
レーザー溶接厚みチャートと出力設定
レーザー溶接が金属加工をどのように変えるのか、不思議に思ったことはないだろうか。この記事では、レーザー溶接の秘密を解き明かし、精度と強度を保証する重要なパラメーターに焦点を当てます。レーザー出力の調整から...
レーザー溶接がうまくいかないことがあるのはなぜか、不思議に思ったことはありませんか?この記事では、溶接の逸脱、不均一な表面、中断などの一般的な問題を探り、溶接品質を向上させる実践的な解決策を提供します。最後には、これらの問題を効果的にトラブルシューティングして解決する方法を知ることができます。


考えられる原因
1) 不当な溶接オフセット設定
基礎HMIソフトウェアと接続し、現在のオフセットをチェックし、溶接偏差の方向に応じてそれを変更する方法を決定します。
2) 保護レンズの交換が必要
レンズの中央に濃いシミとヤケがあり、交換が必要。
3) ライトとワイヤーの位置が合っているかどうか
ディスプレイを通してライトワイヤーの相対位置を観察し、溶接ワイヤーの端はクロスフォークの中心になければならない。
4) フォースセンサーとトップコントローラーをつなぐケーブルハーネスが 溶接継手 無料?
トラックを空にし、歩行中にケーブルが押されたり、他のケーブルに巻き込まれたりしないか観察する。
1) トップカバーとサイドウォールの間に形成された溶接部のY方向の位置ずれが許容値を超えている。
暫定的なスキームで調整可能なトラック
2) トップカバーとサイドウォールの隙間が許容範囲外である。
一時的なスキームにより、ワイヤ送給速度を適切に向上させることができる。
ワイヤ送給速度が遅すぎるか、ワイヤ送給がスムーズでないか、速度設定が低すぎる。
1) ワイヤーフィーダーの小さなモーター電流が大きすぎないか観察する。
2) プロセス・キャビネットに表示される実際のワイヤ送給速度を観察し、それが許容範囲外であるかどうかを確認する。
一定の時間と速度で3回ワイヤーを取り出し、長さを測定し、理論値との偏差が大きすぎないかチェックする。
3%を超えると、ワイヤ送給に支障をきたし、正常な溶接に影響を及ぼすことを意味する。
3) もし状態が良くない場合は、ワイヤーフィーダーの前端にある690mmのワイヤー供給パイプを交換する必要があるかどうかを確認する;
ガイドローラーの押し付け力を再調整する必要があるかどうか;
ワイヤー供給ノズルが焼けて変形している場合は、交換する必要がある。
1) ワイヤガイドノズルが摩耗し、ワイヤがばらつく。
ワイヤーガイドノズルをチェックする。変形や焼けがある場合は、新品と交換してください。
2) 中央に濃いシミがある。 レーザーヘッド その結果、光線透過率が変動する。
保護レンズを確認してください。レンズの中央に濃い汚れや焼けがある場合は、新しいレンズに交換してください。
3) 不十分 レーザー出力
レーザー出力を確認してください。必要であれば、レーザー出力を適切に上げてください。
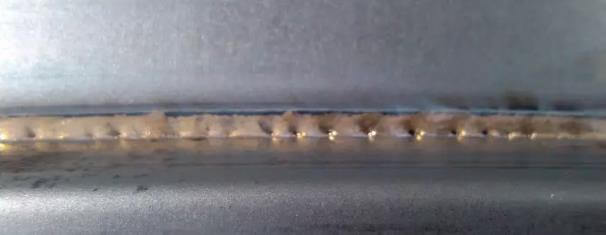
4) その レーザー溶接 側壁の表面には凹凸がある。
1.ワークピースの清浄度:
過剰な亜鉛と異物。
受入部品の適合性をチェックする(洗浄、異物)。
2.気流の影響
の圧縮空気をチェックする。 レーザーヘッド と固定具の圧縮空気(空気漏れ)。

1.過剰なレーザー出力
レーザー出力を適切に下げる
2.ワイヤー送り速度が低すぎる.
ワイヤー送り速度の設定値と実際の値を確認してください。必要であれば、ワイヤー送り速度を修正または校正してください。
3.ロボットの速度にムラがある
ロボットのパラメータが妥当かどうか、特にCNTやACCがあるところ、ロボットの姿勢が大きく変化するところをチェックする。
4.トップカバーとサイドウォールの隙間が異常。.
部品のクリアランスが0.3mm以内のスムーズな移行の要件を満たしているかどうかを確認します。

1.円弧の始点と終点の位置が適切かどうか。.
空のトラックで円弧の始点と終点の位置を確認し、ずれがある場合は対応する調整を行う。
2.レーザーの遅延とワイヤ送給の遅延が合理的に一致しているかどうか。.
1) アーク始動オーバーラップはワイヤ送給を遅らせることができる。
2)アーク停止オーバーラップは、消灯を遅らせることができる
3. 部品の円弧開始位置と終了位置がX方向に変動する。.

1.円弧の始点と終点の位置が適切かどうか。.
空のトラックで円弧の始点と終点の位置を確認し、ずれがある場合は対応する調整を行う。
2.レーザーの遅延とワイヤ送給の遅延が合理的に一致しているかどうか。.
1) アーク放電によるバーンスルーは、アーク放電時に光出力を遅延させたり、レーザー出力を低下させたりします。
2) アーク停止とバーンスルーはワイヤ送給の停止を遅らせることができる。
3) 部品の円弧開始・終了位置のX方向変動。

1) プロセスキャビネットのアラーム「レーザー光源エラー」および「レーザープログラム番号損失.
レーザーをチェックしてパラメーターを確認するか、または レーザーメーカー.
2) プロセスキャビネットのアラーム「シースワイヤーなし」または「溶接ワイヤーの詰まり.
1) 実際のワイヤ送給速度が 10% を超えていないか観察してください。もしそうなら、ワイヤ送給パイプラインをチェックしてください。
2) ワイヤー送り速度センサーの故障

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







