板金材料:知っておくべきこと
シートメタルはどのようにして原材料から私たちの日常機器の複雑な部品へと進化するのだろうか?この記事では、板金加工の魅惑的な世界に飛び込み、SPCCや...
プロジェクトに最適な金属がある一方で、そうでない金属があることを不思議に思ったことはありませんか?この記事では、ニーズに合った金属材料を選択するための重要な要素を探ります。機械工学プロジェクトにおいて、十分な情報に基づいた決断を下し、最適な結果を得るために役立つ実践的なヒントや洞察をご覧ください。

材料や製造工程を選択する際には、「適合性」「実現可能性」「費用対効果」という3つの重要な観点に基づいて総合的な評価を行うことが不可欠です。この多面的なアプローチにより、最終製品の最適な性能、製造可能性、経済性が保証されます。
適合性評価では、材料の特性と性能特性が意図された使用条件や機能要件に合致しているかどうかを分析します。これには、機械的特性(強度、延性、耐疲労性など)、熱挙動、耐食性、および用途に重要な特定の属性の評価が含まれます。
実現可能性分析では、選択された製造工程が選択された材料に適合するかどうかを判断することに重点を置く。これには、成形性、機械加工性、溶接性、利用可能な設備や技術を使用して材料を加工する際の制限や課題などの考慮事項が含まれます。本格的な生産に先立ち、プロセスの実現可能性を検証し、潜在的な問題を特定するために、高度なシミュレーション・ツールやパイロット・ランが採用されることもある。
費用対効果評価では、材料の選択と製造工程の経済的側面を検討する。これには、原材料費、加工費、エネルギー消費、金型要件、潜在的な歩留まり率の分析が含まれる。さらに、メンテナンス、リサイクル性、廃棄を含むライフサイクルコストも、全体的な費用対効果評価に加味する必要があります。

適合性の原則は材料選択の基本であり、選択された材料が使用条件に耐え、性能要件を満たすことを要求します。材料選択におけるこの重要なステップは、部品の最適な機能性と寿命を保証します。
材料の適合性は、以下を含む包括的な内部品質仕様によって決定される:
材料を選択する際、エンジニアは3つの重要な要素を考慮しなければならない:
1.負荷条件:これは、加えられる応力の大きさと性質(静的、動的、繰返し)、および部品内の分布の両方を包含する。用途によっては、疲労、クリープ、耐衝撃性などの要素が重要となる。
2.サービス環境:これには以下が含まれる:
3.パフォーマンス要件:
これらの要素を総合的に評価することは、選択された材料が性能要件を満たすだけでなく、それを上回ることを保証するために不可欠です。このアプローチは、早期故障のリスクを最小限に抑え、部品の寿命を最適化し、費用対効果の高い材料利用を保証します。
さらに、材料選択における新たな考慮事項には、持続可能性、リサイクル性、環境への影響などがあり、これらは現代の工学的実践においてますます重要になってきている。
材料が決まれば、加工技術は概ね決定できる。しかし、加工プロセスによって材料の特性が変化することを念頭に置くことが重要である。さらに、部品の形状、構造、バッチサイズ、生産条件などの要因も、材料加工技術を決定する上で重要な役割を果たす。
実現可能性の原則では、材料を選択する際にその加工性を考慮する必要があり、製造の難易度とコストを最小限に抑えるためには、加工性の良い材料を優先すべきである。各製造工程にはそれぞれ固有の特性、利点、欠点がある。
同じ材料で作られた部品を異なる工程で製造する場合、その難易度やコストは、要求される材料加工性能と同様に異なる可能性がある。例えば、以下のような部品では、鍛造は実行不可能かもしれない。 複雑な形状 や大きなサイズに対応できる。このような場合、鋳造または溶接を使用することができるが、材料は良好な鋳造または溶接性能を有し、構造は鋳造または溶接の要件を満たしていなければならない。
別の例では、冷間引抜き加工でキーやピンを製造する場合、材料の伸びや変形強化が機械的特性に与える影響を考慮する必要がある。

材料の使用と加工の要件を満たすことに加え、金属加工と製造工程における材料の費用対効果を考慮することが極めて重要である。
費用対効果の原則には、性能と価格の最適なバランスを提供する材料を選択することが含まれます。性能には材料の機能特性が含まれ、一般的には耐用年数、機械的強度、耐食性、安全係数で表される。材料の価格は、製造費用や長期的な運用コストなど、初期コストとライフサイクルコストの両方によって決まります。
材料費は複数の要因によって左右される:
費用対効果を最適化するために、メーカーは検討すべきである:
素材と製造工程の選択手順は以下の通り:
部品の使用条件を評価するためには、その部品が使用中に経験する特定の荷重、応力状態、温度、腐食、摩耗の状態を決定しなければならない。
常温条件で使用される部品の場合、主な要件は材料が適切な機械的特性を持つことである。しかし、異なる条件下で使用される部品では、材料は特定の物理的および化学的特性を持たなければなりません。
部品が高温で使用される場合、材料は高温強度と耐酸化性を持たなければならない。化学装置に使用される部品には、高い耐腐食性が求められる。機器部品の中には、電磁気的特性を持つ材料が必要なものもある。極寒の地で使用される溶接構造物には、低温靭性への要求を考慮しなければならない。
湿度の高い場所で使用する場合は、耐大気腐食性の要件も含める必要がある。以下は、材料選択の一般的な手順である:
これらはあくまで素材選びの一般的なガイドラインであり、そのプロセスは時間がかかり、複雑なものになる可能性があることにご留意ください。
重要な部品と 新素材このような場合、材料の安全性を確保するために、かなりの数の基礎試験と試作工程が必要となる。重要度の低い 小ロット部品一般的には、同じ使用条件下での類似材料の使用経験に基づいて材料が選択され、材料のブランドと仕様が決定され、次いで成形工程が手配される。
部品が正常に損傷している場合は、元の材料と成形プロセスを使用することができる。異常な初期損傷によるものであれば、故障の原因を究明し、適切な対策を講じなければならない。材料やその製造工程に起因する場合は、新しい材料や新しい成形工程を検討することができる。
(1) 負荷条件
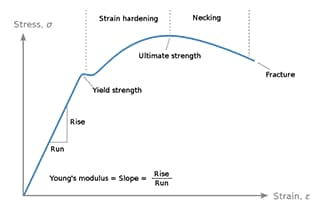
エンジニアリング材料は、引張応力、圧縮応力、せん断応力、切削応力、トルク、衝撃力など、運転中にさまざまな力にさらされる。
材料の機械的特性と破壊様式は、それらが受ける荷重条件と密接に結びついている。
エンジニアリングの分野では、機械や構造物が安全かつ確実に機能し、その動作要件を満たすことが極めて重要である。
例えば、工作機械の主軸は、応力がかかっても折れたり過度に変形したりすることなく、正常に作動しなければならない。別の例では、ジャッキが荷物を持ち上げるとき、スクリューは急に曲がったりすることなく、まっすぐなままバランスを保たなければなりません。
エンジニアリング・コンポーネントの安全で信頼性の高い動作は、強度、剛性、安定性の要件を満たすかどうかにかかっている。
材料力学では、応力状態を解析したり材料を選択したりする際に考慮しなければならない、材料のそれぞれの側面に関する特定の条件があります。
応力条件に基づいて材料を選択する際には、材料の機械的特性だけでなく、材料力学の関連知識も考慮し、科学的な情報に基づいた選択を行うことが重要です。
表1 一般的な部品の応力、破壊形態、および必要な機械的特性
| 予備部品 | 労働条件 | 一般的な故障形態 | 主な機械的特性要件 | ||
| ストレスカテゴリー | 負荷特性 | その他のフォーム | |||
| 通常の固定ボルト | 引張応力とせん断応力 | 静荷重 | 過度の変形と破壊 | 降伏強度 せん断強度 | |
| トランスミッションシャフト | 曲げ応力 ねじり応力 | 周期的ショック | ジャーナルの摩擦と振動 | ジャーナル部の疲労破壊、過度の変形、摩耗 | 総合的な機械的特性 |
| トランスミッションギア | 圧縮応力と曲げ応力 | 周期的ショック | 強い摩擦、振動 | 摩耗、孔食剥離、歯折れ | 表面:硬度、曲げ 疲労強度センター:降伏強さ、靭性 |
| 春 | ねじり応力 曲げ応力 | 周期的ショック | 振動 | 弾力性の喪失、 疲労破壊 | 弾性限界、降伏比、疲労強度 |
| オイルポンププランジャーペア | 圧縮応力 | 周期的ショック | 摩擦、油による腐食 | 擦り傷 | 硬度と圧縮強度 |
| 冷間金型 | 複雑なストレス | 周期的ショック | 強い摩擦 | 摩耗と脆性破壊 | 硬度、十分な強度と靭性 |
| ダイカスト金型 | 複雑なストレス | 周期的ショック | 高温、摩擦、液体金属腐食 | 熱疲労、脆性破壊、摩耗 | 高温強度、耐熱疲労性、靭性、赤色硬度 |
| 転がり軸受 | 圧縮応力 | 周期的ショック | 強い摩擦 | 疲労骨折摩耗、孔食、剥離 | 耐接触疲労性、硬度、耐摩耗性 |
| クランクシャフト | 曲げ応力 ねじり応力 | 周期的ショック | ジャーナル摩擦 | 脆性破壊、疲労破壊、侵食、摩耗 | 疲労強度、硬度、耐衝撃疲労性、総合的な機械的特性 |
| コネクティングロッド | 引張応力と圧縮応力 | 周期的ショック | 脆性破壊 | 圧縮疲労強度、耐衝撃疲労性 | |
(2) 材料の使用温度
ほとんどの材料は通常室温で使用されるが、高温や低温で使用される材料もある。
このように使用温度が異なるため、材料に求められる特性も大きく異なる。
温度が下がると、鋼材の靭性と塑性は連続的に低下する。ある時点で靭性と塑性が著しく低下し、延性脆性遷移温度と呼ばれる。
延性脆性遷移温度以下で使用される場合、材料は低応力下で脆性破壊を起こしやすく、有害な結果を招く可能性がある。従って、低温用鋼を選択する場合は、延性脆性遷移温度が使用条件より低い材料を選択すべきである。
様々な低温用鋼の合金化は、以下のことを目的としている。 炭素含有量 と低温靭性を向上させる。
温度が上昇するにつれて、鋼材の特性は以下のような変化を遂げる。 強度と硬度塑性と靭性の上昇と低下、高温での酸化や腐食。
これらの変化は材料の性能に影響を与え、使用できなくなる可能性がある。例えば、炭素鋼や鋳鉄の使用温度は480 ℃を超えてはならない。 合金鋼 は1150℃を超えないこと。
(3) 腐食
この業界では、腐食速度は一般的に 材料の耐食性.
腐食速度は、一定時間内に単位面積当たりに失われる金属材料の量、または時間経過に伴う金属材料の腐食深さとして測定される。
業界では、表2に示すように、完全な耐食性を持つクラスIから耐食性のないクラスVIまで、6つのカテゴリーと10の等級からなる耐食性格付けシステムが一般的に使用されている。
表2 耐食性の分類と評価基準 金属材料
| 耐食性分類 | 耐食性分類 | 腐食速度、mm/d | |
| I | 完全な耐食性 | 1 | <0.001 |
| Ⅱ | 非常に高い耐食性 | 23 | 0.001~0.005 0.005~0.01 |
| III | 耐食性 | 45 | 0.01~0.05 0.05~0.1 |
| 点滴 | 耐食性 | 67 | 0.1~0.5 0.5~1.0 |
| V | 耐食性に劣る | 89 | 1.0~5.0 5.0~10.0 |
| 六 | 非腐食性 | 10 | >10.0 |
ほとんどのエンジニアリング材料は大気環境で使用され、大気腐食に悩まされる。
大気の湿度、温度、日光、雨水、腐食性ガスの含有量は、これらの材料の腐食に大きく影響する。
一般的な合金では、炭素鋼は工業用雰囲気中で10^-605m/dの腐食速度を持つが、塗装や他の保護層で処理した後に使用することができる。
銅、リン、ニッケル、クロムなどの元素を含む低合金鋼は、耐大気腐食性が大幅に向上しており、無塗装でも使用できる。
アルミニウム、銅、鉛、亜鉛などの素材は、耐大気腐食性に優れている。
(4) 耐摩耗性
材料の耐摩耗性に影響を与える要因は以下の通りである:
① 材料特性硬度、靭性、加工硬化能力、熱伝導性、化学的安定性、表面状態など。
摩擦条件:摩擦における研磨材の特性、圧力、温度、摩擦速度、潤滑油の特性、腐食性の有無など。
一般に硬度の高い材料は、研削対象物による貫通や摩耗の影響を受けにくく、疲労限度が高いため耐摩耗性が高い。さらに、靭性が高いため、貫通したり摩耗したりしても材料がばらばらにならず、耐摩耗性がさらに向上する。
したがって、硬度は耐摩耗性の主要な側面である。材料の硬度は、使用中に変化する可能性があることに注意することが重要である。例えば、加工硬化を起こす金属は摩擦時に硬くなり、熱によって軟化する金属は摩擦時に軟化する可能性がある。

一般的に、製品の材料が決まれば、成形プロセスの種類が特定される。
例えば、製品が鋳鉄製であれば鋳造を使用すべきであり、鋳鉄製でなければ鋳造を使用すべきである。 板金ABS樹脂製なら射出成形、セラミック部品なら適切なセラミック成形工程を選択する。
しかし、成形工程も材料の性能に影響を与える可能性があることを念頭に置くことが重要で、成形工程を選択する際には、材料の最終的な性能要件を考慮する必要がある。
製品素材の性能
材料の機械的性質
例えば、こうだ、 スチールギア 機械的性質が重要でない部品は鋳造できるが、高い機械的性質が要求される場合は加圧加工が必要である。
材料の耐用年数
例えば、自動車や自動車エンジンのフライホイール部品を製造する際、鋼 金型鍛造 を開放型鍛造の代わりに使用すべきである。自動車の高速走行とスムーズな走行の要求から、フライホイール鍛造品の繊維が露出すると腐食につながり、性能に影響を及ぼす可能性があるからである。開放型鍛造よりも閉塞型鍛造の方が、バリがなく、鍛造品の繊維組織が切断されて露出するのを防げるので好ましい。
材料の技術的特性
技術特性には、鋳造特性、鍛造特性、溶接特性、熱処理特性、切削特性などがある。例えば、溶接性の悪い非鉄金属材料は、次のような方法で接続する。 アルゴンアーク溶接 PTFEは熱可塑性プラスチックであるため、射出成形には適さない。PTFEは流動性に乏しい熱可塑性材料であるため、射出成形には適さず、プレスや焼結によってのみ成形されるべきである。
材料の特殊特性
特殊な特性とは、耐摩耗性、耐食性、耐熱性、導電性、絶縁性などである。例えば、耐酸性ポンプのインペラとシェルはステンレス鋼製で鋳造する。プラスチックを使用する場合は、射出成形が選択肢となる。耐熱性と耐食性の両方が必要な場合は、セラミックを使用し、グラウト工程で成形する。
(2) 部品生産バッチ
製品を大量生産するためには、精度と効率を確保するために、精度と生産性の高い成形プロセスを選択する必要がある。これらの成形工程に必要な設備は、製造コストが比較的高くつく場合があるが、製品1個あたりの材料消費量の削減によって、この投資を相殺することができる。
鍛造品を大量生産する場合、推奨されるのは 成形工程 ダイス鍛造、冷間圧延、冷間引抜、冷間押出などがある。
非鉄合金鋳物、金型鋳造、ダイカスト、低合金鋳物の大量生産に。 圧力鋳造 が推奨される成形工程である。
MCナイロン部品の大量生産には、射出成形法が適している。
小ロット生産の場合、手作業による成形、自由鍛造、手作業による溶接、切削を伴う工程など、精度や生産性の低い成形工程が選択されることがある。
(3) 部品に要求される形状の複雑さと精度
複雑な形状の金属部品、特に複雑な内部空洞を持つ部品には 鋳造工程 ボックス、ポンプボディー、シリンダーブロック、バルブボディー、シェル、ベッド部品などがよく選ばれる。
複雑な形状のエンジニアリングプラスチック部品は、一般的に射出成形プロセスで製造される。
複雑な形状のセラミック部品は、射出成形または鋳造プロセスのいずれかを使用して製造することができます。
単純な形状の金属部品には、加圧加工や溶接成形を使用することができる。
単純な形状のエンジニアリング・プラスチック部品は、ブロー成形、押出成形、または成形工程を使用して製造することができる。
単純な形状のセラミック部品は通常、成形される。
製品が鋳物で、寸法精度がそれほど要求されない場合は、通常の砂型鋳造を使用できます。寸法精度が高い場合は、鋳造材料とバッチサイズに応じて、インベストメント鋳造、蒸発パターン鋳造、圧力鋳造、低圧鋳造を選択できます。
鍛造で要求される寸法精度が低い場合は、自由鍛造が一般的に使用される。高精度が要求される場合は、型鍛造または押出成形が選択される。
製品がプラスチックで精度が低い場合は、中空ブロー成形が好まれます。高精度が要求される場合は、射出成形が選択される。
(4) 既存の生産状況
既存の生産条件とは、現在の設備能力、従業員の技術的専門知識、製品の外部委託の可能性を指す。
例えば、重機械製品を生産する場合、現場に大容量の製鋼炉や重量物の吊り上げ・運搬設備がない場合は、鋳造と溶接の複合工程を用いることが多い。これは、大きな部品を分割して鋳造し、それらを溶接して大きな部品を形成するものである。
別の例として、旋盤用のオイルパン部品は通常、プレス機で薄い鋼板をプレスして製造される。現場の条件がこの工程に適していない場合は、別の方法を使用する必要があります。
例えば、現場に薄板や大型プレス機がない場合、鋳造プロセスを使用する必要があるかもしれない。薄板はあるが大型プレス機がない場合は、経済的で実現可能なスピニング成形をスタンピング成形の代用とすることができる。
(5) 新しいプロセス、技術、材料の検討
産業市場の需要が高まるにつれ、ユーザーは製品の多様性と品質向上に対する要求がますます高くなり、大量生産から多品種少量生産へのシフトが進んでいる。これにより、新しいプロセス、技術、材料の適用範囲が広がっている。
生産サイクルを短縮し、製品の種類と品質を向上させるためには、精密鋳造、精密鍛造、精密ブランキング、冷間押出、液ダイス鍛造、超塑性成形、射出成形、粉末冶金、セラミックス、その他の静圧成形、複合材料成形、高速成形などの新しいプロセス、技術、材料の使用を検討する必要がある。これにより、ほぼネットシェイプの部品が可能になり、製品の品質と経済的利益が大幅に向上する。
また、成形プロセスを合理的に選択するためには、各種成形プロセスの特性や適用範囲、成形プロセスが材料特性に与える影響などを明確に理解することが重要である。
金属材料の各種ブランク成形プロセスの特徴を表3に示す。
表3 各種ブランク成形プロセスの特徴
| キャスティング | 鍛造 | プレス部品 | 溶接 | 圧延ストック | |
| 成形特性 | 液体状態での成形 | 固体塑性変形 | 固体塑性変形 | 結晶化または固体状態での接続 | 固体塑性変形 |
| 材料プロセス性能の要件 | 良好な流動性と低収縮性 | 良好な可塑性、小さな変形抵抗 | 良好な可塑性、小さな変形抵抗 | 高強度、良好な可塑性、液体状態での良好な化学的安定性 | 良好な可塑性、小さな変形抵抗 |
| 一般的な材料 | 鉄鋼材料、銅合金、 アルミニウム合金 | 中炭素鋼、合金構造用鋼 | 軟鋼、非鉄金属板 | 低炭素鋼、低合金鋼、ステンレス鋼、アルミニウム合金 | 低・中炭素鋼、合金鋼、アルミニウム合金、合金鋼 |
| 金属構造の特徴 | 目が粗く、組織が緩い。 | 粒は細かく、密で方向性がある。 | ストレッチ方向に沿った新しい合理化組織を形成する | 溶接部は鋳造構造である。 フュージョンゾーン とオーバーヒートゾーンは粗い | 粒は細かく、密で方向性がある。 |
| 金属構造の特徴 | 目が粗く、組織が緩い。 | 粒は細かく、密で方向性がある。 | ストレッチ方向に沿った新しい合理化組織を形成する | 溶接部は鋳造組織で、融着部と過熱部の結晶粒は粗い。 | 粒は細かく、密で方向性がある。 |
| 機械的性質 | 鍛造品より若干低い | 同じ組成の鋳物より優れている | 変形部分の強度と硬度が高く、構造剛性が高い。 | 接合部の機械的特性は、母材に達するか、母材に近づくことができる。 | 同じ組成の鋳物より優れている |
| 構造的特徴 | 自由な形状で、かなり複雑な構造の部品も製造可能 | シンプルな形 | 軽い構造とやや複雑な形状 | サイズと構造は一般的に自由 | シンプルな形状で、水平方向の寸法変化が少ない |
| 材料利用率 | 高い | ロー | より高い | より高い | より低い |
| 生産サイクル | 長い | ショートフリー鍛造、ロングダイ鍛造 | 長い | ショーター | 短い |
| 製造コスト | より低い | より高い | バッチが大きいほどコストは下がる | より高い | より低い |
| 主な適用範囲 | 各種構造部品および機械部品 | トランスミッション部品、工具、金型、その他部品 | シートで形成された各種部品 | 様々な金属構造部品、一部は部品ブランクに使用 | 構造用ブランク |
| 応用例 | フレーム、ベッド、ベース、作業台、ガイドレール、ギアボックス、ポンプボディ、クランクシャフト、ベアリングシートなど | 工作機械の主軸、 トランスミッションシャフトクランクシャフト、コネクティングロッド、ボルト、スプリング、金型など | 自動車ボディ、エンジンメーターハウジング、電気機器ハウジング、水タンク、オイルタンク | ボイラー、圧力容器、化学容器パイプライン、プラント構造物、橋梁、車体、船体等 | スムースシャフト、リードスクリュー、ボルト、ナット、ピンなど |

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。