
中国のフライス盤メーカー&ブランド ベスト10
中国のフライス盤業界をリードしているのは誰なのか、不思議に思ったことはないだろうか。この記事では、中国のフライス盤メーカートップ10をご紹介します。
高品質なねじを効率的に製造するにはどうすればよいでしょうか?ねじ切り加工には、滑らかで精密な仕上がりを実現する円弧切削、シンプルさを追求したラジアル切削、そして外ねじ用のタンジェンシャル切削の3つの異なる方法があります。この記事では、加工プロセスを改善し、常に完璧なねじ山を実現するために、これらの方法とその用途、そしてそれぞれを最適化するためのヒントをご紹介します。あなたのニーズに合ったねじ切り加工方法を見つけ、効果的に実行する方法を学んでください。
ねじ切り加工を行うには、工作機械に3軸リンク機能がなければならない。
CNCマシンにはスパイラル補間機能があり、工作機械が制御してスパイラルパスを生成する。
スパイラル補間は、平面円弧補間と平面に垂直な直線運動の組み合わせによって作成される。
例えば、点Aから点Bへの螺旋状の経路(図1に示す)は、X-Y平面円弧補間モーションと直線Z軸モーションを組み合わせることによって生成される。
最も CNCシステム は、2つの異なるコマンドを使ってこの機能を実現できる:
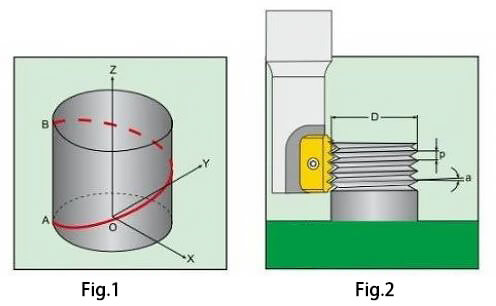
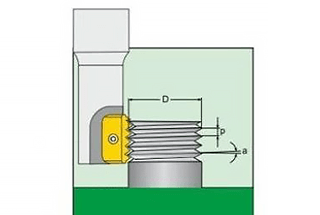
ねじ切りモーションの表示(図2)は、工具の回転と工作機械のスパイラル補間運動によって生み出される。
エッガーサークル補間工程では、z軸方向に移動する工具の動きとエッガーピッチを組み合わせることで、工具の形状を利用して必要なねじ山を加工する。
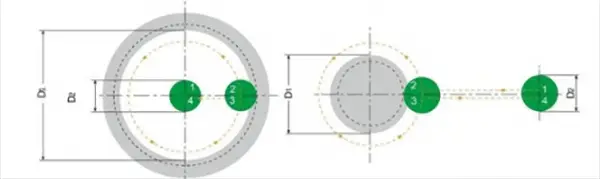
ねじ切り加工には3つの切削方法がある: アーク切断 方法、ラジアル切断方法、タンジェンシャル切断方法。
この方法では 切削工具 切削がスムーズに行われるため、切削跡が目立たず、硬い材料の加工でも振動が少ない。
しかし、この方法のプログラミングは、ラジアル切削法に比べて複雑である。
精密な糸を作る場合は、この方法を使うことをお勧めする。

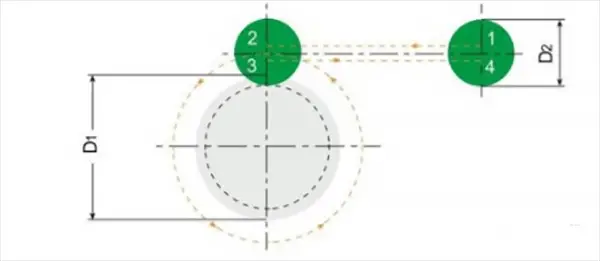
この方法は最もシンプルだが、2つの状況が考えられる:
全歯に近い切削時の振動を避けるため、送り速度をできるだけスパイラル補間送り速度の1/3まで下げることをお勧めします。
この方法は簡単で、円弧切削法の利点もあるが、外ねじのフライス加工にしか適していない。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







