
パンチとダイのクリアランスを決めるには?
高品質のプレス部品を製造する秘訣は何なのか、不思議に思ったことはありませんか?このブログでは、パンチとダイのクリアランスが果たす重要な役割についてご紹介します。
効率的なレイアウト設計が板金打ち抜き加工にどのような革命をもたらすか、考えたことがあるだろうか。この記事では、さまざまなレイアウト方法を掘り下げ、材料使用量を最適化することで資源を節約するだけでなく、生産品質と費用対効果を高める方法を説明します。無駄のあるレイアウト、無駄の少ないレイアウト、無駄のないレイアウトなどのテクニックを探ることで、材料利用を最大化し、金型寿命を向上させる方法を発見できます。貴社の製造工程を新たな高みへと引き上げる実践的な戦略を学んでください。

シートメタル、ストリップ材、またはストリップ上のブランキングパーツの配置をレイアウトと呼びます。レイアウトの効率は、材料利用、部品品質、コスト、金型構造、寿命に直接影響します。材料の賢明な選択は、スタンピング生産における材料の節約に大きく影響します。
効果的なレイアウトは、特に材料費が大きな割合を占める大量生産において、材料節約のための強固な対策となる。材料をフルに活用することは、次のような場合に極めて重要な経済指標となる。 板金 部品生産。
レイアウトのプロセスでは総合的な検討が必要であり、レイアウトに影響を与えるすべての要素を分析して、最適なレイアウトプランを確立する必要がある。
ブランキングパーツのレイアウトには3つの分類方法がある。ひとつは、廃棄物の観点から、廃棄物があるレイアウト、廃棄物が少ないレイアウト、廃棄物がないレイアウトに分けるものである。
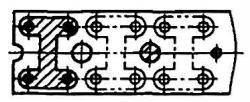
図3-10参照)廃棄物のあるレイアウトは、部品外周のすべてである。材料に重なりがあるため、ブランキング部品の品質が確保され、金型寿命も長い。しかし、材料の利用率は低い。
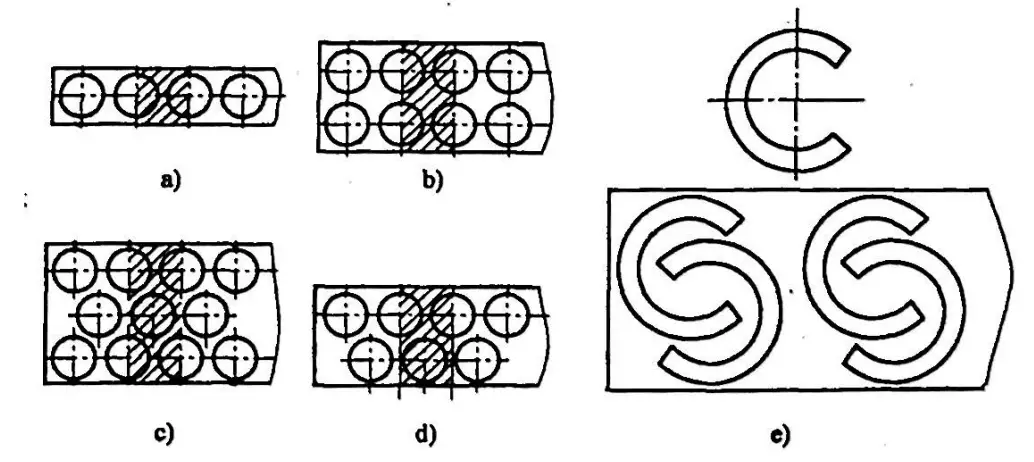
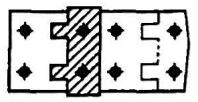
無駄の少ないレイアウト(図3-11参照)は、ワークの外形の一部に沿わせ、特定の部分にのみ重なりや余剰材を残す。
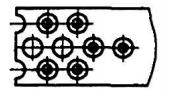
無駄のないレイアウト(図3-12参照)とは、加工上の無駄(オーバーラップや余剰材)がなく、ワークピースの構造形状によって決まる構造上の無駄(穴の無駄など)だけがあるレイアウトのことである。

以上の分析から、部品の使用要件に影響を与えないという条件の下で、無駄の少ない、あるいは無駄のないレイアウトを採用することで、材料の使用率を 75%-95% まで高めることができることがわかります。これは、一度に複数の部品をプレスするのに有益であるだけでなく、金型構造を簡素化し、ブランキング力を低減します。
しかし、ストリップ自体の寸法公差や、ストリップのガイドと位置決めによる誤差の影響により、ブランキングパーツの品質と精度は低くなる。
一方、金型に一方的な力が加わると、金型の摩耗を悪化させ、金型の寿命を縮め、ブランキングパーツの断面品質に直接影響する。したがって、レイアウトを調整し、十分に考慮する必要があります。
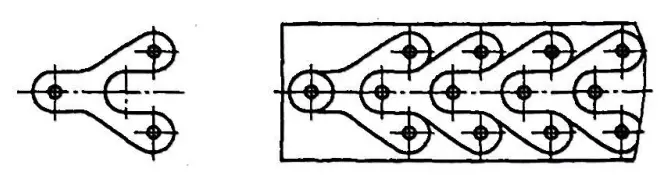
第2の方法は、ワークの形状とレイアウト方法によって、ブランキング部品のレイアウト方法を、表3-5に示すように、直線レイアウト、斜めレイアウト、直線対向レイアウト、斜め対向レイアウト、混合レイアウト、多列レイアウトなどに分類するものである。
表3-5 レイアウト方法
| パターンレイアウトの種類 | 次元材料レイアウト | 最小または無次元素材レイアウト | |
| 垂直配列 | 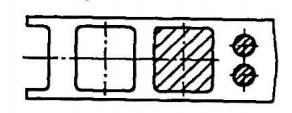 | 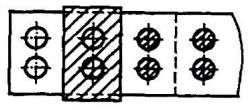 | |
| 斜めの配置 | 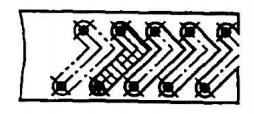 | 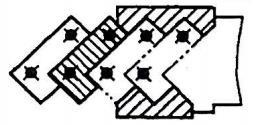 | |
| 直接対決のアレンジ | 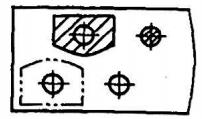 | 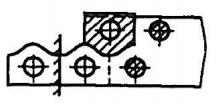 | |
| 斜めの対角配置 |  |  | |
 |  | ||
 |  | ||
| パネルレイアウト方式 | 積分切断法 | 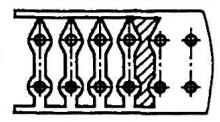 | 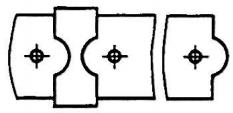 |
| 段階的切断技術 | 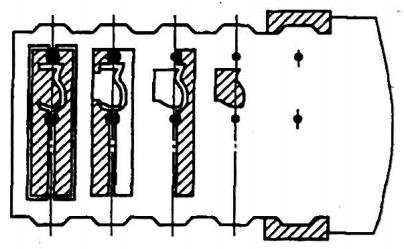 | ||
第3の方法は、ネスティングとしても知られるミックス・レイアウト法である。この方法は、CNCパンチングマシン(タレットパンチング 機)、レーザー切断がある。企業内の打ち抜き部品の種類の分析に基づいてレイアウトを配置する場合、適切な部品については可能な限り混合レイアウト法を採用する必要があります。
結論として、部品の主要な技術的要件が影響を受けないことを確認した上で、製品設計者の同意を得て、最小限のスクラップまたはスクラップゼロのレイアウトに対応するように部品の構造形状を変更すれば、原材料を大幅に節約できるだけでなく、製品の生産効率も向上する。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。



