
4ロール曲げの荷重解析とパワー計算
巨大な金属板がどのようにして精密な円筒形に変形するのか、不思議に思ったことはないだろうか。この記事では、4本ロール板曲げ機の魅力的なメカニズムを紹介し、その構造、動作原理、重要な...
厚い鋼板を完全な円柱に曲げようとするとき、どれだけの力が必要でしょうか。この記事では、左右対称の3ロール式板曲げ機に必要な荷重と動力を決定するための重要な計算について掘り下げます。各パーツの設計に必要な力の解析、必要なトルク、メイン駆動システムに必要なパワーについて学びます。これらの計算を理解することで、効率的でコスト効果の高い板曲げ機を作成するための洞察を得ることができます。

板ロール曲げ機には大きな負荷がかかるため、その部品には高い強度が求められます。これは、過酷な運転条件下で機械の耐久性と性能を確保するために非常に重要です。
今日の競争市場において、プレートロールのコスト削減は極めて重要です。そのためには、コストを最小限に抑えながら品質を維持するために、精度と信頼性を両立させた機械設計が必要です。
ロールベンディングマシンを効果的に設計するには、まず包括的な力解析を行うことが不可欠です。この解析により、機械の各部分の設計に必要な基本的なパラメータが得られ、すべてのコンポーネントが遭遇する操作上のストレスに耐えられることが保証されます。
さらに、メイン・ドライブ・システムの駆動力を計算することも重要です。この計算は、主駆動システムを設計し、適切なモーターを選択し、機械が効率的かつ効果的に動作することを保証するために極めて重要です。
したがって、詳細な力分析を行い、駆動力を正確に計算することは、ロール曲げ機の設計プロセスにおいて重要なステップとなる。
この投稿では、対称型3本ロール曲げ機の荷重能力を計算する方法を概説します。この方法は、他のタイプの板曲げ機の参考にもなります。 圧延機その設計と最適化への基礎的なアプローチを提供する。
そのとき 板圧延機 鋼板は鋼管に巻き込まれる。
この時、材料の応力は降伏限界に達している。
したがって、管断面の曲げ応力分布は下図(b)のようになり、断面の曲げモーメントMは次のようになる:

上記の式では
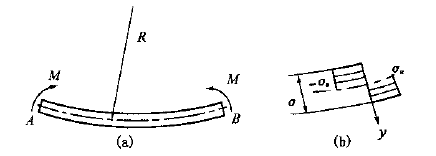
図.1 ロール曲げの応力分布
材料の変形を考慮する場合、補強が必要であり、補強係数Kを導入して式(1)を修正する:

上記の式では
圧延時 鋼板このときの力の状態は下図のようになる。力の釣り合いから、支持力F2 ロールプレート上の荷重は次式で求められる:
上記の式では
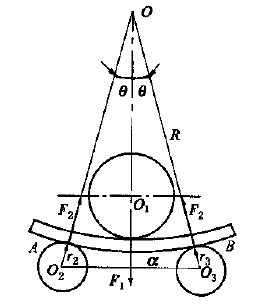
図.2 ロール曲げの力解析
板厚δが圧延管の最小径よりはるかに小さいことを考慮すると、中立層の半径Rは約0.5dとなる。分計算を簡単にするため、上記の式は次のように変更できる:

力のバランスによれば、圧力力F1上ローラーから発生する圧延板への作用は次の通りである:

の下部ローラー。 板圧延機 は駆動ローラであり、下部ローラの駆動トルクは変形トルクTn1 と摩擦トルクTn2.
その過程で 鋼板圧延鋼板のAB断面(図1aおよび図2参照)に蓄積される変形能力は2Mθコストに見合う時間は2θR/V (V はローリング速度)。
この比率は、変形トルクTn1すなわち:

だから

摩擦トルクには、上下のローラと鋼板との間の転がり摩擦トルクと、ローラネックとシャフトスリーブとの間の滑り摩擦トルクが含まれ、以下のように計算することができる:

上記の式では
設計段階ではまだサイズは正確ではなく、値はDi = 0.5di (i=1, 2).下側ローラ駆動トルクTは、変形トルクTn1 と摩擦トルクTn2.

下側のローラー駆動力は

上記の式では
の値からメインモーターのパワーを求めることができる。 P.

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。






