
レーザー切断ノズルの選択:最先端のヒント
プロジェクトに適したレーザー切断ノズルの選択に悩んだことはありませんか?最適なノズルを選択することは、きれいで正確な切断を実現し、効率を最大化するために非常に重要です。この...
レーザー切断は製造業に革命をもたらしましたが、最先端の機械でさえ問題が発生します。このブログ記事では、レーザープレート切断機が直面する一般的な問題を掘り下げ、段階的なトラブルシューティングの解決策を提供します。当社の専門メカニカルエンジニアが、切断の不正確さから異音まで、各問題を分解し、明確な説明と実践的な解決策を提供します。オペレーターであれ、メンテナンスのプロであれ、このガイドはレーザー切断機の問題を素早く診断して解決し、最適なパフォーマンスを確保し、ダウンタイムを最小限に抑えるのに役立ちます。

レーザー彫刻機と切断機は、材料加工において比類のない精度、速度、多様性を提供し、様々な産業において不可欠なツールとなっています。しかし、これらの洗練された機械は、その性能を妨げる様々な問題が発生する可能性があります。このガイドでは、レーザー彫刻機および切断機で発生する一般的な問題に対処するための包括的なトラブルシューティング方法を提供します。これらの問題を体系的に特定し解決することで、ユーザーは最適な機械性能と寿命を確保することができます。
適切なトラブルシューティングは、レーザー彫刻機および切断機の効率と有効性を維持するために不可欠です。問題を迅速に特定し対処することで、小さな問題が大きな問題に発展するのを防ぎ、ダウンタイムと修理コストを削減することができます。また、定期的なトラブルシューティングとメンテナンスは、彫刻と切断の品質を高め、一貫した高品質の結果を保証します。
レーザー彫刻機や切断機は、正しく機能するために正確なアライメント、キャリブレーション、清潔な部品に依存する複雑なシステムです。例えば、ミスアライメントや汚染は、ずれた彫刻、不鮮明な画像、オーバーヒートなどの問題につながる可能性があります。このガイドに概説されているトラブルシューティングのステップに従うことで、ユーザーはこれらの問題に体系的に対処することができ、機械がスムーズかつ効率的に動作するようになります。
レーザーアライメント: レーザーの適切な位置合わせは、正確な彫刻と切断のために非常に重要です。レーザーの位置がずれていると、彫刻が不均一または不正確になり、最終製品の品質が損なわれる可能性があります。定期的にレーザーアライメントをチェックし調整することで、精度と一貫性が保証されます。
埃と汚染: ホコリやゴミが機械の構成部品に蓄積すると、その性能に影響を与える可能性があります。たとえば、レーザーレンズにホコリが付着すると、レーザービームが散乱し、彫刻が不鮮明になることがある。最適な性能を維持するためには、機械の部品、特にレンズとミラーの定期的な清掃が必要です。
オーバーヒート: オーバーヒートは、レーザー彫刻機や切断機に深刻なダメージを与え、高額な修理費用やダウンタイムの延長につながります。オーバーヒートを防ぐには、適切な換気と冷却システムを確保することが重要です。機械の温度を監視し、過熱の兆候があれば速やかに対処することで、潜在的な危険を軽減することができます。
レーザー彫刻がずれて見えるシナリオを考えてみよう。この問題は、レーザー自体のミスアライメントが原因である可能性がある。この問題に対処するため、ユーザーは機械に内蔵されたアライメント・ツールまたはレーザー・アライメント装置を使用して、レーザー・アライメントをチェックする必要がある。レーザービームが意図した経路に正しくアライメントされるまで、調整を行う必要がある。
レーザーレンズが汚れていると、刻印が不鮮明になったり、かすれたりすることがあります。この場合、適切なレンズ洗浄液と糸くずの出ない布でレンズを注意深く洗浄し、残留物が残らないようにしてください。
適切なトラブルシューティングは、オペレーターの安全と機械の長寿命化に貢献します。オーバーヒートやレンズの破損などの問題を迅速に特定することで、潜在的な危険を防ぎ、機械の寿命を延ばすことができます。一般的な問題とその解決策を理解することで、ユーザーは定期的なメンテナンスを実施し、専門家に修理を依頼するタイミングについて十分な情報を得た上で判断することができます。
要約すると、本ガイドは、ユーザーがレーザー彫刻機および切断機をメンテナンスし、高品質な結果を安定して提供できるようにするために不可欠なトラブルシューティングのテクニックを提供します。一般的な問題に体系的に対処することで、ユーザーは機器の性能と寿命を最大限に高め、最終的に生産性と効率を向上させることができます。
1.1.カッティングには鋭い角がある 解決の手順
解決策の手順(前の手順が有効でない場合は、次の手順に進む):
1.2.波形の切断問題
解決策の手順(前の手順が有効でない場合は、次の手順に進む):
1.3 切断精度が悪い
解決策の手順(前の手順が有効でない場合は、次の手順に進む):
1.4 異音問題
解決策の手順(前の手順が有効でない場合は、次の手順に進む):
1.5 対角の不一致
解決策の手順(前の手順が有効でない場合は、次の手順に進む):
1.6 X軸、Y軸、Z軸モーションの失速
解決策の手順(前の手順が有効でない場合は、次の手順に進む):
1.7 カット効果の問題
解決策の手順
構造用鋼:Oによる切断2
| 欠陥 | 考えられる原因 | ソリューション |
| バリがなく、安定したリードインライン | 適切なパワー適切な切断速度 | |
| 大幅なボトムリードインラインのオフセット、より広いボトムカーフ | 切断速度が速すぎる切断力が低すぎるガス圧が低すぎる焦点が高すぎる | 切断速度を下げる切断力を上げるガス圧を上げるフォーカスを下げる |
| 底バリはスラグに似ており、液滴状に形成され、除去が容易である。 | 切削速度が速すぎるガス圧が低すぎる焦点が高すぎる | 切断速度を下げるガス圧を上げるフォーカスを下げる |
| 接続済み 金属バリ パーツごと取り外せる | フォーカスが高すぎる | フォーカスを下げる |
| 底面の金属バリが取れにくい | 切削速度が速すぎるガス圧が低すぎる不純物ガスが多すぎる焦点が高すぎる | 切断速度を下げるガス圧を上げるより純度の高いガスを使用するフォーカスを下げる |
| 片面のみのバリ | レーザー同軸アライメント不良ノズルオリフィス不良 | レーザー同軸アライメントの調整ノズルの交換 |
上部から排出される材料 | 出力が低すぎる切断速度が速すぎる | 出力を上げる切断速度を下げる |
| 切断面の精度が低い | ガス圧が高すぎるノズルが損傷しているノズルの直径が大きすぎる材料の品質が悪い | ガス圧を下げるノズルを交換する適切なノズルを取り付ける表面が滑らかで均一な材料を使用する |
ステンレス鋼:高圧Nによる切断2
| 欠陥 | 考えられる原因 | ソリューション |
| しずく型の小さな規則的なバリができる | フォーカスが低すぎるカットスピードが速すぎる | フォーカスを上げる切断速度を下げる |
両面に長く不規則なフィラメント状のバリがあり、プレート表面が大きく変色している。 | 切断速度が低すぎる焦点位置が高すぎるガス圧が低すぎる材料が熱すぎる | 切断速度を上げるフォーカスを下げるガス圧を上げる材料を冷却する |
刃先の片側だけに長く不規則なバリがある。 | レーザー同軸アライメントが正しくない焦点が高すぎるガス圧が低すぎる速度が低すぎる | レーザー同軸アライメントの調整フォーカスを下げるガス圧を上げる速度を上げる |
| 刃先が黄色に変色 | 窒素ガス中の酸素不純物 | 高品質の窒素ガスを使用 |
| スタート地点で発散するビーム | 加速度が高すぎるフォーカスが低すぎる溶融物が適切に排出されない | 加速度を下げるフォーカスを上げる丸い穴を開ける |
| ラフ カーフ | ノズル破損レンズ汚れ | ノズルを交換するレンズを清掃し、必要に応じて交換する。 |
上部から排出される材料 | 出力が低すぎる切断速度が速すぎるガス圧が高すぎる | 出力を上げる切断速度を下げるガス圧を下げる |
1.8 コンポーネントの干渉問題
解決策の手順(前の手順が有効でない場合は次の手順に進む):
まず判断を下し、品質管理検査員に相談し、図面を確認し、部品が図面と一致しない場合は倉庫に戻し、適格な部品と交換する。図面と一致していれば、技術サポート担当者に相談し、図面を確認し、具体的な解決策を提示する。潜在的な解決策のリスト
1.9 インストールに関する問題
解決策の手順
1.10 干渉問題
解決策の手順
1.11 チラーアラーム
解決策の手順(前の手順が有効でない場合は次の手順に進む):
1.12 Z軸リミットアラーム
解決策の手順(前の手順が有効でない場合は次の手順に進む):
1.13 ドライバーアラーム
解決策の手順
1.14 トリッピング問題
解決策の手順
1.15 カッティングソフトウェアエラー
1.16 配線ミス

2.1 手動チャックでは切削精度が悪い
解決策の手順(前の手順が有効でない場合は次の手順に進む):
2.2 電動チャックの切削精度が悪い
解決策の手順(前の手順が有効でない場合は次の手順に進む):
2.3 カット開始点が一致しない
解決策の手順(前の手順が有効でない場合は次の手順に進む):
2.4 波形の切断問題
第 1 章チューブ切断機の問題 1.2 を参照。
2.5 大きなエッジファインディング・エラー
解決策の手順(前の手順が有効でない場合は次の手順に進む):
2.6 干渉問題
第1章参照 シートカット マシン問題1.10.
2.7 水冷機のアラーム
第 1 章 シート切断機の問題 1.11 を参照。
2.8 Z軸リミットアラーム
第 1 章 シート切断機の問題 1.12 を参照。
2.9 ドライバーアラーム
第 1 章シート切断機の問題 1.13 を参照。
2.10 トリッピング問題
第 1 章 シート切断機の問題 1.14 を参照。
2.11 カッティングソフトウェアエラー
第 1 章 シート切断機の問題 1.15 を参照。
2.12 配線エラー
第 1 章 シート切断機の問題 1.16 を参照。
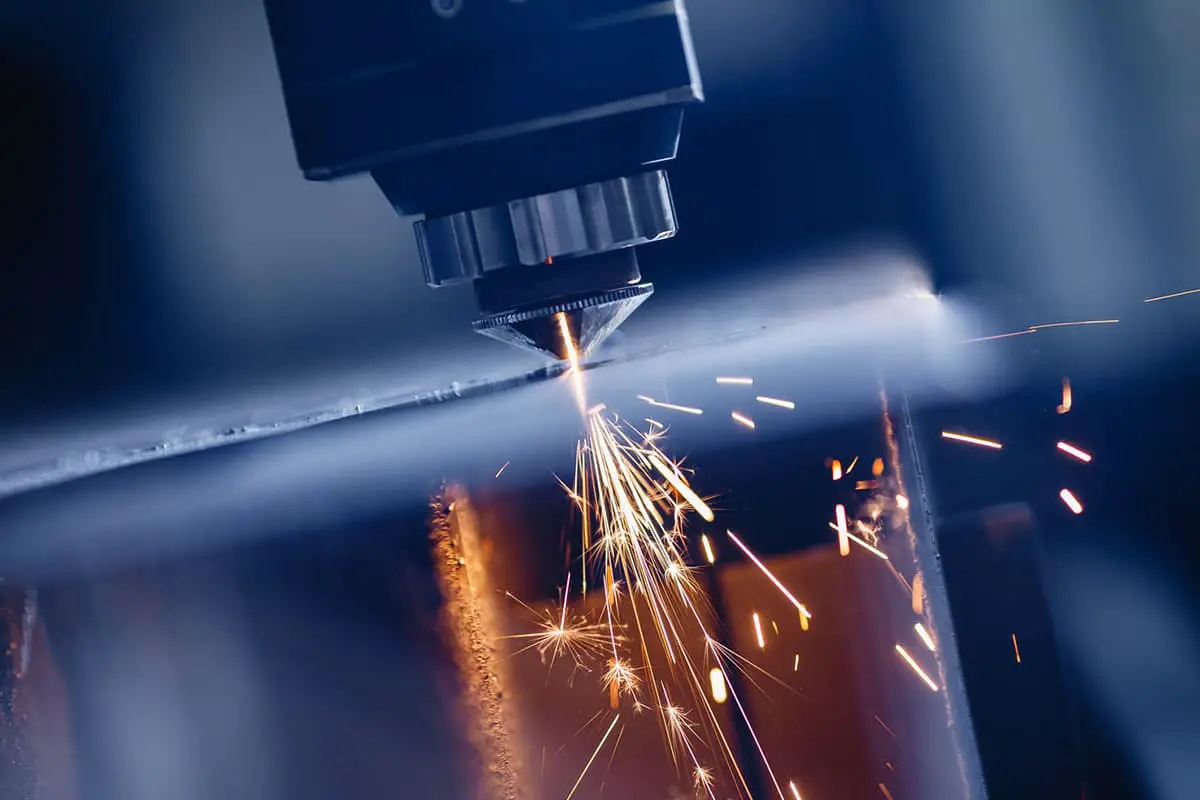
レーザー産業の進化と川下産業の需要の変化に伴い、高出力レーザー切断装置は徐々に市場の関心の焦点となってきた。
速度と厚みにおいて比類のない利点を持つハイパワーレーザー切断は、今や広く市場で認知されている。

しかし、高出力レーザー切断技術はまだ普及の初期段階にあるため、オペレーターの中にはこの切断工程の管理に十分に習熟していない人もおり、生産デバッグ中に問題に直面したときに途方に暮れることも多い。
ハイパワーカットにおけるこれらの問題に対処するため、カッティング・プロセス技術者はいくつかのトラブルシューティングのヒントを提供している。 レーザー切断 プロセスパラメーター(図1)。
これにより、不良品による損失を減らすだけでなく、別の観点からも費用対効果を高めることができます。

高出力レーザが切断工程で不良ワークを発生させる理由はたくさんあります。主な問題は以下の4つの側面から診断できる。
切断結果が悪い場合は、まず以下の問題をチェックしてください:
1.レンズは汚れていませんか?
2.ノズルが損傷していませんか?
3.ライトはノズルの中心にあるか。
4.セラミック本体に漏れや損傷はないか。
1.考えられる理由
不適切なノズル選択-ノズルが大きすぎる。不適切な空気圧設定-空気圧が高すぎるために縞が焼き付く。不適切な切断速度-速度が遅すぎるか速すぎるために焼き付く。
2.解決策
例えば、16mmの炭素鋼の光輝切断には高速D1.4ノズルを、20mmの炭素鋼の光輝切断には高速D1.6ノズルを使用する。 カッティングエアー 図2に示すような効果が得られるように、切断速度とパワーが一致するように切断速度を調整する。

1.考えられる原因
使用するノズルが小さすぎたり、切断の焦点が合っていなかったり、空気圧が低すぎたり高すぎたり、切断速度が速すぎたり、板の材質が悪かったり、板の品質が悪かったり、小さなノズルではスラグを除去するのが難しかったりする。
2.解決策
直径の大きいノズルに交換し、適切な位置に焦点を合わせる。これにより、図3に示すような効果を得ることができる。

1.考えられる原因
ノズル径が小さすぎて加工条件を満たせない。 デフォーカス エア圧が低すぎるため、底バリが発生し、十分なカッティングができない。
2.解決策
ノズルの口径を大きくして風量を増やし、負のデフォーカスを大きくして切断部が底の位置まで届くようにし、空気圧を高くして底バリを減らす。これにより、図4に示すような効果が得られる。

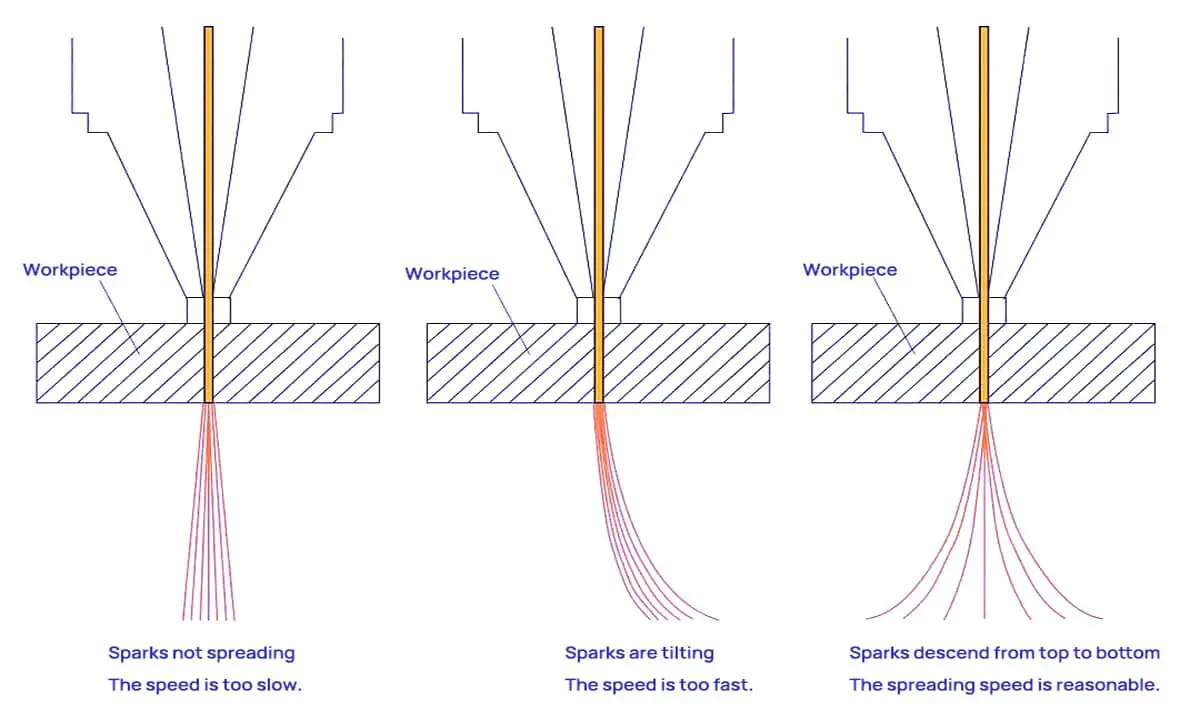
(1) 適切な切断速度: 切削火花は下方に拡散し、底部に残留物のない滑らかな切削面をもたらす。
(2) 過度の切断速度: カッティングの火花が散る。
(3) 切削速度の不足: 切断火花は拡散せず、少数でまとまっている。
これらの問題に対応するため、レーザー切断機(図6参照)の出力は、現在の板金加工市場で最も広く使用されている20,000~30,000ワットに対応している。バイラテラル・サーボ・モーターにより、素早いスピード、正確な位置決め、スムーズな操作を実現している。

高い切削速度は重要である。 レーザーの利点 多くの板金加工ユーザーがレーザー切断機を選択する主な理由です。しかし、速ければ速いほど良いというわけではありません。適切な切断速度を制御することによってのみ、スラグのない滑らかな切断面と高品質の加工物を得ることができる。
レーザーの出力は、レーザー装置がシートメタルを切断する速度に影響し、この切断速度はひいては、シートメタルの品質に影響する。 板金切断.固定 レーザー出力切削速度には最適な範囲があります。速すぎても遅すぎても、切断断面の平滑性に悪影響を及ぼします。
レーザー切断 レーザー加工機は、使用中にしばしば故障に見舞われます。専門家の指導がなければ、レーザー切断装置の問題の原因を正確に判断することは困難です。自分たちの経験に頼るしかないのです。
しかし、初めて発生する問題がある場合、私たちは途方に暮れ、メーカーのアフターサポートに相談する際、問題を明確に説明するのに苦労することさえある。
このページでは、レーザー切断機に関するよくある問題と、それに対応する解決策を厳選してご紹介します。
1.切れ味が悪い、あるいは切れない?
考えられる原因としては、出力設定の低さ、ポテンショメーターの調整の小ささ、光学系のズレ、レンズの汚れ、フォーカスレンズの不適切な取り付け、焦点距離の問題などがあります、 レーザー出力 電源トラブル、レーザー管の出力減衰、水温上昇、電圧不安定。これらの問題は、実際の状況に基づいて段階的に対処してください。
2.デバイスに接続できませんか?
ボードのドライバがインストールされているか、USBケーブルやイーサネットケーブルが正しく接続されているか、ケーブルが損傷していないか、アダプターボードが故障していないか、その他ボードに関する問題をチェックする。
3.電源を入れると、機械が間違った原点に戻る?
原点スイッチが故障している可能性があります。
4.切断形状の変形と重なり切断?
考えられる原因としては、同期ホイールのネジの緩み、モーターワイヤーの断線、モーターの不具合、ドライバーの問題、電圧の問題などがあります。
5.デバイスが起動せず、電源を入れると屋内のサーキットブレーカーが落ちる?
非常停止ボタンが解除されているか、外部回路が接続されているか、装置内部のサーキットブレーカーが閉じているか、電源投入時に「ポン」という音がするかどうかを確認してください。その場合は、メインコンタクタと制御トランスを点検してください。
さらに、レーザー電源のショート(例えば、レーザー電源が真下にある側に設置されたJGHY12570水保護)、107水ポンプのショート、またはサイズの小さい屋内サーキットブレーカーの使用を引き起こす水保護システムの水漏れを確認してください。
6.高圧線のアーク放電?
この問題は非常に厄介である。高圧線の上に高圧絶縁スリーブを追加することをお勧めする。
7.カッティンググラフィックのサイズが大きすぎますか、小さすぎますか?
出力グラフィックサイズが一定かどうか、Z軸の高さ位置に変化があるかどうか、キャリブレーションファイルの調整が必要かどうかを確認する。
8.カットされたイメージの中央と周囲で色が違う?
合焦係数とW軸の合焦ポイントを調整する。
9.マークが破損しているか、またはマーキング中に粗い斑点があるか。
ダイナミクスとDAボードをチェックする。
10.マーキンググラフィックの位置オフセット?
走査ミラーのX軸またはY軸のずれをチェックし、中心点を見つけ、実際のオフセット方向に従ってXY軸の位置を調整する。
11.電源投入時にスキャニングミラーのXY軸が不規則に振れ、ダイナミックモーターの異音がする。
12±15Vスイッチ電源を交換する。±12±28Vスイッチ電源を交換する。
12.レーザー出力がない?
チラーの戻り水の流量は正常か、W軸の位置に変化はないか、DC48V32Aのレーザー電源は正常に機能しているか、その他レーザー管に関する問題をチェックする。
13.電源を入れてもコントロールパネルに表示がない?
5V12V24Vスイッチ電源が正常に機能しているか確認し、ディスプレイパネルを点検する。
14.操作パネルが故障し、電源を入れても原点復帰しない?
オフライン制御カードを交換する。
15.Z軸が材料を送らないか、動きが弱い。
考えられる原因としては、Z軸送りモーターの問題、ドライバーの問題、ベアリングの問題、異物による障害などがあります。
16.ガラス管は発光しないのか?
ガラス管の出力制御には、主にレーザー管、レーザー電源、水循環システム、出力信号が含まれる。出力信号は、コントロールカードからのPWM出力信号、水保護信号、ドアスイッチ信号で構成される。
レーザー管が発光しない場合は、レーザー管、レーザー電源、水循環システム、出力信号に注目してください。
まず、レーザー電源が正常に機能しているか、レーザー管の内外管に異常はないか、水循環システムは正常かを確認する。
そうでない場合は、交換するか、適宜調整する。すべてが正常であれば、出力信号を検討する。
まず、短絡信号法でレーザー管とレーザー電源をテストする。これがうまくいけば、レーザー管やレーザー電源に問題はなく、問題は水保護スイッチ、リレー、ドアスイッチ、コントロールカードのPWM信号にある。
この方法が失敗した場合、問題はレーザー管かレーザー電源にあるので、交換の方法で問題を解決することができる。
17.RFレーザー管は発光しないのか?
水の循環に問題がなく、レーザー電源が正常に起動することを確認する。
まず、レーザー電源からのDC48V電圧が正常かどうかをテストする。レーザー管の25ピンコネクタの4番ピンと13番ピンの導通をチェックする。導通があれば、水保護信号が正常であることを示す。もし正常でなければ、水保護信号をチェックしてください。
7番ピンと20番ピンの間の電圧をテストする。プリセットまたはスタートを押していないときに4~5V、プリセットまたはスタートを押したときに1~3Vの直流電圧があれば、正常な信号(低レベルの導通)を示す。
水、電源、この2つの信号が正常であれば、一般的にレーザー管の問題です。信号が異常であれば、コントロールカードの問題か回路の問題を示している。
18.RFレーザー管の交換で「レーザー管接続エラー」と表示される。
コネクター(内部配線の半田付けが外れていないか、ショートしていないか)、電源線(左プラス、右マイナス、アースがマイナス端子に接続されている)、水の接続が正常で、チラーや機器を再起動しても機器が正常に接続できない場合は、一般的に25ピンコネクターの接続回路基板に問題があるか、暗号化チューブと非暗号化チューブの相性が悪いなどの相性不良が考えられます。
19.裁断機のカット位置がずれている?
(オーバーカットまたはコリニアグラフィックスのカット距離が長い)
1.)ずれたカットの送り
2.)ずれたカットを送らない:
20.給餌機のロングフィード?
給餌機の給餌が長すぎる場合は、通常、光電スイッチの誤動作または光電スイッチの光感度が正しくないことが原因です。光電スイッチの光感度は調整できます。
給餌機作動中に上下のスイッチが同時に点灯すると、給餌機が始動します。
光感度が高すぎると、切断材料が光を遮っていても機械が光を感知してしまい、過供給につながります。この場合は、光電スイッチの配線にある感度ノブを、材料が遮られているときにインジケーターランプが点灯するまで調整してください。
21.ガルバノメーター上の粗い光点?
光量が十分でなく、基本光路とビーム・エクスパンダーの光路がうまく調整され、動的焦点距離もうまく調整されているにもかかわらず、光スポットがまだ粗い場合は、ビーム・エクスパンダーの2つのレンズ間の距離を調整する必要があります。
一般的に使用されている3倍ビーム・エクスパンダーの場合、出射ビームスポット径を13~14mmに調整すると、一般的に良好な結果が得られます。また、お客様の加工条件に応じて調整することも可能です。
22.動的自己励磁を持つ検流計マシン?
上海ダイナミクスの場合、R103とR28を調整して自励とハウリングを調整する。調整が効果的でない場合は、モーターシャフトが機械ケーシングと短絡していないか測定してください。測定中、モータの電源線を外してください。そうしないと、連続的に導通してしまいます。
モーターの電源線を外してもまだ導通する場合は、絶縁フィルムでモーターと機械の筐体を絶縁し、R103とR28を再度調整する。これらの対処をしても効果がない場合は、部品を交換してください。
23.誤ったマーキングまたは カッティングサイズ マーキング・マシンやカッティング・マシンで?
ダイナミック マーキングマシン一般に、検流計のレンズを上下に動かさなくてもサイズが正しくないのは、較正パラメータ・データが変更されたか、間違っているためです。検流計のパラメータを再校正することで問題を解決できます。
切断機の場合、誤った切断サイズは通常、ステップ距離とドライバーのパルス数の誤差によって引き起こされる。一般的には、パルスカウントを決定し、ステップ距離を計算することで、問題を解決することができる。
24.電源を入れると、切断機の原点復帰方向が反転するのですが?
この種の誤動作は、通常、ホームポジションスイッチの損傷によって引き起こされる。ホームポジションスイッチには、近接スイッチとリードスイッチ(磁気制御スイッチ)の2種類があります。ホームポジションの向きが逆になるのは、一般的にスイッチコイルのショートによるものです。スイッチを交換することで問題を解決できます。
25. 切断機モーターモータードライバー、モーターワイヤー、ドライバーのDC電源スイッチの故障か?
このような故障の具体的な症状としては、一般的に以下のようなものがある:
(1) レーザーヘッドが動かない
(2)レーザーヘッドの動きに異常があり、動作中に一時停止やジッターが発生する このような場合は、まずDC48Vまたは42Vのスイッチング電源が正常に動作しているかを観察・測定してください。
電源電圧が不足していたり、不安定であったりすると、このような現象が起こります。スイッチング電源が正常に動作する場合は、ドライバ、モータ、モータ線のいずれに故障があるかを検討してください。
モーターが故障しているかどうかを判断するには、まず無通電でモーター線をドライバーから外した状態で、モーター自体がスムーズに回転するかどうかを確認します。モータの回転に異常があれば、そのままモータの故障と判断して交換することができる。モータが正常に回転する場合は、モータコイルを測定する。
6線式モータの場合、AC、A+、A-は1つのコイル・グループを形成し、ACとA+、A-は導通していなければならない。BC、B+、B-は別のコイルグループを形成し、導電状況は同じである。導電率に異常があれば、モーターの故障と直接判断できる。
BaishanとYAKOステッパードライバの場合、直流電源が正常で、モータ線が切断され、ドライバの表示灯が消灯していれば、ドライバの故障と直接判断できます。故障を直接判断できない場合は、交換方法でテストすることができます。
モーターワイヤーの故障は、この種の故障では確率の低い問題である。モーターとドライバーの両方が除外された場合、モーター線を考慮する必要があります。短絡と開回路をチェックし、トラブルシューティングのためにマルチメータを使用して詳細な導通テストを行います。
26.レーザー管は発光しないのか?
27.レーザー管は弱い光を発するのか?
28.切り抜けられない?
29.マシンが始動できない?
30.24V スイッチ電源が壊れている;機械の X, Y 軸が動かない?
31.機械のX軸またはY軸が動かない、または電源が入らない。
32.機械加工のミスアライメント
33.機械に接続してもコントロールカードが検出されない?
34.カメラのカットが不正確
35.発光は?
LとGNDを短絡し、連続点灯があれば、レーザー電源とレーザー管に問題がなく、信号の問題だけであることを示す。PとGNDを短絡し、水保護スイッチが正常かどうかを判断する。AINと5Vを短絡する。連続点灯があれば、レーザー管、レーザー電源、水保護が正しく接続されていることを示す。
36.コンピューターと機器が接続できない
USBケーブルの問題かもしれません。
37.起動時に片方の軸を手で押すことができるのはいつですか?
加工中に軸が動かない場合は、一般的にドライバが損傷しています。また、トランスミッションの機械的な緩みによる可能性もあります(例えば、加工中に両軸が動かず、起動中に手で押すことができ、ドライバのランプが点灯していない場合は、42V電源が損傷していることを示しています)。
38.切断時に一方向にズレる?
ドライバ電流を増加させる。ドライバが損傷しているか、 モータ線に問題がある可能性もある。
39.カッティングにノコギリの歯模様がある?
スライダーの問題。
40.切り抜けられない?
レーザー管が弱っている可能性がある。ビーム経路がずれている可能性がある。
41.レーザーヘッドが機械に当たり、制限できない?
原点スイッチが破損しているか、コントロールパネルに設定されていない可能性があります。
42.カットしても密閉されない?
ベルトとパラメーターの設定を調整する。
43.接続された切断機は、事前調整中は点灯するが、加工中は点灯しない?
これは一般的にコントロールカードの問題である。
44.切断寸法が一定しない?
軸の距離とパルスの設定が正しく調整されていない。
45.作業中、完全なカーブの小区間をスキップしてカットしない。
この問題は一般的に、長時間の高速運転中に大型キャリッジのスライダが緩むことによって発生します。ラージキャリッジ両側のスライダーを再調整することで解決します。
46.作業中、同じプレート上のある部分は切れず、ある部分は切れる?
この問題は一般に、ビームのミスアライメント、またはワークテーブルの凹凸が原因です。ビーム軌道を調整し、作業台を水平にしてください。ビームのミスアライメントがレールの変形に起因する場合もあり、その場合はレールの調整が必要です。
47.切断の際、両端が互いに食い込んだり離れたりすることがあるが?
この問題は一般的に、同期ホイール固定ネジの緩み、またはモーターワイヤーに問題があることが原因です。モーターワイヤーに問題がある場合は、1本や2本の個々のワイヤーではなく、グループ全体を交換するのが最善です。
48.夏場、チラーは高温アラームが出やすいですか?
この問題は一般的に、暑い気候、チラーの放熱不良、冷却能力不足によって引き起こされる。DIYのチラーでは通常冷却能力不足はなく、ヒートシンクの汚れや換気不良が原因でアラームが鳴ることが多い。
小型冷凍機では冷却能力が不足している可能性がある。温度差を調整し、アラーム温度を上げることで、問題を解決することができる。
49.発光するときとしないときがある?
まず、発光信号やチラー信号など、不安定な信号がないかチェックする。次に、ポテンショメーターの接触不良をチェックする。最後に、電源に損傷がないか点検する。
50.起動時にマシンが原点に戻らず、動けない。
この問題は、一般的に小型キャリッジモーターの電源が入っていないことが原因です。起動状態では、レーザーヘッドは簡単に手で押すことができる。故障の原因は通常、48V電源またはセルフプロテクションの損傷です。マシンの電源を10分間切り、再度電源を入れます。問題が解決しない場合は、48V電源を交換してください。
51.数分間切断すると、レーザー管の光が弱くなる。
この問題には一般的に3つの原因が考えられる:電源の問題、レーザー管の損傷、ソフトウェアのレーザー管の発光周波数が正しくない。
52.大型客車が走行中に激しく揺れる?
この問題は通常、サーボリミットワイヤーまたはリミットスイッチの問題によって引き起こされます。ワイヤーまたはリミットスイッチを交換すれば、問題は解決するはずです。
53.2つのレーザーヘッドが不規則に動く?
これは一般に、制御基板が損傷し、不正確な信号が出力されることが原因である。
54.2つのパターンをつなげなければならないことがあるが、カットするときに位置が合わない?
この問題は、送り駆動軸と小さなキャリッジが原因です。 アルミプロファイル 平行でない。小さなキャリッジは調整できない。問題を解決するには、送り駆動軸を調整しなければならない。
55.カッティングにはノコギリ状のパターンがあるが?
スライダーが緩んでいるか損傷している、ベルトが緩んでいる、ベルト同期ホイールが偏心している、曲率値が高すぎる、コーナー速度が速い、レンズが締まっていない、など。
56.レーザー管の出力が不安定で、彫刻は始めは良いが、数日経つと深さが変わる?
レーザー管と電源が不安定。
57.発光は?
水位スイッチが漏れている。
58.レーザー電源がアーク放電している?
溶接部が適切に接続されていない、シリコンが塗布されていない、高電圧ワイヤーが金属に触れている。
59.切り抜けられない?
ビームのミスアライメント、レンズの汚れまたは緩み、焦点距離の不正確さ、レーザー管の出力減衰。
60.マシンが始動しない?
非常停止、外部電源、コンタクタ。
61.XY軸が動かない?
ドライバの損傷、モータ線またはコネクタの問題、ベルト同期ホイールの緩み、42V 電源の損傷。
62.ディスプレイパネルが点灯しない
24V電源が損傷しているか、制御盤と表示盤間の接続ケーブルが損傷している。
63.カット効果が悪い?
カッティングエリアの周囲が黄色く点灯している。
64.直角の部品を切断する際、コーナー焼けやドロスが発生する?
レーザー切断機を使用して炭素鋼やステンレス鋼製の直角部品を切断する場合、切断工程やパラメータなどのさまざまな要因によって、コーナーの焼けやドロスなどの問題が発生する可能性がある。
10年の経験を持つ当社のエンジニアのアドバイスに基づくと、主な解決策は3つある:
結論として、このレーザー切断機のトラブルシューティングガイドは、機械の性能を最適化したい人にとって貴重な情報源となる。
よくあるさまざまな問題の解決策や、さまざまな素材をカットするためのヒントが満載の本書は、初心者にも経験豊富なプロにも必読の書だ。
この記事で説明するステップバイステップの解決策に従うことで、レーザー切断機で遭遇する可能性のある問題を迅速かつ効率的に解決することができます。
シャープなコーナー、精度の低さ、異常なノイズなど、このガイドにお任せください。
この包括的なリソースで提供される知識と専門知識を活用し、必要な正確な結果を達成してください。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







