
12 プレスブレーキ金型の種類と用途
シンプルな金属板がどのようにして複雑な形状に変化するのか、不思議に思ったことはありませんか?このブログでは、プレスブレーキと曲げ金型の魅力的な世界をご紹介します。発見...
金属加工の精度はどのようにして達成されるのか、不思議に思ったことはないだろうか。オフセット・パンチとダイの方法は、特定の金属形状を作成するために不可欠なオフセットの正確な調整を可能にする重要な技術です。この記事では、これらのツールの構成要素、パターン、および使用と調整の方法について説明します。お読みいただくことで、金属加工プロジェクトでオフセット・パンチおよびダイ装置を効果的に活用し、微調整する方法を明確にご理解いただけます。
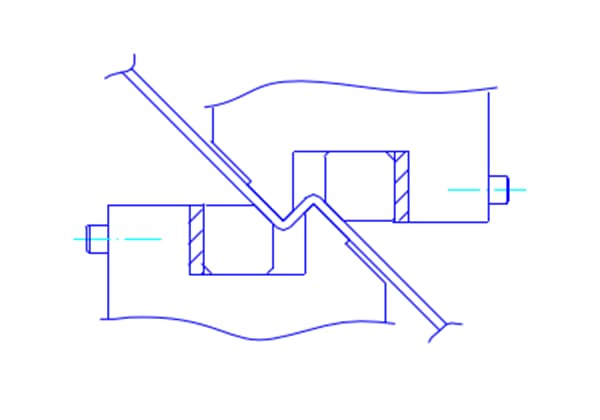
この製品は、下図に示すように、金型本体とクッションで構成され、オフセットの増減や前方への減少によるセグメントの折りたたみを行うことができる。

メインコンポーネントのクッションはボルトで固定されており、クッションの厚みを変えたり、クッションの角度を変えたりすることで、オフセットが変化する。
適用可能な最大板厚はSPCC-2.3t。
製造可能なオフセットの範囲はH=1~10MMです。

2.1) 金型のオフセットは、クッションの組み立てと部品の角度によって決まります。金型のオフセット、クッションの組み立て、および部品の開先量については、表1を参照してください。
| コンポーネント | シム・ベベル | 0 | 1.4 | 2.9 | 4.3 | 4.9 | 7.8 | 9.2 |
| 0.5 | 6.72 | 5.92 | 5.06 | 4.26 | 3.91 | 2.25 | 1.14 | |
| 1.0 | 7.15 | 6.33 | 5.47 | 4.66 | 4.32 | 2.66 | 1.85 | |
| 2.0 | 7.95 | 7.15 | 6.28 | 5.48 | 5.14 | 3.48 | 2.67 | |
| 4.0 | 9.58 | 8.79 | 7.93 | 7.12 | 6.78 | 5.11 | 4.31 |
オフセットの高さを計算する式:
オフセット高さ={11.0-(シム厚)}×0.574+(ベベル量)×0.819
しかし、製品のオフセットは金型のオフセットと等しい。製品の金型のオフセット量の正確さは、各製品の折り畳みの試行錯誤を通じて確認される。
2.2) オフセットHが小さければ、角度θは大きくなる。
2.3節 曲げ半径 Rは一般にR2以下である。オフセットHが小さければ、R角も小さくなる。
2.4) クッションは、1.4t用、2.9t用、4.9t用に各2個ずつ、ベベルコンポーネントと組み合わせて3級アクセサリーに分類される。
1)まず上型を取り付け、下型を下型取付座に乗せた後、調整ピンで調整する。
2)オフセットが比較的小さい場合(H=1~2mm程度)、上下の金型を合わせることで直接金型を校正することもできます。
3)調整ピンの目盛りの調整方法:

(1) 寸法Aを調整する場合、板厚や曲げ形状の違いによりオフセットが異なる場合があり、一概には言えません。あくまでも大まかな調整範囲です:A = V/3 + 0.245t;
(2) a点とb点の間の垂直距離を測定し、金型の両端間の垂直距離が等しくなるようにする。

4)調整ピンツール使用上の注意:
4)-1 まず、オフセットの高さに合わせてベベルとシムを組み合わせ、上型と下型を取り付けるが、下型は先に固定しない。
4)-2 調整ピン固定具の調整は、(0.245t)と対応する板厚に一致させる。対応する目盛に調整した後、すべてのネジを締める。
4)-3 下図に示すように、左右対称の調整ピン固定具2個を下型に置き、上型に合わせ、約1ton以下まで押さえる。下型を固定した後、固定具を外す。
4)-4 上図に示す寸法Aは、オフセットと板厚により理論的には変化する可能性がある。この治具はオフセットを自動的に設定するため、A=0.245tに従って板厚だけを調整することができます。理論データと実際の曲げ試行があり、最適な角度をとる必要があります(特に板厚の異なる曲げや鈍角曲げなど)。
警告だ: 金型に規定された圧縮抵抗以上のものを使用しないでください;
金型に損傷が見つかった場合は、直ちに使用を中止すること。
金型は操作手順書に従って厳密に設置すること。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







