材料降伏強度の詳細説明
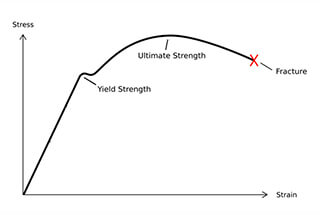
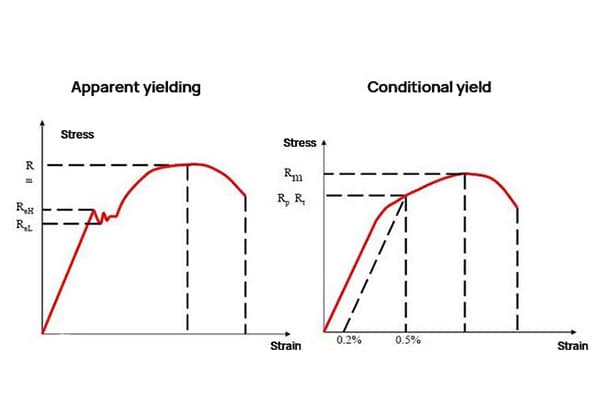
ある材料が曲がる一方で、ある材料がなぜ壊れるのか不思議に思ったことはないだろうか。この重要な挙動は、降伏強さによって決まります。降伏強さは、材料が破断する応力を定義する重要な特性です。
リチウムイオン電池が現代技術に欠かせないのはなぜか?その複雑な製造工程には、電極シートの製造からセルの合成、最終的なパッケージングまで、50以上の工程が含まれる。この記事では、各工程で必要不可欠な機械とその精度に焦点を当てながら、これらの段階を詳しく紹介する。このプロセスを理解することで、スマートフォンから電気自動車まで、あらゆるものに電力を供給するこの強力なエネルギー源の製造における技術革新と課題について洞察することができる。複雑な工程を理解することで、バッテリーの性能と安全性において、すべての部品と手順がいかに重要な役割を果たしているかを知ることができる。

リチウムイオン電池は、正極と負極、セパレーター、電解質、集電体、バインダー、導電性添加剤など、複数の部品から構成される高度な電気化学システムである。その作動には、両電極での複雑な電気化学反応と、リチウムイオンおよび電子の輸送メカニズム、さらに熱管理プロセスが関わっている。
リチウムイオン電池の製造は、50以上の異なる工程を含む複雑なプロセスである。具体的な製造方法はセルの形状(円筒形、角柱形、パウチ形)によって多少異なるが、全体的な製造は大きく3つの段階に分類できる:
リチウムイオンバッテリーに関連する重要な安全要件を考えると、製造装置は、製造サイクル全体を通じて、精度、安定性、自動化に関する厳しい基準を遵守しなければならない。
リチウム電池の製造装置は、電極材料、セパレータ材料、電解質など、さまざまな部品を慎重に制御された順序で加工し、組み立てるために設計された幅広い専用機械を含みます。この装置は、リチウムイオン電池の性能特性と製造コストの両方を決定する重要な役割を果たしています。
製造設備は、前述の3つの主要な生産段階に従って分類することができる。典型的なリチウムイオン電池の生産ラインでは、前工程が約40%、中工程が約30%、後工程が約30%である。この分布は、最適な電池性能と費用対効果を確保するために、すべての段階で高品質の設備に投資することの重要性を強調している。

前工程の目的は、正極シートと負極シートを製造することである。前工程の主な工程には、混合、コーティング、圧延、スリットなどがある、 シートカットそして型抜きである。この工程で使用される機器には、ミキサー、コーターなどがある、 圧延機スリット機、シートカット機、ダイカット機。
電極材料の混合(バキュームミキサーを使用)は、正極用と負極用の固体電池材料を溶媒と均一に混合してスラリーを作る。電極材料の混合は前工程の出発点であり、塗工や圧延など後工程の基礎となる。
塗工(塗工機を使用)とは、混合したスラリーを金属箔に均一に塗工し、乾燥させて正極板と負極板を形成する工程である。前工程の核となる工程であるため、塗工の良し悪しは完成した電池の安定性、安全性、寿命に大きな影響を与える。そのため、塗工機は前工程で最も重要な設備となります。
圧延(圧延機を使用)は、電池のエネルギー密度を高めるために、塗工された電極シートをさらに圧縮する工程である。圧延後の電極シートの平滑性は、スリット加工などの後工程の効果に直接影響します。また、電極シート中の活物質の均一性も間接的に電池の性能に影響します。
圧延機の原理:
巻き戻し → 修正を伴う巻き戻し → 対向ローラー → 巻き上げ → 修正を伴う巻き上げ
スリット(スリットマシンを使用)とは、幅広のロール状電極シートを必要な幅の複数の細幅ストリップに切断する工程である。スリット工程では、電極シートに剪断力がかかり、破断する可能性があるため、得られる細幅ストリップの品質に影響を与えます。バリやシワがないことを含め、細幅ストリップのエッジの滑らかさは、スリッターの性能を評価する上で重要な要素です。
スリッターの原理:
アンロール → アンロール補正 → プロセス補正 → トラクション → メインドライブ → ロールアップ → ロールアップ補正。
シート切断(シート切断機を使用)には、電極シートの細長いストリップにタブを溶接したり、保護紙を貼り付けたり、タブを封止したり、あるいは、以下のような方法が含まれる。 レーザー切断 を形成する。このタブは後の巻取り工程で使用される。型抜き(型抜き機を使用)とは、被覆された電極シートを後続工程で使用するために特定の形状に切断する工程である。
ダイカッティングマシンの原理:
展開→スタンピング→型抜き→牽引→巻き取り。
リチウム電池製造における中間工程の目的は、セルを製造することである。リチウム電池の種類によって、中間工程の技術ルートや設備が異なる。
中段工程は、基本的に前段工程で作られた正極シートと負極シートを、セパレータと電解液とともに整然と組み立てる組立工程である。
角型(パウチ型)、円筒型(ロール型)、パウチ型セルとエネルギー貯蔵構造が異なるため、リチウム電池の種類によって中間工程で使用する技術ルートや設備に大きな違いがある。
具体的には、角セルや円筒セルの中工程には主に巻取り、射出、包装があり、巻取り機、射出機、包装機(シェル挿入機、溝ローラー、シール機、溶接機)などの設備が必要となる。
パウチセルの中工程には、主に積層、射出、包装があり、積層機、射出機、包装機などの設備が必要である。
巻取り(巻取り機を使用)とは、前工程で製造された電極シート、またはロールtoロール型抜き機で製造された細長い電極シートをリチウムイオン電池のセルに巻き取る工程である。主に角形や円筒形のリチウムイオン電池の製造に用いられる。
巻線機はさらに角型巻線機と円筒型巻線機に分けられ、それぞれ角型と円筒型のリチウムイオン電池の製造に使用される。角型巻線機は円筒型巻線機に比べ、より高い張力制御が要求されるため、角型巻線機の技術はより難しいものとなっている。
積層(積層機を使用)とは、型抜き工程で作られた電極シート1枚1枚をリチウムイオン電池のセルに積層する工程で、主にパウチセルの製造に使用される。
角型や円筒型セルに比べ、パウチ型セルはエネルギー密度、安全性、放電性能において大きな利点がある。しかし、積層プロセスには複数のサブプロセスと複雑なメカニズムが含まれ、並行して動作する必要があるため、複雑な動的制御によって積層効率を向上させることは困難である。
対照的に、巻取り機の巻取り速度と効率は直結しており、効率を上げる方法は比較的簡単である。現在、スタックセルとワインドセルでは、生産効率と歩留まりに開きがある。
インジェクションマシン(注入機を使用)とは、リチウムイオン電池のセルに電解液を正確に注入するための装置である。
射出成形機の原理:
電解液リングの挿入→バッテリーの組み立て→バッテリーへの電解液注入→真空引き→バッテリーの放電。
セル封止(シェル挿入機、溝ローラー、シール機、溶接機などの封止装置を使用)とは、巻回されたセルをリチウムイオン電池の外装に入れる工程である。
シェル挿入機の原理:
セル供給→絶縁シート供給→シェル供給→組立→出荷。
溝ローラーマシンの原理:
ローディング→引きテープの吸引→ローリング溝への流入→ローリング→排出。
シール機の原理
マテリアルリサイクル→供給→真空抽出→パンク→包装。
溶接の原理 マシンだ:
固定具を取り付ける レーザー溶接 → 保護フィルムを剥がす→全ユニットの内部抵抗を測定→全ユニットの気密性を確認。
後工程の生産目標は、リチウムイオン電池の形成と包装を完成させることである。中工程が終了する頃には、電池セルの機能構造が形成されており、後工程の意義は、これを活性化し、試験、選別、組立を経て、安全で安定したリチウムイオン電池を形成することにある。
後工程の主な工程には、形成、容量選別、試験、選別があり、関係する設備には主に充放電機と試験装置が含まれる。
形成(充放電装置を使用)とは、まず電池セルを充電して活性化させるプロセスである。この過程で、負極の表面に有効な固体電解質界面(SEI)膜が形成され、リチウムイオン電池が初期化される。
容量選別(充放電装置を使用)は、形成工程後に設計基準に従って電池セルの容量を測定するために使用される。
電池セルの充放電は、形成と容量選別のプロセスで不可欠な部分であり、充放電装置は後工程で最も一般的に使用される中核設備となっている。
充放電装置の最小動作単位は "チャンネル "であり、"ユニット"(BOX)は複数の "チャンネル "から構成される。複数の "ユニット "を組み合わせることで、充放電機を構成する。
試験工程(試験装置を使用)は、充電、放電、アイドル状態の前後に実施され、選別は試験結果に基づいて、一定の基準に従って形成・容量選別工程後の電池を分類・選別する。
検査・選別工程の意義は、不良品を排除するだけでなく、実際の使用ではセルを並列・直列に組み合わせることが多いため、同じような性能の電池を選別し、電池全体の性能を最適化することにある。
リチウムイオン電池の生産は、リチウムイオン電池の生産設備に大きく依存している。電池に使用される材料に加え、製造工程や製造設備も電池の性能を左右する重要な要素である。
当初、中国は輸入リチウムイオン設備に頼っていたが、数年の急速な発展を経て、中国のリチウムイオン設備企業は技術、効率、安定性などの面で徐々に日本や韓国の設備企業に追いついてきた。
中国企業は費用対効果やアフターメンテナンスの面でも有利だ。
現在、中国はリチウムイオン設備企業群を形成しており、国際市場に進出するハイエンド設備の名刺代わりとなっている。リチウムイオンリーダーの垂直提携と海外生産の拡大により、リチウムイオン設備産業は生産の川下拡大により、新たな急成長期を迎えると予想される。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。