機械エンジニア面接の質問トップ20:次の面接を勝ち抜くために
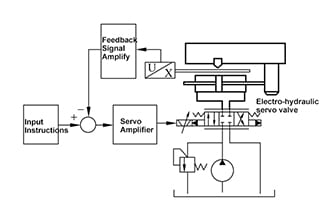
機械工学の面接を突破するためには、どのような質問が有効なのだろうか?この記事では、トランスミッションシステムから機械工学の様々な側面をテストするトップ20の質問に飛び込む...
日用品がどのようにして金属から丹念に作られているのか、不思議に思ったことはないだろうか。この記事では、リベットの技術から溶接機のニュアンスまで、機械製造における444の本質的な概念を解き明かします。曲げ加工中の金属変形の背後にある科学に飛び込み、業界で使用される様々な切断方法を発見してください。初心者でもプロフェッショナルでも、私たちの世界を形作る複雑なプロセスに関する貴重な洞察を得ることができます。現代の製造業を動かしている魅力的な力学を探求する準備をしましょう!

機械製造の魅力的な世界に興味がありますか?金属構造のさまざまな形態や、それらを接続するために使用されるさまざまな方法について学びたいですか?機械知識に関するこの包括的なガイドをご覧ください。
リベット打ちのプロセスから、さまざまな 溶接の種類 この記事はそのすべてを網羅している。ロフティングとマーキングの手順、材料利用の重要性、そして、さまざまな 鋏の種類 カッティングに使用。
曲げ加工中に発生するさまざまな種類の変形と、曲げ加工に使用されるさまざまな方法について学ぶ。
あなたが熟練したプロフェッショナルであろうと、機械製造の分野で働き始めたばかりであろうと、この記事は貴重な洞察と知識を提供してくれるに違いない。
さあ、シートベルトを締めて、魅力的な機械知識の世界に飛び込む準備をしよう。
A: ネスティングと余剰資材の活用を一元化する必要がある。
A: (1)交差線は2つのボディの共通線であり、分割線である。
(2)フォームが一定の範囲を持っているため、交線は常に閉じている。
A: 振動剪断機は、様々な曲線や内孔を剪断することができます。
A:外ねじ加工に使用する工具で、切削部、位置決め部、逃げ穴から構成される。
A: 材料の種類、厚さ、溶接方法、製品の機械的性質に関係します。
A: 弾性変形と塑性変形。
A:溶融池の方向に移動し、溶接の方向に移動し、水平方向に揺れる。
A: 1人が熱し、パスし、1人がリベットを拾い、1人がリベットを支え、1人がリベッティングする。
A: トルクの伝達を高めるために使用される。 ボーリング メインシャフトの穴またはドリルスリーブにノックアウトする。
A: 切削工程中、ビットの掘削方向を完全に保つことができます。同時に、それは穴の壁を修理する機能を備え、それはまた切断部分のバックアップ部分である。
A:機械的なクリアランスの急激な回復とボール盤の弾性変形により、ドリルが被削材を貫通する際に軸方向の抵抗が急激に減少し、ドリルが自動的に大きな送り量で切り込まれます。その結果、ドリルビットが破損したり、穴あけ品質が低下する。
A: 摩擦を減らし、ビットの抵抗および切断温度を減らし、穴あけビットの切断能力および穴の壁の表面の質を改善する。
A:回転運動を往復直線運動にするだけでなく、力の増幅効果も実現できる。
A: ベンド・アングル・スチール、チャンネル・スチール、 Iビーム をある角度に向ける。
陽極エリアとアーク柱。
A: 溶融池に向かって移動し、溶接方向に沿って移動し、水平スイングを行う。
A:2つの面の共通線であると同時に分割線でもあり、空間的には常に閉じている。
A:しわと気泡、直線状のエッジの張力によるくぼみ、表面のマイクロクラック、縦方向の裂け目、たわみ、楕円。
A:斜め切断ダイ;ステップダイ;加熱ダイ
A:金型への密着度、素材のストレッチ成形の許容変形量。
A: 素材の最大変形と伸びによる。
A: 素材の特性、引っ張りの巻き付け角度、摩擦係数、プレキャストの引っ張り形状によります。
A: ガイドピン、ガイドスリーブ、ガイドプレート
A: 作業部、材料位置決め部、搬出部、金型ベースから構成されています。
A: 素材と金型間の摩擦を減らし、キャビティ内の素材の流れを制御します。
A: 手作業による曲げ加工では、シートの内面に圧力がかかるため、反動が発生します。
A:垂直な2本の線または面を基準とする;2本の中心線を基準とする;平面と中心線を基準とする。
A: 直角三角形の直角として任意の射影平面上に線分を投影したもの。平面の垂直軸上の投影の長さは角度の反対である。斜辺は線分の長さである。
A: 交差線は、2つの外縁が同一球面内で交差するときの平面曲線である。このとき、2つの回転体の軸が基本射影平面と平行であれば、平面上の交線の射影は2つの交線となる。
A: すべてのテセレーション線は互いに平行です。円筒面を平行面で切断しても断面図形の断面は同じです。
A: テセレーション線はすべて1点で交差する。円錐の断面は、円筒面を平行平面で切っても同様である。円錐の頂点で交差する線は三角形です。
A:速い動きで、スライダーをストロークのどの位置でも停止させることができます。一旦過負荷がかかると、フライホイールと摩擦ディスクの間に滑りが生じるだけで、機械を損傷することはありません。
A: (1)生産効率が高い。1回のプレスで1つの工程を完了させることができ、時には多くの工程を完了させることができます。
(2)高い材料利用率。
(3)同一製品のプレス部品の形状・寸法が同じであり、互換性が良い。
(4)操作が簡単で、機械化、自動化を実現しやすい。
A: 一般的に、シート材はブランキングされ、2つの部分、つまりブランキング部分とミシン目部分が形成されます。切断の目標が、ワークの外観を一定にすることである場合、つまり、必要なブランキング部分をブランキングと呼びます。逆に、切断の目標がある形状の内孔を加工することである場合、落下部分は穴抜きと呼ばれる廃棄物である。
A:弾性変形、塑性変形、割れ、分離。
A: 外力は部品内部に内部応力を発生させます。外力がなくなると内部応力が発生します。
A: 加熱と冷却のムラです。部品の内部応力による変形の主な原因です。
A: 主に縦方向と横方向の収縮を示す。
A: 変形が外力によるものか、内部応力によるものか。
A: 歪みが主な矛盾だ。歪曲の順序に従って行うべきである。
A: (1)外力による変形 (2)内部応力による変形。
A: 鉄骨構造では、薄板は多くの場合、様々なフレームと組み合わされたり溶接されたりするが、フレームによって制限される。
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: 上下ローラーの相対位置を調整してください。
A:左右対称と非対称。
A: 二等辺三角形
A: 非対称の三軸ローラーによって転がされる工作物は版の始めでだけまっすぐな頭部がある、工作物が転がされる限り、転がる工作物を再度回しなさい、両端のまっすぐな端は除去することができる。
A: いいえ
A: いいえ
A: ブランキング力を計算する際に選択する安全係数は、刃先の摩耗、金型の隙間、材料の機械的特性を考慮します。一般的に、Kpは13に等しい。
A: 構造上、オープンクランクプレスのベッドはハの字型構造で、偏心スピンドルの回転運動はコネクティングロッドによってスライディングブロックの上下往復運動に変換されます。クローズドプレスのフレーム構造はクランクシャフトに置き換えられている。
A: オープンクランクシャフトプレス C - 三面が開いた形状のベッドで、特に大型の板金端面プレス加工に適している。しかし、この形式のベッド構造自体の剛性が低いため、耐荷重が小さい。クローズドクランクシャフトプレスのフレーム構造は、コラムによって制限され、作業テーブルの面積が制限され、操作スペースが小さいので、プレス部品の周囲のサイズに一定の制限があります。フレーム構造は剛性が高く、荷重は大きく均一である。
A:凸型と凹型の間の隙間が小さすぎると、刃に近い材料の亀裂が一定の距離でずれるため、上下の砥粒間の材料は、ブランキングプロセスが継続するにつれて、2回目の切断によって断面品質に影響を与えます。隙間が大きすぎると、凸型の端部付近の素材の割れが距離をおいてずれるため、素材が大きく伸びてしまう。素材端部のバリ、倒れ角、傾きが大きくなり、ブランキングピースの断面品質にも影響します。また、クリアランスが小さすぎたり、大きすぎたりすると、オフセットの大きさの偏差が一定の影響を及ぼします。
A: 1) 材料の機械的性質と熱処理。
2) 曲げ角度 ワークの
3) 素材の形状とサイズ。
4) 曲げ方向
5) 材料の厚さ、表面および側面の品質など、その他の側面。
A:そのようなことはない。 溶接工程 は、溶接構造物の加熱と冷却の不均一なプロセスであり、これが溶接構造物の内部応力の主な原因である。さらに、鋼構造のすべての部品は、ビレット状態または部品に加工された後に残留応力を持つ可能性がある。溶接された後、これらの残留応力は、新たな鋼材に組み立てられる可能性がある。 内部応力.
A:設計と工程。設計とは、構造設計の合理性、溶接の位置や形状を指す。 溶接溝.そのプロセスとは、合理的な溶接手順、溶接順序、さまざまな変形防止および変形防止方法の使用、応力を除去するための措置を指します。
A: 鉄骨構造は、溶接、リベット、連結ボルトによって連結される。これらの部品は、有機的な一体性を形成するために相互に連結され、相互に制限されている。
A: 1.部品の変形の原因を分析し、その変形が外力によるものか、内部応力によるものかを突き止める。
A:1.加熱温度は、鋼の塑性変形を引き起こすのに十分な適切な温度であるべきであり、温度は高すぎるべきではない、一般的に650〜800℃である。
4: 加熱時 ガス溶接 トーチは前後に振ってはならず、小さな炎は垂直の鋼板であるべきで、内部応力を増加させないように、ホットスポットはあまりにも多くすべきではありません。
A: フレームの構成部品には、構造上相互の制約が強く、変形が互いに大きな影響を及ぼす部品がたくさんあります。
A: いいえ
同時に均一に加熱し、最後に700℃以下にならないようにする。
A: ロール曲げの場合、圧延機のローラーの間に金属板を挟みます。ローラーの回転と、ローラーと金属板の間の摩擦によって金属板が動き、曲げ形状が常に形成されます。
A: 曲がったパイプでは、断面の楕円を小さくするために、パイプの中に材料を入れたり、円錐形の溝のローラーをパイプの外側で押したり、マンドレルを使って曲げたりします。
A:スプーン型マンドレルと外壁の支持面が大きく、先端型より平坦防止効果がよく、パイプ曲げ加工中に表面にしわができにくい。スプーン型マンドレルの製造も便利で、広く使われている。
A: (1)パイプを曲げる前のマンドレルの準備を減らし、生産効率を向上させます。
(2) マンドレルの製造を回避し、コストを削減する。
(3)パイプ内の潤滑が不要なため、潤滑と注油の手間が省ける。
(4) エルボーの品質を保証する。
(5) マンドレルとパイプ壁の間に摩擦がないため、曲げ管のトルクが減少し、パイプベンダーの耐用年数が延びる。
A: ギアシャフト、減速機構、ウォームギア、ウォームドライブを介してモーターによって駆動され、曲げ金型を駆動します。
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
最後にサークル・ウェッジ・クランプを使う。
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: いいえ
A: 高すぎると釘棒の初期応力が低下し、低すぎるとリベットが青い脆性現象を起こす。
A: ボアホールの保持と移動に必要なトルクと軸力。
A: 品質がよく、生産性が高く、材料を節約し、コストを削減し、自動化を実現しやすい。
A: 妥当な切断量の選択は、早期摩耗や損傷を防ぐことができます。機械の過負荷を防ぎ、切断精度を向上させます。 表面粗さ ワークの
A: 下穴の直径と内ねじの直径が同じだと、材料がタップに詰まり、タップが破損しやすくなります。大きすぎると、ねじ歯形の高さが足りなくなり、廃棄物となります。
A: (1)溶接金属の充填を最小限にする。
(2) 貫通を確保し、亀裂を避ける。
(3) 最小限の溶接変形を考慮する。
(4) 処理が簡単である。
A: 曲げ材料の機械的特性、曲げ角度、曲げ方向、材料の表面品質、せん断断面の品質、その他の要因。
A:鋼材の加熱後、曲げ力が減少し、弾性現象がなくなり、最小曲げ半径が減少し、加工要件に応じて変形が制御されます。
A:温度が高すぎると鋼材が焼けすぎたり、低すぎると成形が難しくなったり、冷間硬化を起こしたりします。
A:金型形状を変更し、圧力補正方法を採用し、エッジプレス装置を増やし、金型のクリアランスを小さくする。
A:これは便利なだけでなく、モデル期間を短縮し、材料利用率を向上させ、コストを削減することができますので。
空冷:炎が局所的に加熱されると、ワークピースは空気中で自然に冷却される。
水冷:部分的に加熱された金属を水で急冷することで、背面への熱伝導を抑え、前面と背面の温度差を大きくし、成形効果を高める。
A:そのようなことはない。 金型構造 機械加工可能な形状が複雑で、硬いダイは中空部品を加工するのが難しい; 小さなリバウンド、高精度、高品質; 高速処理成形速度; スタンピング装置は必要ありません。
A: 単列と複列が接続されている場合、リベットの直径は板厚の2倍です。単列と複列のダブル・カバー・プレートが接続されている場合、リベットの直径はプレート厚の1.5~1.75倍である。
A: もしリベットが長すぎて、リベットの頭部が大きすぎるなら、リベット・ロッドは容易に曲げられる。リベットが短すぎる場合、橋脚は十分に大きくなく、リベットの頭部成形は不完全である。
リベットが短すぎ、橋脚の大きさが足りず、釘の頭が不完全。
A: 小型で、操作が簡単で、様々な位置にリベット留めできる。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。