2024年機械工学ソフトウェアベスト10
あなたは機械エンジニアの卵で、この分野で活躍したいと考えていますか?このブログでは、機械工学設計ソフトウェアのトップ10をご紹介します。
メカニカルシールが漏れを防ぎ、機械の円滑な運転を確保するためにどれほど重要な役割を担っているのか、不思議に思ったことはありませんか?このブログでは、メカニカルシールの世界に飛び込み、その構成部品、作動原理、メンテナンスのコツについてご紹介します。経験豊富なメカニカルエンジニアとして、この産業界の縁の下の力持ちを理解し、高く評価するための貴重な洞察をお伝えします。メカニカルシールに隠された秘密を探る準備をしましょう!

機械システムにおいて漏れは依然として一般的な問題であり、その主な原因は2つあります。第一に、製造工程上、機械部品には本質的に表面の欠陥や寸法の狂いが生じ、その結果、部品の界面には避けられないクリアランスが生じます。第二に、密閉された領域間の圧力差が、これらのクリアランスを通して作動媒体を駆動します。
これらのクリアランスを緩和または排除することは、効果的な漏れ防止にとって極めて重要である。シーリング機構は、嵌合面間のギャップを埋める役割を果たし、それによって潜在的なリーク経路を隔離または妨害する。これらの機構は、漏れ経路内の抵抗を増加させたり、微小エネルギー変換装置を組み込むことによって機能する。これらのデバイスは局所的な圧力を発生させ、漏れを引き起こす圧力差を打ち消すか完全に中和し、システムの完全性を確保します。
高度なシーリング・ソリューションは、効果を高めるためにさまざまな戦略を採用している:
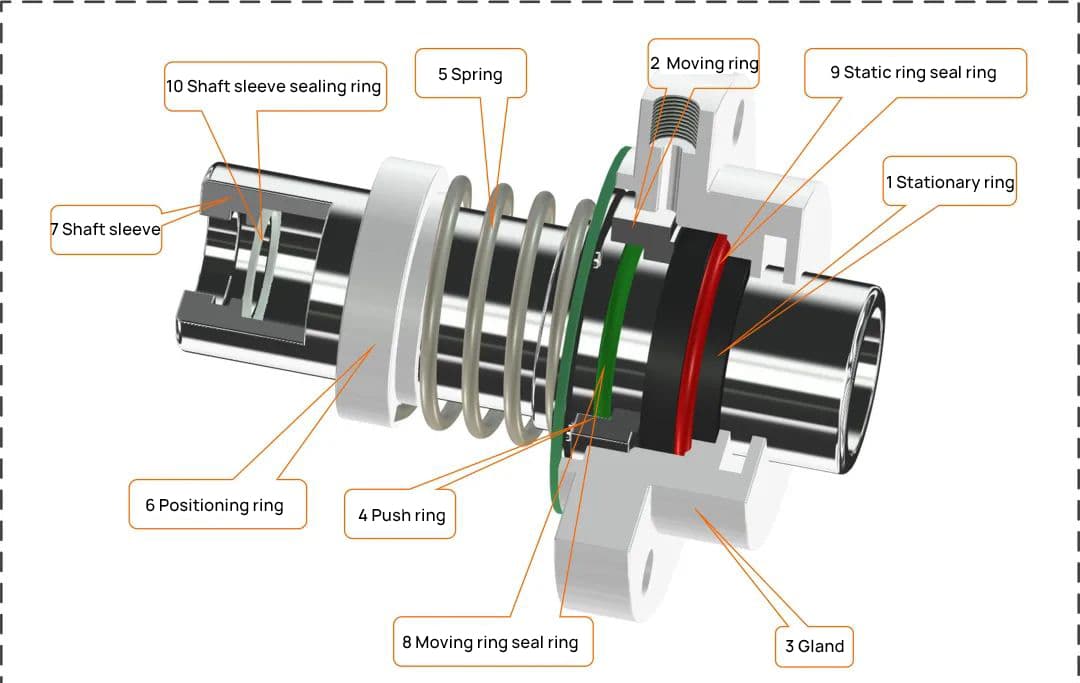
メカニカルシールの基本的な構成部品は以下の通りである:
1) 固定リング
2) 回転リング
3) グランド
4) 襟
5) スプリング
6) 位置決めリング
7) シャフトスリーブ
8) 回転リング用Oリング
9)固定リング用Oリング
メカニカル・シーリングは流体封じ込めシステムにおいて重要な技術であり、回転機器の漏れを防ぐように設計されている。メカニカルシールは、回転軸に垂直に配置された少なくとも1対の精密加工された端面から構成されています。これらの端面は密に接触した状態に保たれ、流体圧力と補償機構の弾性(または磁力)の複合的な影響下で相対的な摺動運動を行います。
メカニカルシールの核となるのはシール界面であり、高度に研磨された2つの面(1つは静止面、もう1つは回転面)が微小な隙間を作り、漏れを最小限に抑えながら制御された流体膜の形成を可能にします。このダイナミックなシール作用は、油圧負荷、バネ力、材料特性の微妙なバランスによって達成されます。
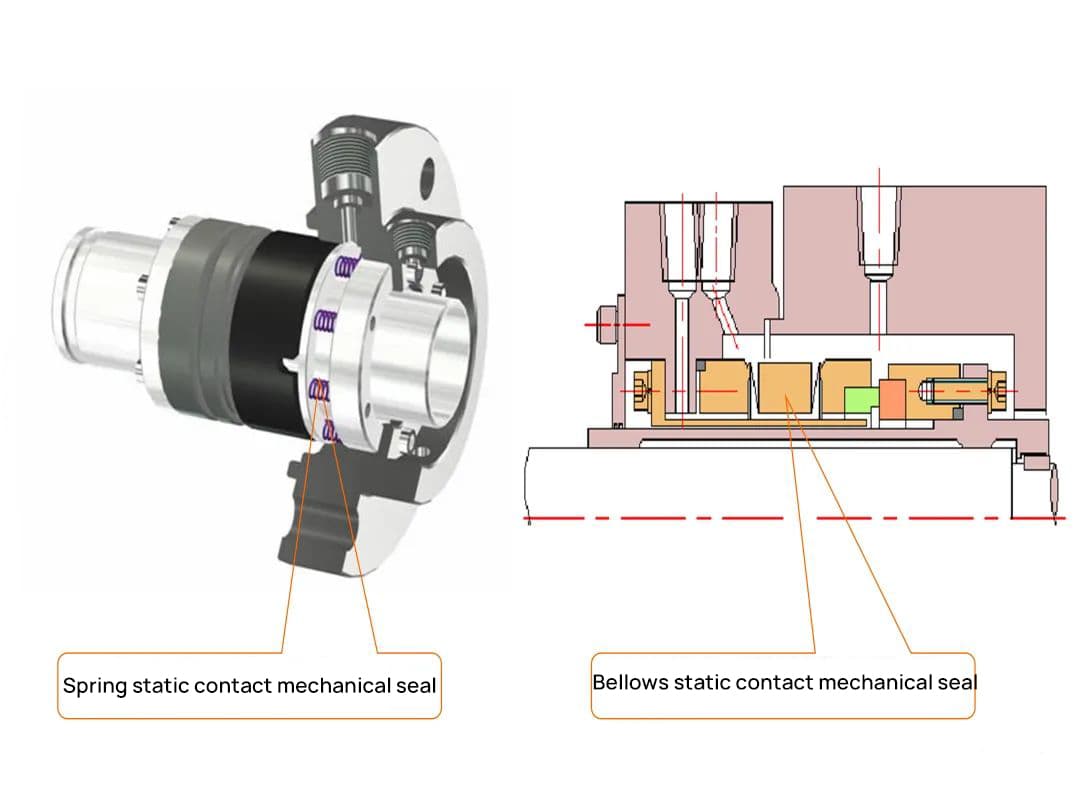
Oリングやガスケットのような補助的なシール部品は、静的な接合部からの漏れを防ぐことにより、一次シール機能を補完します。ベローズメカニカルシールとして知られる特殊なものは、二次シールエレメントとスプリング機構として柔軟な金属またはエラストマーのベローズを組み込んだものです。この設計は、軸方向スペースの節約、摩擦の低減、特定の用途における化学的適合性の向上という点でメリットがあります。
メカニカル・シールの有効性は、以下のようなさまざまな要因に左右される:
高度なメカニカルシールには、双方向機能、自動調心機構、統合冷却システムなどの追加機能が組み込まれており、幅広い産業用途で性能と信頼性を向上させることができます。
メカニカルシールは回転機器の重要な部品で、漏れを防ぎ、システムの完全性を維持するように設計されています。メカニカルシールは4つの主要な要素で構成されています:

a.取り付けの際には、取り付けのずれが生じないように十分注意してください。
(1)締付カバーは、カップリングと位置を合わせてから取付け、カバー端面がずれないようにボルトを均等に締め付ける。各ポイントをプラグゲージで確認し、誤差が0.05mmを超えないようにしてください。
(2) 締め付けカバーとシャフトまたはシャフトスリーブ外径とのはめあいすきま(同心度)をチェックし、四方とも均一であること。各ポイントをプラグゲージでチェックし、許容偏差が0.01mmを超えないようにする。
b.b.スプリングの圧縮量は指定された要求に従って行わなければならず、オーバーサイズやアンダーサイズの現象は許されない。誤差は2.00mm以内でなければならない。オーバーサイズは端面圧力比を増加させ、端面の摩耗を早める。アンダーサイズは圧力比が不足し、シール効果が得られない。
c.c.ムービングリングを取り付けた後、ムービングリングがシャフト上でフレキシブルに動くことを確認する。ムービングリングはスプリングに向かって押され、自動的に反発するはずです。
a.メカニカル・シールの分解時には、慎重に取り扱う必要があり、シール部品の損傷を防ぐため、ハンマーや平ノミは厳禁である。二本のスチールワイヤーフックを使って、トランスミッションシートの隙間にプラスマイナス方向に挿入し、シーリング装置を引き抜くことができる。汚れが原因で分解が困難な場合は、分解前に清掃してください。
b.ポンプの両端にメカニカルシールが使用されている場合は、組立・分解の際、どちらかの端がおろそかにならないよう、両方の端に注意してください。
c.運転中のメカニカル・シールの場合、締め付けカバーが緩んでシールが動くようなことがあれば、締め付けずに可動リングと固定リングの部品を交換して使い続けなければならない。
(1) メカニカルシール、付属装置、パイプラインの設置が完全であり、技術的要件を満たしていることを確認するため、総合的な検査を実施する。
(2)メカニカルシールを始動する前に、静圧テストを行い、リーク現象の有無を確認する。著しい漏れがある場合は、原因を究明し、除去する。それでも効果がない場合は、分解して点検し、再度取り付けてください。一般的に静圧試験圧力は2~3kg/平方cmです。
(3) カップリングをポンプ方向に回転させ、自由で均等かどうか確認する。カップリングが固着していたり、動かない場合は、組立寸法が間違っていないか、取付けが妥当かどうかを確認してください。
(1)始動前には、シール室を液体で満杯にしておく。固化した媒体を搬送する場合は、蒸気を使用してシール室を加熱し、媒体を溶かす。始動前には、突然の始動やソフトリングの破損を防ぐため、カップリングを回転させておくこと。
(2) ポンプ外部オイルシール装置によるメカニカルシールの場合、まずオイルシール装置を始動させる。ポンプを停止した後、オイルシール装置を停止してください。
(3)ホットオイルポンプの運転停止後、オイルシール室および端面シールの冷却水を直ちに停止してはならない。端面シール部位の油温が80度以下になったら、シール部品の損傷を防ぐために冷却水を止めることができる。
(1)ポンプ始動後、わずかな漏れがある場合は、しばらく様子を見てください。時間連続運転しても漏れが減少しない場合は、ポンプを停止して点検してください。
(2) ポンプの運転圧力は安定させ、圧力変動は1kg/sq.cmを超えないこと。
(3) 運転中は、端面乾式摩擦やシールの損傷を防ぐため、キャビテーションを避ける必要がある。
(4) シール状態は定期的にチェックすること。運転中、漏れが基準を超える場合は、重油は毎分5滴以下、軽油は毎分10滴以下にしてください。2~3日以内に改善が見られない場合は、ポンプを停止し、シール装置を点検してください。

一般的な構造は、回転リング、固定リング、回転シール、固定シール、スプリング、スプリングシート、固定ボルト、回転防止ピンなどで構成される。
メカニカルシールが作動しているとき、シールされた流体の圧力と弾性要素の力による軸方向の力が、回転リングと固定リングを相対的にはめ込み、移動させます。
2つのシール端面が密着しているため、シール端面間には小さな隙間(シール界面)が形成されます。圧力媒体がこの隙間を通過するとき、非常に薄い液膜が形成され、抵抗が発生し、媒体が漏れるのを防ぎ、端面を潤滑し、長期間のシール効果を実現します。
(1)密閉ホスト:ポンプ、リアクター、コンプレッサーなどのメカニカルシール;
(2)異なる作業パラメーターにより、高温、中温、低温、高圧、中圧、低圧、高速、ヘビーデューティなどに分けられる;
(3)構造形式によって、バランス型とアンバランス型、シングルエンド型、ダブルエンド型のメカニカルシールに分けられる。
(1) 準備
ラジアル振れがないか、 表面粗さシャフトとスリーブの外径公差と軸方向変位は、要求精度を満たしています;
メカニカルシールの型式と仕様が要求事項を満たしているか。部品に異常はないか、シールリングのサイズは適切か、回転リングと固定リングの表面は平滑か。不具合があれば交換・修理が必要。
メカニカルシールの部品をきれいなガソリンで洗浄し、シール面の保護に注意しながら水分を拭き取ります;
メカニカルシールの取り付けは、まず説明書からスプリングの使用長さを求め、ノギスでスプリングの自由長を測定して圧縮量を求めます。取り付けの際、スプリングの圧縮量の偏差は1mm以内にしてください。
(2) 検査と測定
回転リングの可動性から、回転リングとシャフトの間には一定の隙間が必要であり、その隙間は0.3~0.7mmを確保すること。
固定リングが偏心しているかどうか。ポンプ用メカニカルシールは、固定リング(スプリングシート)と軸が摺動嵌合するため、隙間が非常に小さくなっています。隙間が大きいと固定リングが偏心し、シール面に作用するバネの力が不均一になり、漏れやシール不良の原因となります。
回転リングと固定リングのシール面のはめ合いをチェックする。チェックの際は、90°の四角を使用して、シャフトの中心線からのシール面のずれを測定してください。
(3) 取り付け
まず、回転部品と固定リング部品を組み立て、スプリングに予圧をかけます。次に、回転リングをシャフトに取り付け、固定リングをプレッシャーカバーに取り付けます。まず、回転リングのシール端面からシーリングキャビティの端面までの距離と、固定リングのシール端面からエンドカバーの端面までの距離を測定します。その差をメカニカルシールのスプリング予圧量とし、ベアリングを組み立てる。技術的要求と測定された圧縮量に従って圧縮量を調整し、圧力カバーを締め付ける。
取り付け作業中は、シールの清浄度と完全性を保ち、シールの損傷を避けるため、工具でシール部品を叩かないこと。メカニカルシールをシャフトに取り付けた後、回転リングを手で押して弾力と滑らかさを感じさせ、シール面にエンジンオイルを少し加え、エンドカバーを押さないで均等に締め付ける。
(4) 検査と圧力試験
設置後、ロータリーは柔軟に作動し、ある程度の柔軟性を持たなければならない。重要な機器のメカニカルシールは、静的および動的な圧力テストを受けなければならない。テストに合格した後、正式に使用することができる。
(1) 始動前の注意事項錆や不純物がシールキャビティに入らないようにパイプラインを清掃する。カップリングを手で回転させ、シャフトがスムーズに動くか確認する。非常に重い場合は、嵌合寸法が正しいかどうかをチェックし、原因を突き止めて故障を取り除く。
(2) 試運転と通常運転まず、液体シールシステムと冷却水システムを始動し、シールキャビティに媒体を充填した後、主シールを始動して試運転を行う。最初はわずかな漏れが見られるが、1~3時間後に徐々に減少するようであれば、これは正常な慣らし運転である。メカニカルシールが過熱したり、発煙したりする場合は、バネ圧が高すぎることが原因であることが多いので、バネ圧を適切に下げる必要があります。試運転が適格であることが確認された後、使用条件下で通常運転に入ることができる。温度と圧力の上昇過程はゆっくりで、異常現象が発生しないか注意深く観察する。
最初に主機関を停止し,次に補機系統と冷却水系統を 停止する。停止時間が長い場合は,主機関の媒体を空にする。
(1)メカニカルシールの部品自体の緩みや漏れ、シール端面への不純物の侵入による発熱や異音の発生に注意し、乾式摩擦を防止する。間欠運転の機械では、乾燥媒体による結晶化や停止時の温度低下に注意する。起動時には、加熱やフラッシングなどの対策を行い、端面の傷つきを防止する。
(2) フラッシングや冷却などの補助装置や器具が適切に作動しているか観察する;
(3)検査中の異常現象の有無に注意する。 機械操作振動やベアリングの損傷など、メカニカル・シールの使用に影響を及ぼすもの。
(1) 分解作業の要件
分解する前に、関連データ、図面、メカニカルシールの種類と構造をよく理解しておくこと;
必要な設備や道具を準備し、安全保護に万全を期す;
分解しながら観察し、漏れの原因を分析する;
古い部品は分解後、一定期間保管してから加工する。データがない場合や不完全な場合は、古い部品の材質や仕様に合わせて新しい部品を入手することができる。
(2) オーバーホール方法:
回転リングと固定リングの表面に激しい摩耗やひび割れが生じた場合は、新しいものと交換してください。わずかな傷は研磨することができる。回転リングと固定リングの端面のシャフトの中心線からのずれをチェックする。0.05mmを超える場合は、調整または修理が必要です;
補助シールリングやスプリングが破損した場合は、新品と交換する。スプリングの選定は、端面に平行で中心線に直角で、自由高さや変形量が一定なものを選ぶ;
軸方向変位を指定範囲に調整する;
シャフトやスリーブが摩耗していないか。磨耗している場合は、適時、溶接、熱処理、機械加工などの補修を行ってください。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。