
溶接電圧と電流の選択:ヒント
完璧な溶接を達成するためには、技術だけでは不十分である。この2つのパラメーターは、溶接の生命線であり、溶接から溶接に至るまで、すべてを左右する。
なぜマグネシウム合金の溶接部は時々失敗し、高価で危険な問題を引き起こすのでしょうか?この記事では、ストーマ、スラグ巻き込み、亀裂など、マグネシウム合金の溶接部に見られる一般的な欠陥を明らかにします。これらの問題とその原因を理解することで、エンジニアと溶接工は溶接の品質と信頼性を大幅に向上させることができます。より安全で耐久性のある溶接を確実にするために、これらの重大な溶接欠陥を検出、防止、修正する方法をご覧ください。
溶接構造物、製品、接合部に求められる要件は、接合性能、組織的要件など多岐にわたる。さらに、外観、形状、寸法精度、溶接形成、表面、内部に欠陥があってはならない。
問題を迅速に特定し解決するため、一般的にはまずマクロ分析を行い、必要に応じて顕微鏡分析を行う。マクロ解析の主な焦点は、以下の欠陥解析です。 溶接継手.
低倍率金属組織分析法は、高倍率微細構造分析とともに、検査を通じて溶接継手の内部欠陥の原因を特定するために利用されます。これにより、欠陥を回避・除去する方法を特定し、溶接継手の品質を向上させることができます。
サンプリング、研磨、エッチング、低倍率写真撮影により、溶接継手のマクロ欠陥を明瞭かつ直感的に検査することができる。これは、対応する溶接規格と組み合わせて、溶接継手の欠陥の有無を評価するために使用されます。 溶接工程作業員、構造など、関連する使用条件を満たしている。
溶接部のマクロ欠陥は、形成原因と欠陥形態に基 づいて、主に以下のカテゴリーに分けられる:
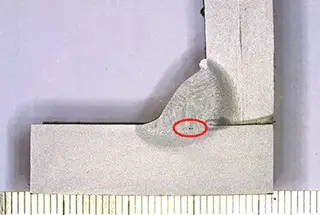
溶接の結晶化過程では、ガスが溶接プールに閉じ込められ、抜け出る前にストーマを形成することがある。
ストーマは、溶接継手の表面と内部の両方に発生する一般的な欠陥の一種である。
このような欠陥は、従来の溶接製造方法では発見が難しく、深刻な被害をもたらす可能性がある。
溶接部内に発生する気孔を内部気孔と呼び、溶接部の外側に見える気孔を表面気孔と呼ぶ。

スラグ・インクルージョンとは、スラグやその他の不純物が含まれていることを指す。金属材料 これは一般的な溶接欠陥である。
で 溶接技術 サブマージアーク溶接のようなフラックス入りワ イヤを使用する溶接では、ワイヤの析出不良の結 果としてスラグが形成されることがある。CO2 フラックスを使用しない溶接では、多層溶接金属 内に残る脱酸生成物からスラグが発生する場合が ある。

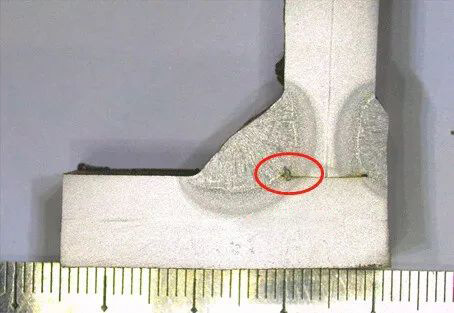
インコンプリート・ペネトレーション(不完全浸透)とは、関節の根元部分にある、関節包への浸透が不十分な部分のことである。 溶接工程.
不完全融合は一般的な溶接欠陥で、融合した 溶接金属と母材、または融合した溶接金属と隣接 する溶接ビードまたは層との間に局所的な隙間があ る場合に発生する。
母材と溶接金属の間にある、溶接中に完全に溶けきらなかった部分。 スポット溶接 を不完全融合と呼ぶ。


溶接き裂は、その外観と原因から、高温き裂(結晶化き裂、高温液状化き裂、多面化き裂など)を含むいくつかの種類に分類することができる、 ひび割れ (遅延き裂、硬化脆化き裂、低塑性き裂など)、再加熱き裂、ラメラ裂などがある。
アンダーカットは、アンダーカット欠陥とも呼ばれ、 溶接中に析出した金属が母材の溶融部分を完全に 覆わない場合に発生する。
この隙間は、溶接アークが溶接部からの溶融金属で埋め られることなく溶接部の端部を溶かしたために生じる。 溶接棒.
アンダーカットが深すぎると、接合部の強度が弱くなり、アンダーカットの位置で構造的な損傷を引き起こす可能性がある。

前述した欠陥に加え、その他の一般的な欠陥もある。 溶接欠陥 ポロシティ、コールド・ラップ、バーンスルー、溶接ビーディング、引け巣、ピット、崩壊、不均一な溶接脚の大きさ、過度の凹凸、不等な溶接トウ角などが含まれる。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







