

レーザー切断ノズルの選択:最先端のヒント
プロジェクトに適したレーザー切断ノズルの選択に悩んだことはありませんか?最適なノズルを選択することは、きれいで正確な切断を実現し、効率を最大化するために非常に重要です。この...
厚いステンレス鋼を完璧にレーザー切断する方法を考えたことがあるだろうか。この記事では、厚さ25mmを超える板材をレーザー切断するための重要なヒントを掘り下げる。ノズルの選択、ガス純度、レーザー周波数の調整など、高品質の切断を確実にするための重要な要素を取り上げている。最後までお読みいただければ、レーザー切断工程を最適化し、欠陥を最小限に抑え、効率を高める方法をご理解いただけます。堅牢なステンレス鋼板を正確かつきれいに切断する方法をご覧ください。

経済の発展に伴い、ステンレス鋼板の使用はますます広まっている。ステンレス鋼板は現在、建設業、機械製造業、コンテナ製造業、造船業、橋梁製造業などの分野で一般的に利用されている。
現在、ステンレス厚板の切断はレーザー切断が主流である。その技術は レーザー切断 厚いステンレス鋼板はますます進歩し、伝統的な切断技術に取って代わりつつある。
高品質なカッティングを実現するには、加工技術をマスターすることが重要だ。
板厚は、10.0~25.0mmを中厚板、25.0~60.0mmを厚板、60.0mm以上を特厚板という。
高品質の厚いステンレス鋼を切断するためには、ステンレス鋼製品メーカーにとって、以下のことを完全に理解することが不可欠である。 レーザー切断工程.
基準 にとって 厚板レーザー切断

1.粗さ
について レーザー切断 プロセスでは、切断面に縦線が入る。切断面の粗さは木目の深さに依存する。木目が浅いほど切断面は滑らかになり、深いほど切断面は粗くなる。さらに、木目が浅いほど、切断面の質が高くなる。
2. 垂直性
分厚い 板金このため、カッティングエッジの垂直性が最も重要である。レーザービームが焦点から離れすぎると発散し、スリットの上部と下部で幅が不均一になります。
刃先が垂直線から大きく外れると、加工物は規格に合わず、使いにくくなる。刃先が垂直線に近ければ近いほど、カットの品質は高くなる。
3.切断幅
カットの幅によって、プロファイルの内径が決まります。実際の切断工程では、ワークピースが希望のサイズ仕様を満たすように、パラメーターを調整し、切断される材料を補正する必要があります。
4.穀物
厚板を高速で切断する場合、溶融金属は垂直レーザービームの下の切り欠きから排出されるのではなく、レーザービームの後方から排出される。その結果、切断端に湾曲したパターンが生じる。
この問題を解決するには、切削工程の終盤で送り速度を低下させる必要があり、これにより、この湾曲模様の形成を効果的に除去することができる。
5.バリ
バリはレーザー切断の品質を決定する重要な要素である。バリの除去にはさらなる労力が必要であり、その結果、時間と人件費が増加する。そのため、バリの有無は、レーザー切断が許容できる品質であるかどうかを判断する主な基準となります。
6.熱影響部
熱影響領域とは、内部構造が変化した領域の深さを指す。レーザー切断中、ノッチ付近の金属は加熱され、その結果、金属の構造が変化することがある。例えば、金属によっては硬くなることがあります。
7.変形
切削加工中の急激な加熱は変形を引き起こす可能性があり、特に精密加工では致命的です。このような事態を避けるためには、切削速度を制御する必要があります。 レーザー出力 また、短いレーザーパルスを利用することで、部品の加熱を抑え、変形を防ぐことができる。
ノズル径
ノズルの直径は、ガス流の形状、ガス拡散領域の大きさ、ノッチへのガス流入速度を決定し、溶融物の除去と切断の安定性に影響する。ノッチに流入する気流が大きければ、ワークピースが気流内に正しく配置されていれば、速度が速くなり、溶融物の除去能力が向上する。
厚いステンレス鋼には、より大きなノズルを使用することをお勧めします。圧力を高め、正常な切断結果を得るには、比例バルブの設定を大きくし、大流量にすることができます。
ノズル仕様
ノズルの仕様は主に端部開口部を指す。例えば カッティングノズル Precitec社製は、1.5mmから5.0mmまでの開口部を持つ。開口部の選択は、主に切断出力に基づいている。出力が高ければ高いほど、より多くの熱が発生し、必要なガスの量も多くなる。
3mm以下の板を切断する場合は、通常2.0mmの口径のノズルを使用します。3mm以上10mm未満の板材を切断する場合は、3.0mmのノズルを選択します。10mm以上の厚板を切断する場合は、口径3.5mm以上のノズルが必要です。

開口数△3.5の単層ノズル
シングルレイヤーノズルかダブルレイヤーノズルか?
通常、酸化切断(補助ガスとして酸素を使用)には二層ノズルを使用し、溶融切断(補助ガスとして窒素を使用)には単層ノズルを使用します。ただし、一部のレーザーでは、単層ノズルまたは複層ノズルの使用に関して特別な指示があります。このような場合は、レーザーが提供する指示に従うことが重要です。
ステンレス鋼のレーザー切断では、酸素、窒素、空気など、さまざまな補助ガスが頻繁に使用される。ガスの違いにより、切断工程に与える影響も異なる。酸素は黒い部分を、空気は薄い黄色の部分を、窒素は酸化を防ぎ、ステンレス鋼の元の色を維持するのに役立つ。その結果、窒素は次のような補助ガスとして好まれます。 ステンレス鋼の切断.
推奨される酸素と窒素の純度:
| 酸素 | 窒素 | |
| メリット | 切断速度が速く、厚板の切断が可能 | 刃先の酸化を防ぎ、再加工の必要がない。 |
| 推奨純度 | ≥99.999%以上 | ≥99.995%以上 |
窒素流量、ノズル径、ガス圧力の試験データを下図に示す。

縦軸はガス流量試験値、横軸は調整設定値を表す。異なるガス圧力の変化を示し、異なる色は異なるノズル径の試験条件を表す。
グラフは、流量が設定ガス圧力とノズルの直径によって決まり、直線的な正の相関があることを示している。
切断効果を保証し、ノズルを損傷から守るためには、切断前に同軸テストを行う必要があります。このテストでは、ノズルがレーザー出力ビームと一直線上にあることを確認します。
フォーカス位置試験法
同軸テストを行うには、ノズル出口の端面に透明なテープ紙を貼り付けます。レーザー出力を ボーリング を確認し、テープ紙の中央に穴が開いているかどうか、またその位置を観察します。テープ紙にレーザーで開けた穴がノズルの中心に合うまで、ミラーキャビティハンドルの調整ネジを調整する。
焦点は、切断できる厚さ、材質、品質に影響する。素材や厚みが異なれば、焦点調整も異なります。切断する前に、実際のゼロフォーカスを測定し、切断プロセス・パラメーターのテストと分析の基礎として使用してください。
ステンレス鋼の切断では、負 デフォーカス がプロセス選択の好ましい方向性である。
| 焦点の位置 | 切断材料と断面の特徴 |
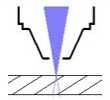
| 焦点距離はゼロ: その レーザーフォーカス は切断ワークの表面
| この方法は、厚さ1mm以下の薄い炭素鋼の切断に適している。焦点は被加工物の表面に置かれ、その結果、上面は平滑に、下面は粗くなる。 |
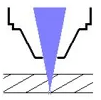
| 負の焦点距離(その レーザーフォーカス は切断ワークの表面より下にある
| ステンレス鋼用の切断方法である。焦点が基板表面より下にあるため、平滑な表面積が広くなり、焦点距離ゼロのスリットに比べてスリットの幅が広くなり、切断時のガスの流れが大きくなり、焦点距離ゼロの場合よりもピアシング時間が長くなる。 |
| 正の焦点距離レーザーの焦点が被加工物の表面より上にある。
| 炭素鋼を切断する場合、補助ガスとして酸素を使用する。その結果、表面は黒くなり、切断部は粗くなる。 |
ステンレス鋼厚板の切断に及ぼす周波数変化の影響:
周波数が500Hzから100Hzに下がるにつれて、カット部分の品質が向上し、積層が細かくなる。しかし、周波数を100Hzに設定すると、カッティングができず、青い光が反射してしまう。最適な周波数帯域を決めるには、周波数を変えて実験する必要がある。
最適な切断結果を得るためには、パルス時間とシングルパルスエネルギーを完全に一致させることが重要です。

パルスデューティサイクルの変化がステンレス鋼厚さに及ぼす影響 プレートカット:
パルス・デューティ・サイクルの限界値は45%である。デューティ・サイクルをさらに下げると、下面にアンダーカット・マークが現れる。逆に、デューティ・サイクルが60%まで上がると、切断部は荒くなり、層がはっきりして切断面が黄色くなる。
パルスのデューティサイクルは、各パルスでビームが照射される時間の割合を示す。周波数はパルス中にピークパワーが発生する回数であり、デューティサイクルはパルス中のピークパワーと低パワーの比率を意味する。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







