
板金曲げ:知っておくべきことのすべてを解説
金属板を複雑な形に成形する技術や科学について、不思議に思ったことはないだろうか。この魅惑的なブログ記事では、シートの魅力的な世界に深く潜入します...
プレスブレーキのクラウニング装置が曲げ精度にどのような影響を与えるのか、不思議に思ったことはありませんか?この記事では、2つの主な補正方法、下型凸部補正と上型凸部補正について説明します。曲げ加工時の角度誤差を減らし、真直度を高めるための影響を検証します。これらの技術を理解することで、読者はプレスブレーキ作業でより高い精度を達成する方法を学ぶことができます。
プレスブレーキでワークを曲げると、その力でラムやワークテーブルが変形する。このとき、下型開口部に入る上型の深さがワークの全長に一致せず、ワークの精度が著しく低下する。
この問題に対処するため、さまざまな変形補償装置が開発されており、大きく2つのカテゴリーに分類することができる。
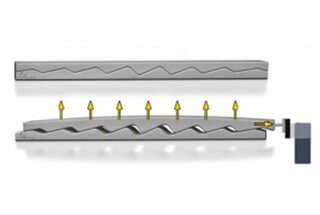
第一のカテゴリーは、作業台が左右対称のカーブを描きながら、真ん中で凸になるようにデザインされていることである。これは"下型 凸補償。
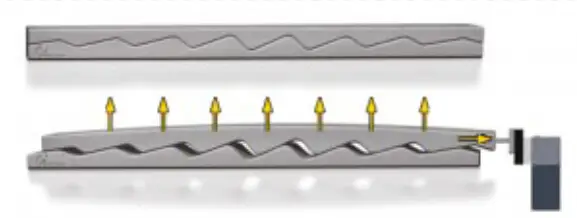
2つ目のカテゴリーは、上型またはラムが中央でくぼむ対称的なカーブを描いて上昇することである。これは "上型凸補正 "と呼ばれる。
説明と表現を簡単にするため、ラムと作業台は細長い長方形で表されている。
補償がなければ、ラムとワークテーブルは曲げの力で変形する。このとき、補正凸値(f)はゼロに等しく、ラムの変形は(f1)、ワークテーブルの変形は(f2)となる。
これを修正するために、補正装置を作動させ、補正凸度値(f)を(f1+f2)に等しく設定する。
理想的なシナリオでは、下型開口部に入る上型の深さは全長にわたって一定であり、その結果、上型の曲げ角度は均一になります。 板金.この理想的なシナリオを実現するのは難しいが、人々は可能な限り近づけるよう努力し続けている。
以上の分析から、どちらの補正装置も曲げられた部品の角度誤差を効果的に減らすことができると結論づけることができる。しかし 真直 は違う。
曲げた後、曲げられた部分の端は自然にたわみ、その最大たわみはδで表される。
その間に 曲げ加工円弧の内層はOX方向に平行な縦圧縮応力を受け、外層は縦引張応力を受ける。この領域では、円弧の内層はOX方向に平行な縦圧縮応力を受け、外層は縦引張応力を受ける。
これらの相反する引張応力と圧縮応力は、OY軸を中心に回転する長手方向モーメント(My)を発生させ、曲げ加工中に曲げ部品の長手方向(OX方向)を金型の対応する長手方向線と一直線上に維持するために必要です。
ラムが戻り 曲げ力 と縦モーメントが取り除かれると、変形領域の金属層はすぐに反発する。その結果、長手方向モーメントとは逆方向に自然曲げが発生する。
表現を簡単にするため、曲げ変形領域は平面とみなされる。曲げ力の影響で、金属の上層(円形の内側)は縦方向の圧縮を受け、下層(円形の外側)は縦方向の引張を受ける。

下金型に凸型補正を施すと、補正凸部曲線は上方に上昇する。逆に、上金型に凸型補正を施すと、補正凸部曲線は下方に落ち込む。
自然 たわみ曲線 の曲げ部は上方に膨らんでいる。補正凸部の値は、曲げ加工中のラムとワークテーブルの変形によって決まり、比較的小さい。
補正凸部により、スプリングバックによるたわみは減少する。その結果、補正凸部によるたわみは、曲げ部の自然たわみ(δ)よりも小さくなるのが一般的です。
油圧シリンダーが加圧オイルで満たされると、クロスビームは上方に上昇し、制御可能な一連の凸カーブを形成する。このデザインは、CNC プレスブレーキ そして、次のような特徴がある:
作業台は、その下に複数のウェッジ群を備えている。各グループの角度は特定の要件を満たすように設計されています。各ウェッジグループの上部ウェッジの水平位置は固定されており、下部ウェッジは同時に左に移動します。
設計要件を満たすために作業テーブルが上方に上昇するため、この設計は様々な分野で広く使用されるようになった。 プレスの種類 ブレーキをかける。
このデザインの特徴は以下の通り:
複数のモジュールがラムと上型の間に配置され、ウェッジの各グループは同じ仕様である。クサビの連結板と下側のクサビは一体に固定されている。上側のウェッジを動かすことで、下に凸のカーブを描くことができる。最後に、モジュールは押え板によってラムと上型の間に固定される。
このデザインの特徴は以下の通り:
グループ 油圧シリンダー がラムの中央に設置されている。シリンダーに加圧オイルが充填されると、ラムの中央部が下降し、制御可能な局所的な凸カーブが形成される。
しかし、構造上の制約から、ラムの両側を効果的に補正することができず、この補正方法はあまり普及していない。
その特徴は以下の通りである:
プレスブレーキの作動中、補正凸部はラムとワークテーブルの変形に一致させる必要があります。そのためには、金型全長にわたって補正凸部を迅速かつ容易に調整できることが必要です。
しかし、現在のパンチ凸補償の設計では、この要件を満たすことが難しく、その使用は制限されている。
の精度を高める。 プレスブレーキ 上型クラウンを迅速に制御する新しい構造を開発することは、プレスブレーキの将来の発展にとって有望な方向である。
現在、いくつかの組織がこの分野で積極的な試みを行い、有望な成果を上げている。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







