2024年のベアリング・メーカー&ブランド・トップ14
世界で最も優れたベアリングブランドはどこだろうと考えたことはありませんか?このブログでは、卓越した品質と革新性で知られるトップベアリングメーカーをご紹介します。
シンプルなガラス面で工作機械の精度を解き放つことを想像してみてください。リニアグレーティングスケールはまさにそれを実現し、細い線を高精度の測定に変換する。この記事では、構造から実用的なアプリケーションまで、このスケールの仕組みを探ります。様々な加工作業において、どのように変位を増幅し、精度を向上させるのかが分かります。最後には、なぜこのツールが現代の製造業に不可欠なのか、そしてプロジェクトの精度と効率を高めるにはどうすればよいのかをご理解いただけるでしょう。

精密工学の世界では、最高レベルの精度を達成することが最も重要です。グレーティングスケールは、しばしば測定の縁の下の力持ちと呼ばれ、完璧を求めるこの世界で重要な役割を果たしています。グレーティング定規やリニアスケールを含むこれらの洗練されたデバイスは、CNC加工からフライス加工、研削加工、旋盤加工に至るまで、様々な用途で必要不可欠なものです。しかし、グレーティングスケールがこれほど重要な理由は一体何なのでしょうか。また、約束された精度を確実に実現するためには、どのように適切にメンテナンスすればよいのでしょうか。
この記事では、グレーティングスケールの魅力的な領域を掘り下げ、その技術的な複雑さを解明し、多様な用途を探ります。スチール、ガラス、セラミックなどの様々な素材が、どのようにグレーティングスケールの機能性に寄与しているのか、また、グレーティングスケールの性能を決定する精度グレードのニュアンスについて理解することができます。さらに、グレーティングスケールを最適な状態に保ち、正確な測定を継続するためのメンテナンスとお手入れに関する実践的なヒントもご紹介します。
CNC マシンの精度を高めたいエンジニアの方にも、メンテナンスのアドバイスをお探しの技術者の方にも、この包括的なガイドは必要な知識を提供します。グレーティングスケールの本質的な側面を探求し、様々な産業においてどのように精度を向上させるのかに光を当て、お客様の特定のニーズに対して十分な情報に基づいた決定を下すお手伝いをします。
グレーティングスケールは、光学干渉と回折の原理に基づいて機能する。グレーティングスケールは、光と相互作用して測定可能なパターンを作り出す、間隔の細かい線(グレーティング)で構成されています。これらのパターンを分析し、正確な位置を決定します。
光が回折格子を通過または反射すると、複数のビームに回折され、これらのビームの角度と強度は、回折格子の線間隔と光の波長に依存します。これらのビームの位相シフトまたは干渉パターンを測定することにより、スケールの位置を正確に決定することができる。
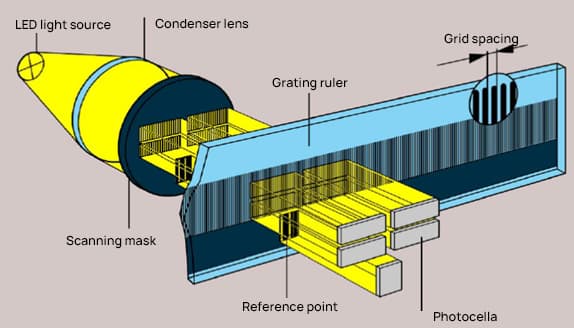
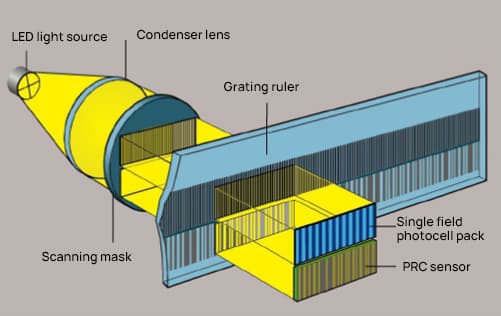
主なコンポーネントには、細かい間隔のラインを持つグレーティング定規、定規に沿って移動するリードヘッドセンサー、照明用のLEDやレーザーなどの光源、リードヘッドの信号を位置データに変換する信号処理ユニットなどがある。
グレーティングスケールには、光学用、ガラス製、スチール製など様々なタイプがあり、それぞれ特定の用途向けに設計されています。
光学式スケールは、光を利用してグレーティングパターンを読み取ります。高精度で知られ、CNC機械加工や実験器具など、微細な測定精度が要求される用途で一般的に使用されている。
ガラス製グレーティングスケールは、ガラス基板上にグレーティングをエッチングまたは蒸着したものです。これらは安定性が高く、優れた精度を提供するため、高精度のアプリケーションに適しています。
スチール製グレーチングスケールは、スチール基板にグレーチングを彫刻したものです。堅牢で、過酷な産業環境に適しています。
グレーティングスケールは、精度と分解能を示す精度等級によって分類される。

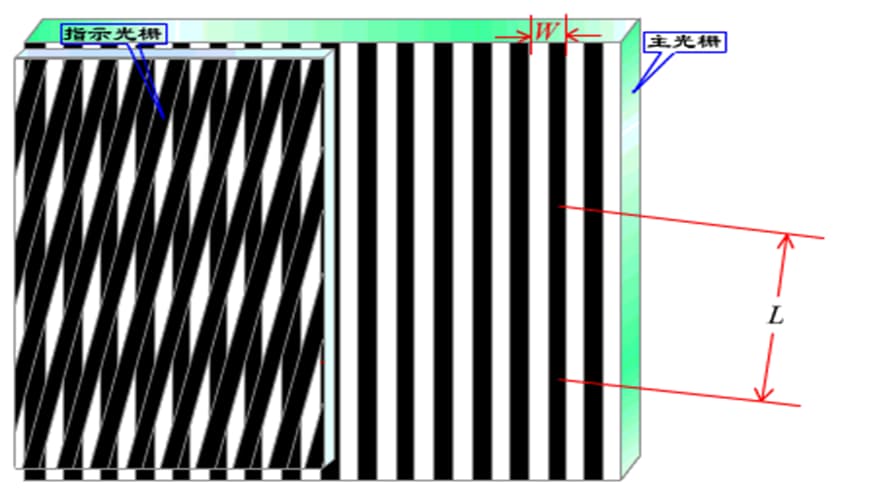
グレーチング - コーティングされたガラスの表面に、等間隔で明暗が交互に並ぶ多数の小さなストライプ(彫刻線)が均一に彫刻される。
a - グレーティングライン(非透過)の幅。
b - グレーティングライン(透明)間のスペース幅。
a+b=W格子ピッチ(格子定数ともいう)
通常はa=b=W/2だが、a:b=1.1:0.9と刻むこともできる。
一般的に使用される回折格子は、1ミリメートルあたり10、25、50、100、250本の線が刻まれている。
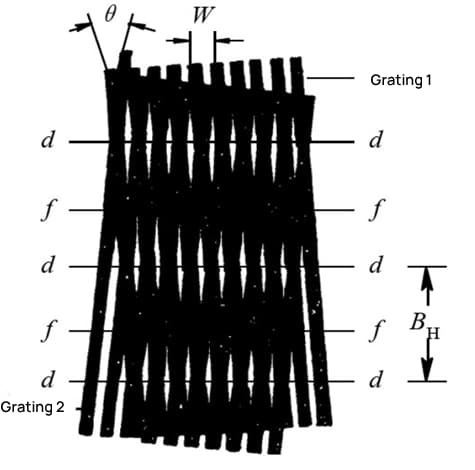
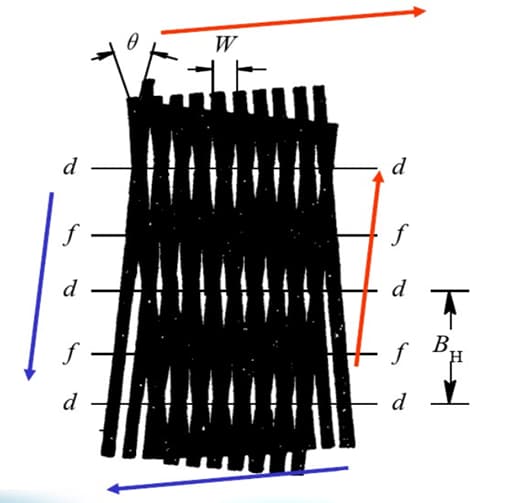
モアレ・フリンジ - 等ピッチの2つのグレーティング(グレーティング1とグレーティング2)を、真ん中に少し隙間を空けて向かい合わせに重ね、2つのグレーティングラインの間に小さなグレーティング角度θを形成すると、垂直なグレーティングラインに近い方向に交互に明暗の縞が現れます。
d-d線では、2つの回折格子が重なり合い、透明な部分が最も大きく、一連のひし形パターンからなる縞の明るい帯を形成している。
f-f線上では、2本の回折格子がオフセットし、いくつかの黒い横線パターンからなる縞の暗帯を形成している。
モアレ縞変位測定には次の3つの特徴がある:
(1)変位の増幅効果
縞幅BH - グレーティングが1格子ピッチ分前進または後退すると、モアレ縞は1縞幅分前進または後退する。
BHとθの関係:
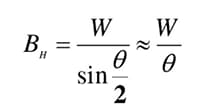
θが小さくなると、BHは増加する。したがって、Wは1/θだけ増幅される。例えば、θ=0.1°の場合、1/θ=573となり、BHは回折格子ピッチWの573倍となる。これは、回折格子が変位増幅効果を持ち、測定感度が向上することを意味する。
(2) モアレフリンジの移動方向
グレーティング1が切断線に沿って垂直方向に右に移動すると、モアレ縞はグレーティング2の格子線に沿って上方に移動する。一方、グレーティング1が左方向に移動すると、グレーティング2の格子線に沿ってモアレ縞が下方向に移動します。したがって、グレーティング1の移動方向は、モアレ縞の移動方向→として特定することができます。
(3) 誤差の平均的影響
モアレ縞は、回折格子に刻まれた多数の線によって形成され、線の刻まれた誤差を打ち消す効果がある。この効果により、短周期誤差の影響を大幅に軽減することができる。
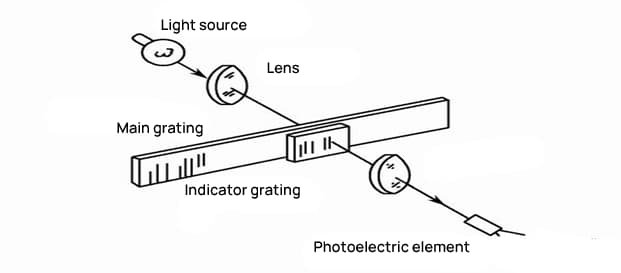
格子状のリードヘッド: 回折格子の原理を利用して、入力量(変位)を対応する電気信号に変換する。
コンポーネント定規格子、指示格子、光路系、光電素子など。
格子状のデジタルディスプレイ: 変位の方向を識別し、測定精度を高め、デジタル表示を可能にするには、グレーティングリードヘッドからの出力信号をデジタル信号に変換する必要があります。
コンポーネント整形増幅回路、細分化回路、方向判別回路、デジタル表示回路など。
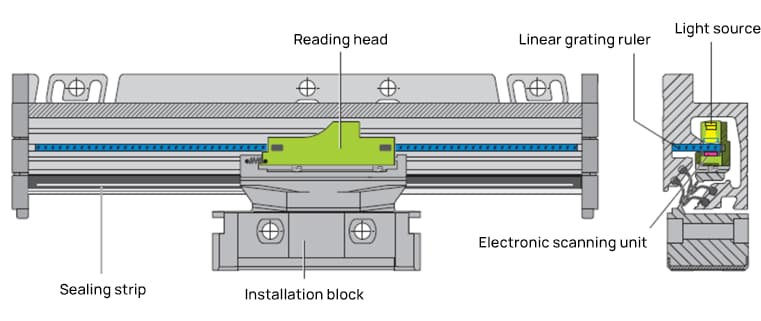
グレーティング定規は、固定スケール本体と可動式読み取りヘッドから構成されている。
固定スケール本体はアルミニウム製の筐体で、内部の定規、スキャンユニット、ガイドレールを、切り粉、ほこり、水しぶきによる損傷から保護するように設計されています。
可動式読み取りヘッドは、走査ユニット、精密コネクター、設置ブロックから構成されています。精密コネクターは、走査ユニットと設置ブロックを接続し、ガイドレールのわずかな機械的誤差を補正します。
リニアグレーティング定規は、直線軸の移動の位置を測定するために使用されます。機械的な位置を直接測定するため、工作機械の実際の位置を正確に反映することができます。
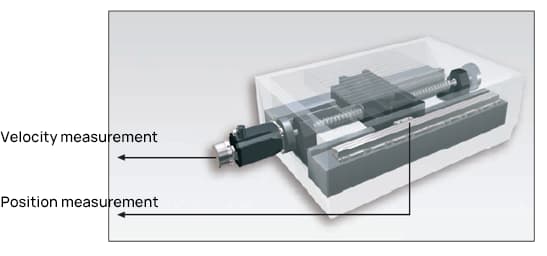
リニア格子定規を使ってスライドの位置を測定することにより、位置制御ループはすべての送り機構を含む。これがクローズドループ制御モードである。機械的な運動誤差は、摺動板のリニアグレーティング定規によって検出され、制御システム回路によって補正される。
そのため、複数のソースからの潜在的なエラーを排除することができる:
処理装置: 旋盤、フライス盤、中ぐり盤、グラインダー、 ボーリング 機械、放電加工機、ワイヤーカット、マシニングセンタなど。
測定器: プロジェクター、画像測定器、工具顕微鏡など。
の工具の動きの誤差を補正することもできます。 CNCマシン 用具
様々な自動化機構における変位測定用PLCを装備。
インクリメンタルグレーティング定規の測定原理は、相互に移動する2つのグレーティングを通る光をモアレ縞に変調することである。モアレ縞をカウントして細分化することにより、変位変化が得られる。絶対位置は、目盛り格子上に1つ以上の基準点を設定することによって決定される。
特徴
グレーティング定規は、シンプルな構造、長い機械的寿命、高い信頼性、強力な反干渉能力、長い伝送距離、高精度、低コストなどの利点があります。
しかし、インクリメンタル格子センサにも欠点がある。インクリメンタル格子定規は、シャフトの回転の相対位置しか出力できない。
電源オフや再投入のたびに基準点を設定する必要があり、信号処理方法に細分化された誤差がある。
アブソリュート回折格子定規の測定原理は、回折格子定規上で異なる幅と間隔の回折格子を明滅させることにより、絶対位置データを回折格子上にコードの形で直接符号化するものである。
後続の電子機器は、回折格子定規に電力が供給されている間、位置情報を得ることができる。
利点がある:
電源投入後、"ゼロイン グ "操作なしで直接現在位置情報を取得できるため、制御シス テムの設計が簡素化されます。絶対位置の計算は、その後の細分化回路を必要とせず、読み出しヘッドで完了します。双方向シリアル通信技術により、信頼性の高い通信を実現します。
グレーティング定規の絶対位置は、基準マーカー(ゼロ位置)を使って決定される。
ゼロ位置に戻る距離を短くするため、ハイデンハインは測定長内に距離コード化されたリファレンスマーカーを設計しました。
回折格子定規の絶対位置は、2つの基準マーカー(数学的アルゴリズムによって距離が決定される)が通過するたびに決定することができる。
距離コード化された基準点を持つエンコーダには、モデル番号の後に「C」の文字が付きます(例:LS 487C)。
単一の基準点

等距離基準点。

距離別基準点/Cタイプ。

| 信号サイクル | 呼びインクリメント番号 | 最大変位距離 | |
| LF | 4μm | 5000 | 20 mm |
| LS | 20μm | 1000 | 20 mm |
| LB | 40μm | 2000 | 80 mm |
非基準絶対リニアスケール

アブソリュート信号エンダット、ファナックシリアル、シーメンス、三菱、パナソニックなど
インクリメンタル信号正弦波信号(1Vpp信号)、矩形波信号(TTL信号)。

1.格子ピッチ:
リニアスケールは電気信号を出力し、グレーティングピッチはリニアスケール上の物理的なグレーティングラインを指す。リニアスケールがグレーティングピッチと同じ距離を移動するたびに、出力される電気信号が1サイクル変化する。
例グレーティングのピッチが20umのとき、リニアスケールが20um移動すると、リニアスケールは360°の位相シフトと90°の二相差を持つ正弦波を出力する。
2.信号サイクル:
測定技術の発達により、リニアスケール読み取りヘッドに周波数逓倍回路を搭載し、各格子線信号から発生する正弦波を逓倍することが可能になった。
そのため、リニアスケールの信号出力周期を精細化することができる。読み取りヘッドで逓倍された後の信号は、元の格子線信号よりもはるかに高密度であり、高密度化された信号の長さを信号周期と呼ぶ。

読み取りヘッドに周波数逓倍機能がない場合、グレーティングピッチは信号周期と等しくなる。
3.周波数の乗算:
周波数逓倍は、元の信号を高密度化することと理解できる。周波数逓倍は、正弦波の周期を短くし、各周期に対応する測定距離を短くし、測定精度を向上させることができる。
一般的な周波数逓倍方法には、読取ヘッドの周波数逓倍、ポスト逓倍装置(リニアスケールのメーカーが提供するもので、プリアンプに似ており、信号増幅と周波数逓倍に使用される)、周波数逓倍の CNCシステム等々。
4.測定ステップ:
位置測定には、周波数逓倍を経た正弦波信号が用いられる。リニアスケールの位置記録回路は、製造工程、誤差レベル、処理能力などの制約から、元の格子ピッチ信号を無限に逓倍することは不可能である。
そのため、リニアスケールメーカーは、リニアスケールのタイプごとに推奨測定ステップを定めています。この値は、リニアスケールが許容できる最小測定距離を意味します。この測定ステップの範囲内で、リニアスケールの公称測定精度を達成することができます。
CNCシステムと比較すると、この測定ステップは通常、システムの最小命令単位である。同様に、この技術仕様では、リニアスケールの測定精度(分解能)も規定しています。
5.決議:
測定精度とは、5um、1um、0.5um、0.1umなど、リニアスケールが読み取り、出力できる最小の長さの変化を指します。
6.測定精度:
測定精度とは、リニアスケールが出力する信号データの、測定される真の長さに対する精度のことです。
測定範囲全体における位置誤差:1mの測定範囲内の平均値に基づいて設定された位置誤差の最大値が±a以内であれば、±a umが精度レベルとなる。
密閉型リニアスケールでは、このデータは読み取りヘッドを含むリニアスケールの精度、つまりシステム精度を反映します。(ハイデンハイン:±0.1、±0.2、±0.5、±1、±2、±3、±5、±10、±15um)。
1信号周期内の位置誤差:
1信号周期内の位置偏差は、回折格子の品質、走査品質、リニアスケールの信号周期によって決まります。1信号周期内の位置誤差は、通常、信号周期の±2%から±0.5%の範囲内です。
信号周期が小さければ小さいほど、1信号周期内の誤差は小さくなります。これは、スローモーションや軸移動時の位置決め精度、軸移動時の速度制御にとって非常に重要であり、加工部品の表面品質や品質を左右します。
| 走査信号の信号周期 | 1信号周期内の最大補間誤差 | |
| F L | 4μm | 0.08 μm |
| LC181 | 16μm | 0.3μm |
| LC481 | 20 μm | 0.4μm |
| LS | 20 μm | 04 μm |
| LB | 40 μm | 0.8μm |
精密測定アプリケーション用のリニアスケールを選択する場合は、最適な性能と特定の要件への適合性を確保するために、いくつかの重要な要素を慎重に評価する必要があります:
測定長:最大移動距離と将来的な拡張ニーズの両方を考慮して、必要な測定範囲を決定する。
信号インターフェース:以下の様々な出力オプションから選択:
グレーティングピッチ:必要な分解能と精度に基づき、適切な回折格子周期を選択する。一般にピッチが小さいほど精度は高いが、長さの測定に限界がある場合がある。
測定速度:スケールが必要な速度で位置の変化を正確にトラッキングできるように、アプリケーションの最大トラバース速度を考慮してください。
精度レベルと分解能:スケールの固有精度と分解能の両方を考慮して、アプリケーションに必要な精度レベルを決定します。
設置位置のスペース:使用可能な取り付けスペースと環境条件を評価し、適切な寸法と保護等級を持つスケールを選択します。
基準点の設定方法原点復帰および参照に関する要件に応じて、リファレンスマーク付きのインクリメンタルスケールまたはアブソリュートスケールのいずれかを選択します。
さらに、最終的な選択の際には、耐環境性(温度、振動、汚染)、制御システムとのインターフェース、長期的な信頼性などの要素も考慮してください。
以下は、よくある質問に対する回答である:
回折格子スケールは、位置や距離を高精度で測定するための精密測定ツールです。回折の原理、または周期的な遷移の検出に基づいて動作します。光学回折格子スケールでは、光源が回折格子(線または溝の周期構造)に投影され、明暗のパターンが形成されます。スケールが移動すると、センサーがこれらの遷移を検出して電子信号に変換し、それをカウントして基準点に対する正確な位置を決定する。この方法により、CNC加工、フライス加工、研削加工、旋盤加工などの用途で不可欠な、高精度で再現性の高い測定が可能になります。
グレーティングスケールは、いくつかの重要なメカニズムによって CNC 加工の精度を向上させます。多くの場合、ミクロンまたはサブミクロンレベルの高分解能測定が可能なため、工具やワークのわずかな変位も正確に検出できます。この高分解能により、加工が厳しい精度要件を満たすことが保証されます。さらに、グレーティングスケールは、変位や動作の状態をリアルタイムでモニタリングし、フィードバックするため、CNCシステムは逸脱を迅速に検出し、修正することができます。このリアルタイムフィードバックは、CNCコントローラーとクローズドループ制御システムを形成し、実際の位置データと設定値を継続的に比較し、精度を維持するために必要な調整を行います。最新のグレーティングスケールに使用されている高度な光学技術は、信号強度と耐干渉性を強化し、過酷な環境でも信頼性の高い動作を保証します。高品質のベアリングやIP54の防水・防塵性などの機能を含むこれらのスケールの堅牢な設計は、さらに耐久性と信頼性に貢献し、メンテナンスコストとダウンタイムを削減します。全体として、これらの機能は総合的にCNC機械加工作業の精度と効率を高めます。
グレーティングスケールの一般的な精度グレードには、5ミクロン、3ミクロン、2ミクロンがあります。精度とコストのバランスから、CNCマシニングセンターでは5ミクロンの精度グレードが好まれることが多いです。これらのスケールは、CNC機械、オートメーションシステム、計測など、様々な用途における高精度測定に不可欠です。グレーティングスケールの分解能は様々で、一般的な分解能には10μm、5μm、1μm、0.5μmなどがあり、幅広い精密作業に適しています。
グレーティングスケールは、その高い精度と信頼性により、様々な精密測定や産業用途で一般的に使用されています。グレーティングスケールが一般的に使用される主な分野には、CNC 機械やオートメーションがあり、機械部品の正確で一貫した動作のための正確な位置データを提供します。また、高精度測定、校正、他の測定機器の精度検証のために、計測学でも使用されています。工業計測では、グレーティングスケールは製造、品質管理、研究環境におけるリニアおよび角度測定に不可欠です。さらに、精密部品の製造やロボット工学、その他の高度な製造技術において、正確な位置決めや移動を実現する精密工学にも不可欠です。
グレーチングスケールのメンテナンスと清掃は、以下のガイドラインに従って行い、正確さと長寿命を確保してください:
このようなメンテナンスとクリーニングを行うことで、グレーチングスケールの精度と機能を長期間維持することができます。
様々なタイプのグレーティングスケール(スチール、ガラス、光学式)の違いは、主にその材質、用途、要求精度、メンテナンスの必要性にあります。
スチール製のグレーチングスケールは、一般的に工業環境で床材、階段の踏み板、排水溝などの作業に使用されます。その耐久性と耐荷重性で知られています。鉄製グレーチングは比較的メンテナンスが少なくて済みますが、定期的に清掃し、構造の完全性を点検する必要があります。
精密測定ツールによく使用されるガラス製グレーティングスケールは、高い精度と安定性を提供します。金属製スケールに比べて熱膨張の影響を受けにくいため、温度変化が測定に影響するような環境に適しています。メンテナンスには、傷やその他の損傷を避けるための入念なクリーニングが必要です。
分光学やレーザー技術などのアプリケーションで使用される光学グレーティングスケールは、高分解能スペクトル分析に不可欠です。これらのスケールは反射型と透過型があり、光学特性を維持するために極めて精密な製造が要求されます。また、温度や湿度などの環境要因に敏感で、破損を防ぐために慎重な取り扱いと保管が必要です。
まとめると、スチール製グレーティングスケールは堅牢で工業用途に使用され、ガラス製グレーティングスケールは高い安定性と精度を備えた計測機器に使用され、光学グレーティングスケールは光学用途に卓越した精度を提供するが、入念なメンテナンスが必要となる。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。