1.機械式シャーリングマシンの伝達原理
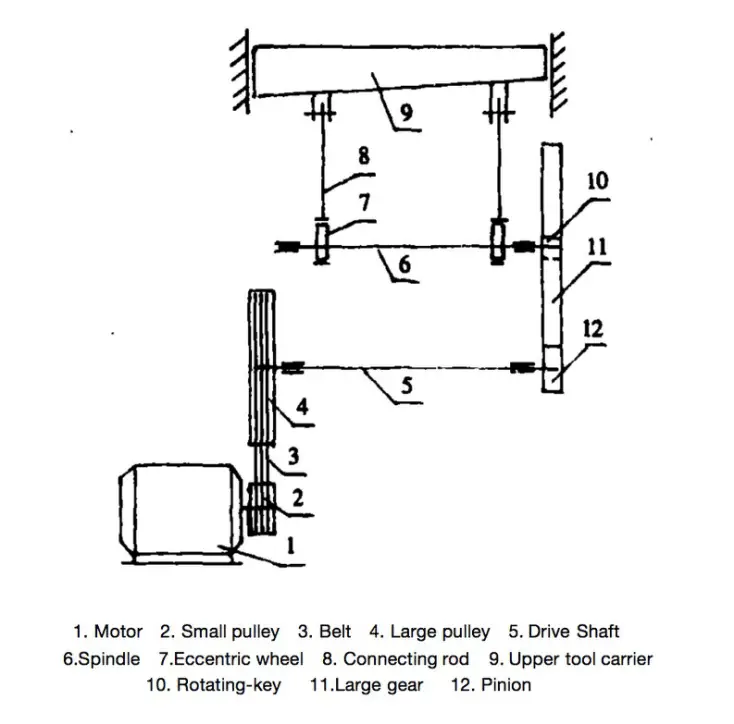
図1に示すように、機械式シャーリングマシンは、回転運動を直線的な切断動作に変換するために、多段動力伝達システムを採用している。このプロセスは、主要な動力源となるモーターから始まる。このモーターは小さなプーリーを駆動し、このプーリーはベルトを介して大きなプーリーに接続され、速度減速とトルク増幅の第一段階を形成する。
大きなプーリーはドライブシャフトに取り付けられ、回転エネルギーを小さなピニオンギアと大きなドリブンギアで構成されるギアトレインに伝達する。このギアセットは、トルク出力を増加させながら回転速度をさらに減少させる。大きい方のギアはメインシャフトに連結され、偏心ホイール(カムとも呼ばれる)を支えます。
メインシャフトが回転すると、偏心ホイールが回転運動を往復直線運動に変換する。これは、偏心ホイールをスライダー(上部ツールキャリア)に連結するコネクティングロッド機構によって実現されます。精密リニアベアリングにガイドされたスライダーは、制御された方法で垂直方向に移動します。
この運動連鎖の集大成が、上刃を保持する上部ツールキャリアの周期的な上下運動です。静止している下刃と同期することで、この動きは精密な金属切断作業に必要な剪断作用を生み出します。
この機械的なシステム設計により、高い力の伝達、剪断ストロークの正確な制御、さまざまな材料の厚さや性質に合わせてギア比や偏心ホイールの寸法を変更することによる切断パラメーターの調整が可能になる。
図1:「F1」の伝送原理の模式図 剪断機
2.機械式シャーリングマシンの解析とトラブルシューティング
2.1 シャー部品の幅が一定せず、バッチ部品の繰り返し精度が許容範囲外である。
原因分析:
- バッフルプレートの位置が不適切で、シャーブレードとの間に大きな隙間があるため、ロッキング時に動きが生じている。
- バッフルプレートの動きが左右で同期していないため、トランスミッション部品間の隙間が大きくなる。
- 押し付けバネの力の調整が不適切だと、シャーリング時に板材の圧力や動きが不均一になる。
- バッフルプレートの変形と 真直 公差から外れていると、部品の位置決めが不正確になる。
- 剪断刃スライダーの上下移動ガイドレールと押え板の隙間が正しく調整されていない。
消去法:
- バッフルプレートとシャーブレード間の距離を一定にするため、隙間をなくす必要があります。繰り返し位置決め誤差は、ロック後0.03/1000以内とする。
- トランスミッション部品間の隙間はなくすべきである。
- プレッシング・ビームとの隙間 板金 スプリングの圧縮力は11knに設定し、両端を均等に保つ。
- バッフルプレートの平面度と真直度の誤差は、0.02/1000以内に修正すること。
- ガイドレールと押え板の隙間は0.03mm以内になるように調整する。
2.2 シャー部品の表面の真直度が公差外で、凸または凹の現象がある。
原因分析:
- 作業台の設置に大きな水平誤差があるため、機器に歪みが生じている。
- 上下シザーの垂直支持面の平面度誤差が大きいため、締結後のシャー刃の真直度が公差を超えている。
- シャーブレードの上下動、ガイドレール表面の両側のねじれ(同一平面ではない)、ガイドレールの摩耗などが原因で、真直度が公差から外れている。
消去法:
- 装置の設置レベルを再調整し、0.05/1000の精度を確保する。
- アッパーとロアーのフィッティング・ベアリング面を修正する。 剪断刃 の平坦度を確保する。
- ベッドのガイドレールを補修し、両端が平行になるように削り、真直度が0.02/1000であることを保証する。
2.3 切断部のバリが大きすぎる。
原因分析:
- 上刃と下刃の隙間が正しく調整されていない。
- 刃先は摩耗して鈍くなっている。
- 上下の剪断刃の隙間が不均一で、隙間が大きい方にバリが出る。
消去法:
- シート厚の5%から8%の間になるように隙間を調整する。
- 刃先を交換するか、研ぐ。
- 500mmごとに調整し、隙間が0.05mmを超えないように点検する。
2.4 細いストリップが剪断され、部品がねじられ変形する。
原因分析:
- シャー刃のスライドガイド面のクリアランスが大きく設定されている。
- シャーブレードスライダーのガイド面の両側がねじれたり、摩耗により公差から外れている。
消去法:
- 両側のガイドレールのクリアランスが0.03mm以内になるように、押え板を調整する。
- スライドブロックとベッドガイドレールの接触面が (25 x 25) mm になるように削る。2 12点で、真直度は0.02/1000以内。
2.5 シアーナローストリップ部分には、歴史的な素材とプッシュ素材がある
原因分析:
- バッフルプレートの平面は傾斜しており、水平面に対して垂直ではない。
- 上刃を取り付ける垂直支持面の平行度が公差から外れている。
消去法:
- バッフルプレートが水平面に対して垂直になるよう、平 面を修正する。
- 上刃物台が下方に移動する場合、上刃と下刃をはめ込む2つの垂直面の距離が0.02/1000以内の誤差になるように調整する。
2.6 シングルストロークのクラッチが噛み合わず、シャーブレードが作動しない。
原因分析:
- ロータリーキーの回転部分とバッファースリーブの三角形の切り欠き部分の摩耗が原因で、クランクシャフトと噛み合うときにクラッチが滑っている。
- ロータリーキーのコントロールスプリングが破損または緩んでおり、力不足やロータリーキーの動きに柔軟性がない。
- ブレーキバンドとブレーキディスクの調整がきつすぎるため、クラッチが滑る。
消去法:
- ロータリーキーを交換し、バッファースリーブの三角形の切り欠きを修理して、ロータリーキーが自由に動き、三角形の切り欠きがかみ合ったときにコンビネーションが確実であることを確認します。
- スプリングを交換し、ロータリーキーが自由に動くように張力を調整する。
- ブレーキバンドの締め付けを調整する。
2.7 一回のストロークで連続切断が行われる。
原因分析:
- 回転キーハンドルのピンヘッドとコントロールブロックが摩耗し、回転キーのピンヘッドが所定の位置にロックされない。
- コントロールプレートの位置調整が不適切なため、ロータリーキーのピンヘッドが所定の位置にロックできない。
消去法:
- ロータリーキーのピンヘッドを溶接で修理し、元の設計サイズに戻す。
- コントロールブロックの相互位置を調整し、修理する。
2.8 シャースライダーの1ストロークにインパルス現象と異音がある。
原因分析:
- ロータリーキーがバッファースリーブの三角形の溝にうまくはまらず、摩耗したり、ロータリーキーの回転角度が不適切になったりする。その結果、刃先の往復運動時に衝撃と騒音が発生する。
- ロータリーキーのバネの力が弱く、スライダーが上から下へ動くときに衝撃が加わる。
- シャーブレードスライダーの上下運動のバランススプリング力が適切に調整されていない。
消去法:
- ロータリーキーの回転部とバッファースリーブの三角形の溝との接触面を補修し、キーが自由に確実に回転するようにする。
- 十分な力が得られるようにスプリングを調整するか、交換する。
- スライダーが衝撃や振動を受けずにスムーズに動くまで、スプリングの力を調整してください。
2.9 フライホイールが空転しているとき、クラッチはリズミカルな音を立てます。
原因分析:
- ロータリーキーの回転部がバッファースリーブの三角溝から完全に外れず、1回転すると音がする。
消去法:
- ロータリーキーの合わせ面を研磨し、位置を調整することで問題を解決する。