラケットなどの部品では、ハイドロフォーム部品はプレス部品よりも20~40%軽量化できます。中空ステップシャフト部品では、40~50%の軽量化が可能です。
部品と金型の数を減らし、金型コストを下げる:
ハイドロフォーム部品は通常1セットの金型しか必要としないが、多くのプレス部品は複数セットを必要とする。
ハイドロフォーミングによって、エンジン・ブラケット部品は6個から1個に、ラジエーター・ブラケット部品は17個から10個に減少した。
後続の機械加工と組立溶接を下げる:
例えば、ラジエーターサポートでは、放熱面積が43%増加し、はんだ付け箇所が174から20に減少し、工程数が13から6に減少し、生産性が66%増加した。
I特に強度と剛性が向上した。 疲労強度:
例えば、ハイドロフォーミングされたラジエーターブラケットの剛性は、垂直方向で39%、水平方向で50%増加することができる。
生産コストの削減:
ハイドロフォーム部品の統計分析によると、平均製造コストはプレス部品より15-20%低く、金型コストは20-30%低い。"

油圧プレスは様々な用途に利用できる。 メタルシート 絞り加工、旋盤加工、曲げ加工、プレス加工などの成形工程に対応します。また、ユーザーの要望に応じて、ブランキング・バッファ、ブランキング装置、移動テーブル装置を追加することで、一般的なプレス加工にも対応できます。
鍛造と成形に加え、3ビーム4コラム油圧プレスは、矯正、圧入、梱包、ブリケッティング、板プレスにも利用できる。
油圧成形プロセスに適した材料には、炭素鋼、ステンレス鋼、アルミニウム合金、銅合金、ニッケル合金などがある。
一般に、以下の材料に適したものであれば何でもよい。 コールドフォーミング は油圧成形工程で使用できる。
油圧成形技術は、自動車工場、電子工場、電機工場、熱処理工場、歯車工場、空調部品工場など、さまざまな産業で広く利用されています。
さらに、油圧成形は、自動車、航空、航空宇宙、パイプライン産業で広く使用されています。主に次のような用途に使用される:
| 1 | ギアポンプ |
| 2 | 油圧オーバーフローバルブ |
| 3 | 小型接触器 |
| 4 | 近接スイッチ |
| 5 | Oリング |
| 6 | Uリング |
| 7 | アンチダストリング |
| 8 | ガイドリング |
| 9 | ラダーリング |
| 10 | 穴はYXリングを使用 |
| 11 | 複合シールリング |
| 12 | ギアポンプ |
DIY5トン油圧プレス
油圧プレス機の種類によって操作方法が異なるため、どの油圧プレス機メーカーも納品時に取扱説明書を添付しています。
このマニュアルは、油圧プレスの使い方のポイントを学ぶのに最適なトレーニング教材です。
四本柱油圧プレス機のユーザーとして、さらに詳しい情報は油圧プレス機のユーザーマニュアルもご参照ください。
注:油圧プレス機械はそれぞれ異なる動作をしますが、製造業者は機械に取扱説明書を添付します。このマニュアルは、機械の使い方を学ぶための最良のトレーニング教材となります。
この時点で、油圧プレス機の試運転はすべて終了し、生産に入ることができる。
油圧プレス機械に推奨される潤滑油は、ISO VG 32またはISO VG 46摩耗防止作動油で、最適使用温度範囲は15℃~60℃です。これらのオイルは、高圧システムに優れた耐摩耗性と熱安定性を提供します。
リザーバに作動油を充填する前に、システム性能とコンポーネントの寿命を損なう可能性のある汚染物質を除去するために、作動油は厳密なろ過を受けなければなりません。最低β10≧200のβ比を持つろ過システムを導入してください。
作動油は毎年交換し、最初の交換は試運転後3ヶ月以内に行う。定期的に油の分析を行い、汚染レベルや油の劣化を監視する。
高品質のリチウムベースのグリースを使用して、スライディングブロックの適切な潤滑を維持する。垂直コラムを清潔に保ち、ゴミがないようにしてください。磨耗を最小限に抑え、スムーズな運転を確保するため、各運転サイクルの前に、すべての可動部品に機械油を塗布する。
公称容量500トンのプレスの場合、中心荷重の最大許容偏心量は40mmです。この制限を超えると、ポストテンション効果を誘発し、ミスアライメント、偏摩耗、構造的損傷につながる可能性があります。過負荷を防ぐため、荷重感知システムを導入する。
認定された装置を使用して、圧力計を年2回校正および検査する。精度を高め、リアルタイムのモニタリング機能を実現するために、デジタル圧力変換器の導入を検討する。
長期間使用しない場合は、すべての露出面を徹底的に清掃し、高品質で長持ちする防錆コーティングを施してください。腐食のリスクを最小限に抑えるため、可能な限りマシンを空調管理された環境で保管してください。
シール、ホース、電気部品の定期点検など、包括的な予防保守スケジュールを実施する。詳細なメンテナンス・ログを記録し、振動分析やサーモグラフィなどの予知保全技術を使用して、故障につながる前に潜在的な問題を特定する。
油圧プレス機の一次メンテナンスは、500時間稼動した後に実施され、その責任は主にオペレーターにあり、メンテナンス作業員がサポートする。
メンテナンスを始めるには、まず電源を切ってから、下表のメンテナンス・スケジュールに従って行ってください。
| そうだ。 | ポジション | メンテナンスの詳細と要件 |
| 1 | 外部メンテナンス | 1.油圧プレスの外面を清掃し、内外を清潔に保ち、錆びないようにする。 |
| 2.不足しているネジ、ナット、ボタン、標識などを完成させる。 | ||
| 2 | ビーム、コラムガイド | 1.上下ビーム、可動ビームの外面、ピラー、ガイドレール、スライドブロック、プレスプレートを清掃する。油、黄衣、錆汚れのないように清掃する。 |
| 2.可動ビームの下面、ロアビームの上面、ピラー、ガイド レール、スライダーのバリを取り除きます。 | ||
| 3.ビームとコラムのガイドレールの固定具を確認し、締 め付けます。 | ||
| 3 | 油圧、潤滑 | 1.オイルポンプ、バルブ、オイルタンク、パイプラインの表面を拭き、チェックし、きれいで、錆がなく、オイルフリー、黄色い衣がなく、漏れがない。 |
| 2.オイルカップ、フィルタースクリーンをきれいにし、オイルロードを浚渫し、オイルマークは明確である。 | ||
| 3.燃料タンク内のオイルの質と量を点検し、オイルを追加する。 潤滑油 適宜 | ||
| 4.ゲージのチェック | ||
| 5.コラムとガイドレールの潤滑をチェックする。 | ||
| 4 | 電気 | 1.汚れや油脂のない電気ボックスを清掃する。 |
| 2.ライン、ホース保護接続の信頼性、良好なパフォーマンスの整合性を確認します。 | ||
| 3.可動ビームのトラベルスイッチをチェックし、動作が敏感で信頼できるかどうかを確認する。 | ||
| 4.安全保護カバー、支柱保護カバー完全で使いやすい、フットペダルスイッチ保護カバー無傷、安全で信頼できる。 | ||
| 5.ゼロ接続装置をチェックし、締め付ける。 |
| そうだ。 | ポジション | メンテナンスの詳細と要件 |
| 1 | ビーム、コラムガイド | 1.コラムのビーム、ガイドレール、ガイドスリーブ、スライドブロック、プレスプレートの水平面をチェックし、スムーズな動きを実現し、技術要件を満たすように調整します。 |
| 2.欠陥部品の修理または交換。 | ||
| 2 | 油圧、潤滑 | 1.分解と修理 電磁弁研削バルブとバルブコア。 |
| 2.オイルポンプ、シリンダー、プランジャーを清掃、点検し、バリを修理し、オイルシールを交換する。 | ||
| 3.圧力計をチェックする。 | ||
| 4.ひどく摩耗した部品を修理または交換する。 | ||
| 5.油圧プレス機を始動させ、各シリンダーとプランジャーの動きがスムーズで、這うような動きがないかをチェックする。サポートバルブが移動するビームをどの位置でも正確に止めることができ、圧力降下がプロセス要件を満たしているかどうかをチェックする。 | ||
| 3 | 電気 | 1.モータを清掃し、ベアリングをチェックし、グ リースを交換する。 |
| 2.損傷した部品を修理または交換する。 | ||
| 3.電化製品は設備規格の要件を満たしている。 | ||
| 4 | 精度 | 1.工作機械のレベルを校正し、精度をチェック、調整、修理する。 |
| 2.装置の完全性基準に従った精度。 |
をチェックできる。 油圧プレス機械の一般的な故障とトラブルシューティングの解決策 を参照されたい。
安全規制
油圧プレス機の構造、性能、操作手順について十分な知識を持つ正規の担当者のみが装置を操作してください。
運転中の機械のオーバーホール、調整、改造は絶対に行わないでください。メンテナンスの前には、必ずプレスが完全に停止し、通電していないことを確認してください。
重大なオイル漏れ、信頼性の低い運転、大きな騒音、過大な振動、その他の異常状態が発生した場合、オペレータは直ちに機械を停止し、根本的な原因を調査してから問題を解決しなければならない。
過負荷状態や最大偏心量を超えた状態で機械を運転しないでください。常にプレスの定格容量と荷重配分の仕様を守ってください。
スライダーの最大ストローク制限を厳守してください。プレスの破損を防ぎ、作業者の安全を確保するため、金型の最小閉鎖高さは600mm以下であってはならない。
電気的危険や故障の可能性を防ぐため、すべての電気機器が確実かつ確実に接地されていることを確認してください。
各作業シフトの終了時には、スライダーを最低位置に戻して油圧を抜き、予期せぬ動きのリスクを最小限に抑える。
ガード、ライトカーテン、非常停止ボタンなどの安全装置を定期的に点検・整備してください。これらの重要な安全機能をバイパスしたり、無効にしたりしないこと。
油圧プレスを操作するとき、または油圧プレスの近くで作業するときは、安全眼鏡、聴力保護具、つま先が鋼鉄製の靴など、適切な個人用保護具(PPE)を着用してください。
機械の偶発的な始動や通電を防ぐため、保守・修理作業にはロックアウト/タグアウト手順を導入する。
油圧プレスは、産業と油圧技術の進歩により、工業生産にますます普及している。
油圧プレスのメーカーであろうとユーザーであろうと、油圧プレスのトン数の計算方法を理解することは極めて重要です。
専門メーカーとして、油圧プレスが発揮する力量とその意味をお伝えします。
油圧シリンダーのトン数を決定するためには、油圧システムの作動圧力とシリンダーロッドの内径および外径(油圧シリンダーの引張力を計算する際に必要となる)を知る必要がある。
油圧プレスのトン数計算式:
油圧シリンダの押す力=油圧シリンダ内断面積(またはピストン断面積)×作動圧力
油圧シリンダー内断面積=π*D2/4 = 3.14 × D2 ÷ 4
使用圧力:最大負荷運転時に圧力計に表示される圧力に等しい。
例えば、こうだ:
油圧シリンダーの内径を10cm、作動圧力を16MPa(160kgf)と仮定する。
油圧シリンダーの内側断面積は次のように計算できる:3.14×10×10÷4=78.5cm2
したがって、押す力は次のように計算できる:78.5 x 160 = 12560kg = 12.56トン。
それを簡単にするために、私たちは油圧プレスのトン数計算機を作成しました。
この計算式を使うことで、購入した、あるいは購入を検討している油圧プレスのトン数を素早く決定することができ、トン数の低い機器に高い価格を支払うことを避けることができる。
さらに、設備への過負荷を防ぎ、寿命と性能を向上させるために、この計算式を使って自社の油圧プレスの使用圧力を算出することができます。
油圧プレス機械を購入する前に、どのサイズが自分のニーズに最適なのか悩むかもしれません。この問題は、上記の油圧プレスのトン数計算式を使用することで簡単に解決できます。
しかし、どこで油圧プレスを購入すればよいか迷ってしまうかもしれません。あなたの決断を左右する要素はたくさんありますし、世界には評判の良い油圧プレス機メーカーがたくさんあります。
にもかかわらず、最も費用対効果の高い油圧プレス機は、多くの場合、中国のメーカーによって生産されている。
必要な油圧プレスの仕様やコストに関する情報を提供してくれる、信頼できる油圧プレスメーカーを時間をかけて探すことが重要です。
さらに読む:
油圧プレスによる破砕実験の魅力は、極端な圧縮力下での材料特性と構造的完全性を理解したいという願望に由来する。油圧プレスの破砕の可能性は、主にそのトン数容量に依存し、これは油圧プレスが発揮できる最大力に直結する。
油圧プレスは通常、数トンの力を発揮できる小型の卓上装置から、数千トンを発生できる巨大な工業用機械まで、さまざまな種類があります。降伏強度、圧縮強度、構造設計などの破砕対象物の材料特性は、圧力下での変形や破壊に対する耐性を決定します。
ワークショップで油圧プレスを利用できる場合、制御された破砕実験を行うことで、材料の挙動や構造設計の原理に関する貴重な洞察を得ることができます。しかし、適切な機械の操作、保護具の使用、粉砕された材料の安全な取り扱いなど、厳格な安全プロトコルを遵守することが極めて重要です。
一般的な材料とその油圧プレス破砕に対する一般的な耐性:
将来の実験では、極端な圧縮荷重下での材料性能の理解を深めるために、先端材料や複雑な形状を探求したり、あるいは実世界のシナリオをシミュレートすることもできるだろう。このような研究は、材料科学、構造工学、製造プロセスの最適化などの分野で実用化されます。
以下のリストは、油圧プレス操作における7つの重要な用語を網羅しています。ベテランのエンジニアやオペレーターはこれらの概念に精通しているはずですが、初めての人には馴染みがないかもしれません。それぞれを詳しく調べてみよう:
公称圧力:油圧システムが性能や安全性を損なうことなく耐えられるように設計された、連続作動圧力の最大値。一般的にbarまたはPSIで表され、プレスの能力と限界を決定する重要な要素である。
モーティブシール:油圧プレスの摺動部品の流体の完全性を維持するために重要な動的シール機構。ポリウレタンやPTFEなどの材料で作られることが多く、往復運動や回転運動に対応しながら、漏れを防ぎ、効率的な動力伝達を保証する。
回路図:標準化された記号(ISO 1219-1:2012)を用いて、ポンプ、バルブ、シリンダ、およびそれらの相互接続などのコンポーネントを描いた油圧システムの概略図。この図は、システムの設計、トラブルシューティング、メンテナンスに不可欠である。
油圧駆動システム:油圧プレスの中核となる動力変換ユニットで、液圧を機械的な力と動きに変換する。通常、油圧ポンプ、制御バルブ、アクチュエータ(シリンダまたはモータ)、および正確な力と動きを提供するために連動して動作する補助コンポーネントで構成される。
油圧パワーユニット(HPU):油圧システムの中央動力源。リザーバ、油圧ポンプ、電動機、制御バルブ、フィルタ、熱交換器、計装機器から構成される。HPUは、油圧作動油を生成し、調整し、分配してプレス作業を駆動する。
油圧バランス:プレス設計における重要な概念で、可動コンポーネントとプレス自体の重量を打ち消すために流体圧力を使用することを含む。このバランスは、効率を高め、摩耗を減らし、特に大型プレスにおいてよりスムーズな運転を可能にする。
オイルの排出:さまざまなシステムコンポーネントから作動油をリザーバに戻すプロセス。適切な排油設計は、システムの効率、キャビテーションの防止、作動油の清浄度の維持のために極めて重要である。多くの場合、戦略的に配置された戻りライン、フィルタ、および場合によっては冷却機構が関与する。
油圧プレス絞りとは、油圧プレス絞り中に、型抜き部品を金型に位置決めする工程を指す。ブランキングリングが金属の流れを制御し、中空のワークを形成する。
一般的に深絞りとは、深さが直径の1/2以上の加工物を指す。
について ブランキング処理 パンチングマシンでは、板を切断してパンチングし、希望する形状を形成する。使用される材料は、一枚板でも連続した帯状のものでもよい。
スタンピングには、型抜きだけでなく、成形、曲げ、フランジング、穴あけなどの工程が含まれる。
パンチマシンの型抜き工程に絞り工程を加えると、油圧パンチプレスと呼ぶことができる。

一般に、パンチングマシンはシンプルな構造で、生産速度が速く、効率が高いため、大量生産で単純なブランキング成形に適している。
一方、油圧プレスは、精度、深さ、形状の変更が必要な中・小ロットの生産に適している。
これらのプレス機は、スライダーの速度、圧力、位置に対して精密な要求があり、特定の注文に応えるために特注することができる。
顧客が加工機械の購入を検討している場合、適切な油圧式または油圧式の加工機械を選択する必要がある。 機械プレス 実際の処理ニーズに基づいている。
5トン油圧ジャッキ vs 500トン油圧プレス
以上の情報を読んで、あなたは油圧プレスについて包括的に理解したはずです。
ワークショップ用の油圧プレスの購入をお考えなら、 この記事 購入する際の参考になるかもしれない。
さらに、次のこともできる。 連絡する をクリックして油圧プレスの見積もりを入手してください。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。