
26 製造を強化する最先端の金属成形技術
日常的に使われている金属製品が、どのようにして形作られているのか不思議に思ったことはないだろうか。この記事では、鍛造や圧延のような伝統的な方法から現代の革新的な方法まで、金属成形に使われる26の高度な技術を紹介する。
日用品がどうやってくっついているのか不思議に思ったことはないだろうか。私たちが遊んでいるプラスチックのおもちゃから、私たちが渡っている頑丈な金属の橋まで、接合技術が働いている。このブログでは、様々な魅力的な材料の溶接・接合方法を探求し、その強度と耐久性の秘密を明らかにします。材料接合の魔法を解き明かす準備をしよう!
ホットガス溶接とも呼ばれる。
圧縮空気または不活性ガス(通常は窒素)を溶接ガンのヒーターを通して希望の温度に加熱し、プラスチック表面と溶接棒に吹き付け、最小限の圧力で溶融・接着させる。
酸素に敏感なプラスチック(ポリアミドなど)は、加熱媒体として不活性ガスを使用する必要があるが、その他のプラスチックは一般的にろ過空気を使用することができる。この方法は、ポリ塩化ビニル、ポリエチレン、ポリプロピレン、ポリオキシメチレン、ポリスチレン、アセテート・カーボネートなどのプラスチックの溶接によく用いられる。

ホットプレス 溶接は、熱と圧力を用いて金属ワイヤーを溶接部の金属と融合させる。その原理は、熱と圧力によって溶接部の金属に塑性変形を起こさせ、溶接界面の酸化層を破壊することにある。これにより、ワイヤーが溶接金属の接触面と原子間引力の範囲に入り、原子間引力が生じ、接合の目的が達成される。
ホット プレート溶接 は引き出し式の構造を採用しており、ホットプレート機の熱が電気加熱によって上下のプラスチック加熱部品の融着面に伝わる。これにより両者の表面は溶融し、その後ホットプレート機が素早く引き抜かれることで、加熱された両者の溶融面が融合・凝固し一体化する。
機械全体はフレーム形式で、上部テンプレート、下部テンプレート、ホットテンプレートで構成され、ホットモールドと上部および下部プラスチック冷却モールドを備え、空気圧制御で作動する。
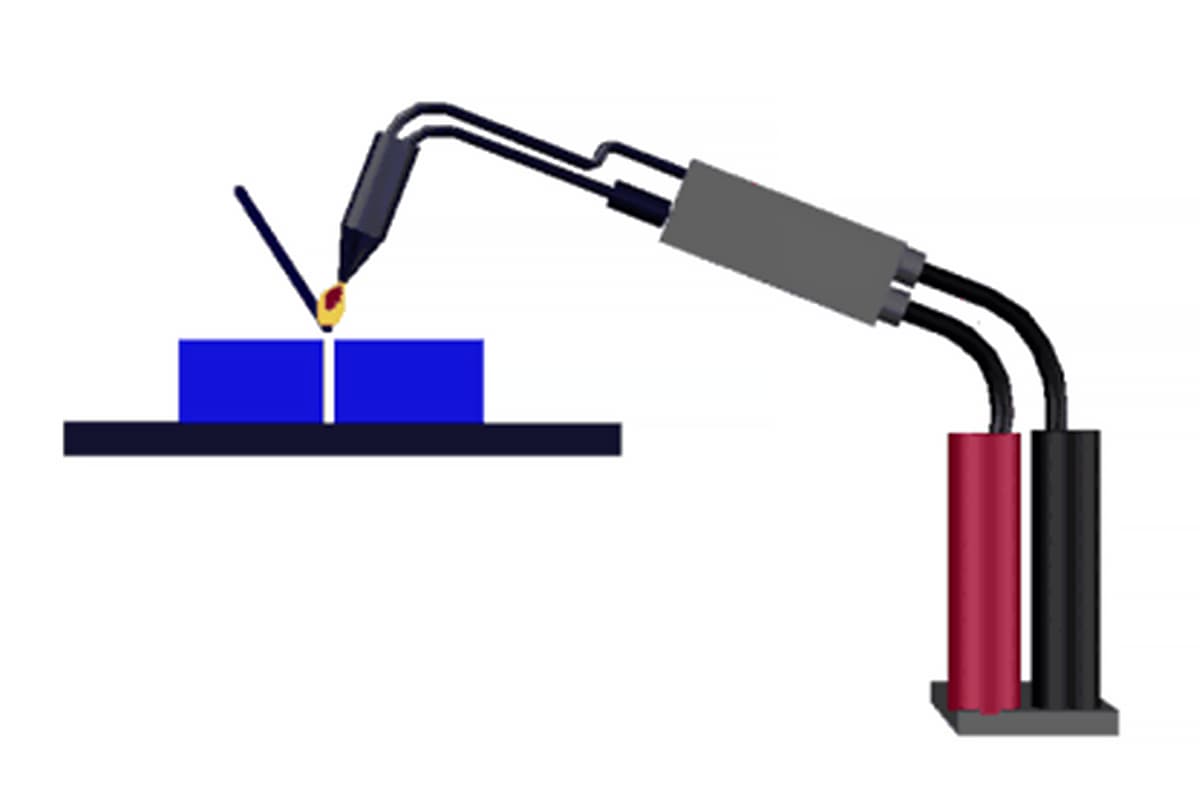
超音波金属溶接は、溶接が必要な2つの金属の表面に伝達される高周波振動波を利用する。加圧下で2つの金属表面がこすれ合い、分子層間の融合をもたらす。その利点は、速度、エネルギー効率、高い融合強度、良好な導電性、火花がないこと、冷間加工に近い性質などである。
しかし、溶接される金属片の厚さがあまり厚くできないこと(一般に5mm以下)、溶接箇所があまり大きくできないこと、加圧が必要であることなど、欠点もある。
レーザー溶接 は、高エネルギー密度のレーザービームを熱源として利用する、効率的で精密な溶接方法である。レーザー材料加工技術の重要な側面である。通常、材料の接合には連続レーザービームを使用する。冶金物理学的プロセスは電子ビーム溶接に極めて類似しており、エネルギー変換メカニズムは「キーホール」構造によって完結する。
空洞内の平衡温度は約2500℃に達し、高温の空洞壁から熱が伝わり、空洞を取り囲む金属を溶かす。キーホール内は、ビーム照射下で壁材が連続的に蒸発することで発生する高温蒸気で満たされる。
ビームが連続的にキーホールに入り、外側の材料が流れるため、キーホールはビームの動きとともに安定した状態を保つ。溶融金属は、キーホールが移動した後に残る空隙を埋め、その後凝固する。 溶接継ぎ目.
ろう付け は、接合する部品よりも融点の低い溶加材を、十分に流動性が出るまで加熱する溶接技術である。この流体は、毛細管現象(湿潤と呼ばれる)によって2つの部品の隙間を満たし、凝固すると2つの部品を接合する。
米国では伝統的に、この方法は温度が800°F(427℃)を超える場合はろう付けと呼ばれ、そうでない場合はソフトはんだ付けと呼ばれる。
手溶接は、手持ちの溶接トーチ、溶接ガン、溶接クランプを操作する溶接方法である。
抵抗溶接は、金属やプラスチックのような熱可塑性材料を加熱によって接合する製造プロセスおよび技術である。この方法は、電極を通して加圧し、接合部の接触面および隣接する領域を電流が通過する際に発生する抵抗熱を利用して、組み立てられた被加工物を溶接する。
摩擦圧接 は、機械的エネルギーを動力源とする固体溶接プロセスである。ワークピースの端面の摩擦によって熱を発生させ、塑性状態にすることで機能する。 溶接工程 鍛造溶接によるもの。
エレクトロスラグ溶接 は、溶融スラグを通過する電流によって発生する抵抗熱を熱源として利用し、溶加材と母材を溶融するプロセスである。その結果、凝固時に金属原子同士が強固に結合する。溶接工程の開始時、溶接ワイヤーを開先と短絡させてアークを発生させる。最小量の固形フラックスが連続的に添加され、電気アークの熱で溶けて液体スラグが形成される。
スラグが一定の深さに達すると、溶接ワイヤの送給速度が増加し、電圧が低下してワイヤがスラグ・プールに挿入される。アークが消え、エレクトロスラグ溶接プロセスに移行する。エレクトロスラグ溶接の主な種類には、消耗ガイド・エレクトロスラグ溶接、非消耗ガイド・エレクトロスラグ溶接、ワイヤ電極エレクトロスラグ溶接、および板電極エレクトロスラグ溶接がある。
この方法の欠点には、投入熱量が大きいこと、接合 部が高温に長時間さらされること、溶接継ぎ目近 辺で過熱が発生すること、溶接金属中に粗大な結晶 鋳造組織が発生し、衝撃靭性が低くなることなどがあ る。通常、溶接部品には、焼ならしや焼戻しなどの 溶接後熱処理が必要である。

高周波溶接は、エネルギー源として固体抵抗熱を利用するプロセスである。溶接中、高周波電流がワーク内に抵抗熱を発生させ、ワークの表面積を加熱する。 溶接ゾーン を溶融状態または塑性に近い状態にする。その後、鍛造圧力が加えられ(あるいは加えられず)、金属同士の結合が促進される。
リベッティングとは、2枚の比較的薄い板を接続する方法を指す。これは以下の方法で達成される。 ボーリング 適切な位置に穴を開け、リベットを挿入し、リベットガンを使ってリベットを固定する。
熱融着とは、融点まで加熱した後、液体状態に移行して接続する方法である。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







