
ノギスとマイクロメータ:精密測定に適したツールは?
精密な測定をするとき、あなたはノギスとマイクロメーターのどちらに手を伸ばすべきだろうか?どちらもさまざまな業界で欠かせないツールだが、それぞれに長所がある。この記事は...
対象物の内寸を正確に測るのに苦労したことはありませんか?機械加工で高い精度を実現するために欠かせないのが、内径測定用の万能ツール「インサイドマイクロメーター」です。この記事では、内径や平行面間の距離を自信を持って測定できるように、その構造、技術データ、正しい使い方を解説します。最後には、この測定器の取り扱い方とメンテナンス方法を理解し、常に信頼できる結果を得られるようになります。
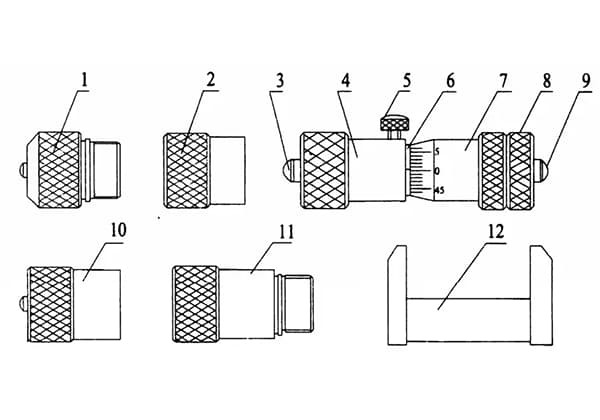
インサイドマイクロメーターは、スクリューペアの原理を利用し、本体両端の球面測定面間の距離を読み取る万能内寸測定器です。特に機械加工における内径、溝、平行2面間の距離測定に適しています。測定精度はGB/T1800.3-1998に規定されているIT8-IT10が一般的です。
インサイド・マイクロメーターの測定ヘッドの中心を 硬合金 シートを使用することで、内部マイクロメーターの寿命が延びます。
インサイドマイクロメーターの駆動機構は、固定スリーブに固定されたマイクロメータースクリューとねじ軸スリーブで構成され、可動部としてデファレンシャル、校正ナット、マイクロメータースクリューが固定され、固定部として測定ヘッド、ねじ軸スリーブ、固定スリーブなどが接続されています。内部マイクロメータは、コンパクトな構造で、安定した信頼性の高い測定精度を備えています。
すべての精度指標は国内基準を満たしている。
ユーザーは、測定ニーズに応じて適切なマイクロメーターを選択したり、要望に応じて特別注文をすることができる。具体的な仕様と目量を表1に示す。
表1
| シリーズと指標 | 測定下限 | |||
| 50 | 150 | 250 | 個々の内径 | |
| マイクロメーターヘッドの測定範囲 | 13 | 25 | 50 | 25 |
| 卒業の価値 | 0.01 | 0.01 | 0.01 | 0.01 |
| 仕様(測定範囲) | 50-250 50-600 50-1000 50-1500 | 150-1500 150-2000 150-3000 | 250-2000 250-3000 250-4000 250-5000 250-6000 | 50-75 75-100 275-300 |

| 技術データ | ||||||
| 測定範囲 | 50~75 | 75~125 | >125~200 | >200~325 | >325~500 | >500~600 |
| 卒業の価値 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
| 表示エラー | ±0.006 | ±0.006 | ±0.008 | ±0.010 | ±0.012 | ±0.016 |
| 表面の球面半径を測る | 20 | 20 | 20 | 20 | 20 | 20 |
| マイクロメーター・スクリューの範囲は13 | ||||||
| カード・ボードのサイズと偏差を50±0.002でチェックする。 | ||||||
インサイドマイクロメーターの外観に、測定に影響を与えるような不具合がないか観察する。測定接点、測定ヘッド、測定ヘッドを清掃し、デファレンシャルを回転させて柔軟に回転するか、ロック装置がしっかりと固定されているかを確認する。
インサイドマイクロメーターを使用する前に、校正クランプを使用してマイクロメーターヘッド(3-9の部品の組み合わせ)のゼロ位置を校正し、均等な力を加えてください。
わずかな誤差がある場合は、まずロックボルトを締め、次に校正ナットを緩めて差動シリンダのゼロ位置を固定スリーブの長手線に合わせ、最後に校正ナットを締めます。
使用中、コネクティングロッドをインサイドマイクロメーターに接続する際は、まずネジ付きシャフトスリーブのナットを緩め、コネクティングロッドの右端をネジ付きシャフトスリーブの左端に締め付けます。
内径マイクロメータを使用して開口部を測定する場合は、測定面上に測定コンタクトの測定面を支持し、差動を調整し、差動シリンダの片側の測定面を穴の半径方向に振って最大寸法を求め、次に穴の軸方向に振って最小寸法を求めます。この調整を数回繰り返す必要がある。
最後にロッキングスクリューを締め、インサイドマイクロメーターを取り外し、測定値を読み取ります。平行な2面間の距離を測定する場合は、インサイドマイクロメーターを多方向に振り、最も小さいサイズを測定結果とする。
インサイドマイクロメーターは、コネクティングロッドと組み合わせて内径・内寸測定に使用できるだけでなく、マイクロメーターヘッド(3~9個の部品の組み合わせ)を1台のインサイドマイクロメーターとして使用することもできます。
インサイドマイクロメーターを使用する際は、付属のコネクティングロッド比較表から適切なコネクティングロッドを選択し、必要なサイズを形成して累積誤差を少なくしてください。また、接続後の軸の曲がりを少なくするため、一番太いコネクティングロッドをマイクロメータヘッドに接続し、順次測定接点に接続してください。
インサイド・マイクロメーターを使用して開口部を測定する場合は、少なくとも1つの断面を2つの直角方向で測定する必要があります。深穴測定では、支持面の数を適切に増やす必要がある。
測定中の温度の影響に注意し、手や他の熱源からの熱伝導を防ぐ。特に大型の測定では注意が必要です。
測定時のインサイドマイクロメーターの支持位置は正しくしてください。長尺のインサイドマイクロメーターで測定する場合は、全長サイズの両端0.211Lの位置で支持してください。これにより変形が少なくなり、測定誤差を最小限に抑えることができます。
測定後は、測定器の変形を避けるため、インサイド・マイクロメーターを平らに置いてください。
使用中、マイクロメータをぶつけないように注意してください。コネクティングロッドを組み立てる前に、すべての接触面と測定面をきれいに拭いてください。使用後は、各測定面に防錆油を塗布し、箱に入れて保管してください。
コンロッドの比較表を以下に添付する。
50~70)mmの測定範囲を除き、他のすべての部品はコネクティングスリーブでマイクロメーターヘッドに接続されています。
| 内径50-600mmマイクロメータ用エクステンションロッド比較表 | |||||||||
| 測定範囲 mm | マイクロメーターヘッド 50mm | 測定コンタクト 13mm | 測定ヘッド 20mm | 延長ロッド NQ1 13mm | 延長ロッド NQ2 25mm | 延長ロッド NQ3 50mm | 延長ロッド NQ4 100mm | 延長ロッド NQ5 150mm | 延長ロッド NQ6 200mm |
| 50~63 | 1 | – | – | – | – | – | – | – | – |
| 63~70 | 1 | ||||||||
| 70~83 | |||||||||
| 83~95 | 1 | ||||||||
| 95~108 | – | 1 | |||||||
| 108~120 | 1 | ||||||||
| 120~133 | – | – | 1 | ||||||
| 133~145 | 1 | ||||||||
| 145~158 | – | 1 | |||||||
| 158~170 | 1 | ||||||||
| 170~183 | 1 | – | 1 | – | – | – | 1 | – | – |
| 183~195 | 1 | ||||||||
| 195~208 | – | 1 | |||||||
| 208~220 | 1 | ||||||||
| 220~233 | – | – | – | 1 | |||||
| 233~245 | 1 | ||||||||
| 245~258 | – | 1 | |||||||
| 258~270 | 1 | ||||||||
| 270~283 | – | – | – | 1 | |||||
| 283~295 | 1 | ||||||||
| 295~308 | – | 1 | |||||||
| 308~320 | 1 | ||||||||
| 320~333 | 1 | – | 1 | – | – | 1 | – | – | 1 |
| 333~345 | 1 | ||||||||
| 345~358 | – | 1 | |||||||
| 358~370 | 1 | ||||||||
| 370~383 | – | – | – | 1 | |||||
| 383~395 | 1 | ||||||||
| 395~408 | – | 1 | |||||||
| 408~420 | 1 | ||||||||
| 420~433 | – | – | – | 1 | |||||
| 433~445 | 1 | ||||||||
| 445~458 | – | 1 | |||||||
| 458~470 | 1 | ||||||||
| 470~483 | 1 | – | 1 | – | – | 1 | – | 1 | 1 |
| 483~495 | 1 | ||||||||
| 495~508 | – | 1 | |||||||
| 508~520 | 1 | ||||||||
| 520~533 | – | – | – | 1 | |||||
| 533~545 | 1 | ||||||||
| 545-558 | – | 1 | |||||||
| 558~570 | 1 | ||||||||
| 570~583 | – | – | 1 | ||||||
| 583~595 | 1 | ||||||||
| 595~608 | – | 1 | |||||||

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。




