
プラズマカッター入門:初心者のための基礎知識
金属加工に革命をもたらす最先端技術について、不思議に思ったことはありませんか?プラズマ切断は、比類のないスピード、精度、多用途性を提供する、業界のゲームチェンジャーです。この記事では、プラズマ切断についてご紹介します。
強靭な金属を簡単に切断する機械とは?プラズマ切断機は、非常に高い温度でイオン化したガスの力を利用して金属を切断します。この記事では、プラズマ状態の背後にある科学と、これらのマシンが電気アークと高速ガスを使用して正確なカットを達成する方法について説明します。読者は、プラズマ切断技術の歴史、原理、応用、および一般的な問題のトラブルシューティングについて学ぶことができます。この魅力的なトピックに飛び込んで、プラズマ切断がどのように私たちの周りの世界を形作っているかを発見してください。

現代の工業は重金属や合金の加工を必要とし、日常生活に必要な道具や輸送車両の製造も金属と切り離すことはできない。
たとえば、クレーン、自動車、高層ビル、ロボット、吊り橋などはすべて、精密に加工された金属部品でできている。
理由は簡単で、金属材料は非常に強く、耐久性があるからだ。ほとんどの製造工程、特に大型のものや頑丈なものを含む製造工程では、 金属材料 は当然の選択だ。
興味深いことに、金属材料の強さは欠点でもある。金属は簡単には傷つかないため、特定の形状に加工するのは非常に難しい。飛行機の翼と同じ大きさで同じ強度の部品を加工する必要がある場合、どうすれば正確な切断や成形ができるのだろうか?

ほとんどの場合、そのためには プラズマ切断 プラズマ切断機SFの世界の話のように聞こえるかもしれないが、実は第二次世界大戦以来、プラズマ切断機は広く使われてきた。
理論的には、プラズマ切断機の原理は非常に単純である。既知の宇宙で最も一般的な物質形態のひとつを操作することによって加工される。
この記事では、プラズマ切断機の謎に包まれたベールを脱ぎ、この最も魔法のようなツールがどのように私たちの世界を形作っているのかを見ていこう。
第二次世界大戦中、アメリカの工場は枢軸国の5倍の速さで装甲、武器、飛行機を生産したが、これは大量生産における民間企業の偉大な技術革新のおかげである。
航空機の部品をより効率的に切断し、接続する方法は、いくつかの技術革新を引き起こした。
軍用機を生産する多くの工場が、不活性ガスを使用する新しい溶接方法を採用している。 ガスシールド溶接.
画期的な発見は、電流によって電解されたガスが溶接部付近にバリアを形成し、酸化を防ぐことができるという事実にある。この新しい方法によって、溶接部はよりきれいになり、接続構造はより強固になる。
1960年代初頭、技術者たちは別の発見をした。通気量を増やし、孔の大きさを小さくすることで、空気抵抗が改善されることを発見したのだ。 溶接温度.この新システムは、市販の溶接機よりも高い温度を達成できる。
実際、これほどの高温になると、この工具はもはや溶接器具としての役割を果たさない。むしろ、熱いナイフでバターを切り裂くように強靭な金属を切断するノコギリのようなものだ。

プラズマアークの導入は、スピード、精度、多様性に革命をもたらした。 切削工具様々な金属に適用できる。次のセクションでは、このシステムの背後にある科学的原理を紹介する。
プラズマ切断機が金属を容易に貫通できるのは、プラズマ状態のユニークな特性によるものである。 では、プラズマ状態とは何か?
世界には4つの物質の状態がある。私たちが日常生活で接する物質のほとんどは、固体、液体、気体である。物質の状態は、分子間の相互作用によって決まる。水を例にとってみよう:
固体の水は氷である。 氷は電気的に中性の原子が六角形の格子に並んだ固体である。分子間の相互作用が安定しているため、一定の形を保っている。
液体の水は飲料水である。分子は依然として互いに力を及ぼし合っているが、動きは遅い。液体の体積は一定だが、形は一定ではない。液体の形は容器の形によって変わる。
気体水とは水蒸気のことである。 水蒸気では、分子は急速に動き、分子間につながりはない。分子間に力がないため、気体は決まった形や体積を持たない。
水分子が吸収する熱量(エネルギーに変換される量)によって、水分子の性質と状態が決まる。簡単に言えば、より多くの熱(より多くのエネルギー)は、水分子間の化学結合がバラバラになる臨界状態に到達させる。
低温では、分子同士が強固に結合し、物質は固体状態にある。さらに熱を吸収すると分子間の相互作用が弱まり、物質は液体になる。
さらに熱を吸収すると、分子間の相互作用はほとんどなくなり、物質は気体になる。では、気体を加熱し続けるとどうなるか?第4の状態であるプラズマ状態になる。
気体が超高温に達すると、プラズマ状態になる。エネルギーが分子同士を完全に分離し始め、原子が分裂し始める。
通常、原子は原子核内の陽子と中性子(原子論参照)、および原子核を取り囲む電子で構成されている。
プラズマ状態では、電子は原子から離れている。熱エネルギーによって電子が原子から離れると、電子は高速で動き始める。電子はマイナスの電荷を持ち、残りの原子核はプラスの電荷を持つ。正電荷を帯びた原子核はイオンと呼ばれる。
高速の電子が他の電子やイオンと衝突すると、膨大なエネルギーが放出される。プラズマに特殊な性質と驚異的な切断能力を与えているのは、まさにこのエネルギーである。
プラズマ状態に関する常識:
宇宙に存在する物質の99%近くがプラズマ状態である。非常に高温であるため、地球上ではあまり見られないが、太陽のような天体では非常によく見られる。地球上では、この状態は稲妻で見ることができる。

プラズマエネルギーを操る装置はプラズマ切断機だけではない。ネオンライト、蛍光灯、プラズマディスプレイなどの装置は、すべてプラズマの状態を利用している。これらの装置は「コールド」プラズマの状態を利用している。コールドプラズマは 金属切断しかし、今でもかなりの応用力がある。
プラズマ切断機にはさまざまな形とサイズがある。ロボットアームによって制御され、精密な切断を行う巨大なプラズマ切断機もあれば、ワークショップで使用される簡素化されたハンドヘルド型プラズマ切断機もある。
サイズに関係なく、すべてのプラズマ切断機は同じ原理に基づいており、構造設計も似ている。
プラズマ切断機が作動しているときは、窒素、アルゴン、酸素などの圧縮ガスが細い流路を通って送られる。流路の中央には負電極が配置されている。負電極に電力が供給され、ノズルが金属に接触すると、導電回路が形成され、電極と金属の間に高エネルギーの火花が発生する。
不活性ガスが流路を流れると、火花がガスを加熱し、第4の物質状態に達する。この反応により、最高約16,649℃の温度と毎秒最大6,096メートルの流速を持つプラズマ流が生成され、金属を素早くスラグに変える。
プラズマ自体には電流が流れている。電極に継続的に電力が供給され、プラズマが金属に接触している限り、アークサイクルは継続する。
プラズマの未知の特性による酸化や損傷を防ぐために プラズマカッターノズル は、切断領域を保護するために保護ガスを連続的に放出するもう一組の流路を備えている。保護ガスのガス圧は、柱状プラズマの半径を効果的に制御することができます。

プラズマ切断機は、現代の産業界では一般的なツールとなっている。自動車メーカーによるカスタムシャーシや車体の製造だけでなく、カスタマイズカー工房でも広く使用されている。
建設会社は大規模なプロジェクトでプラズマ切断機を使用し、大きな梁や金属板を切断・製造している。鍵屋は、顧客が閉め出されたときに、プラズマ切断機を使って安全な場所に穴を開けることができる。
で a CNC (コンピュータ数値制御)切断システムなら、材料に触れる必要はない。コンピューター上で切断したい形状を描くだけで、切断工程は自動化されます。
プラズマは非常に高温に加熱され、高度にイオン化された気体である。アークパワーは被加工物に伝わり、被加工物は溶けて吹き飛ばされ、プラズマの作業状態を作り出す。 アーク切断.
圧縮空気が切断トーチに入り、ガスチャンバーによって2つの流れに分配され、プラズマガスと補助ガスが形成されます。プラズマガスアークは金属を溶かし、補助ガスは切断トーチの各部を冷却し、溶けた金属を吹き飛ばします。
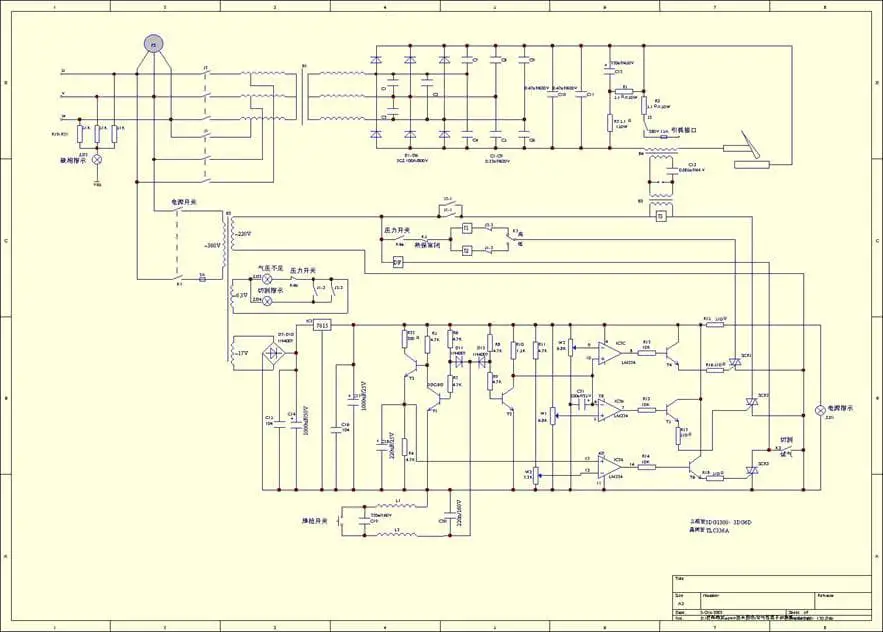
切断電源は主回路と制御回路を含む。電気原理ブロック図を図に示す:
主回路はコンタクタ、高漏洩抵抗三相電源トランス、三相ブリッジ整流器、高周波アーク点火コイル、保護素子で構成される。高漏洩抵抗による急峻な外部特性が特徴である。制御回路は、切断トーチのボタンスイッチを介して切断プロセス全体を完了します:
プレガス供給 - 主回路電源 - 高周波アーク点火 - 切断プロセス - アーク停止 - 停止。
主回路の電源はコンタクターで制御され、ガスの流量は電磁弁で制御され、高周波発振器がアークに点火し、アークが確立すると作動を停止する。
また、制御回路には以下のようなロック機能が内蔵されている:
サーマルコントロールスイッチの動作、停止。
(1)切り通すな:
a:板厚が装置の適用範囲を超えている。
b:切断速度が速すぎる。
c:切断トーチの傾きが大きすぎる。
d:圧縮空気圧が高すぎるか低すぎる。
e:主電源電圧が低すぎる。
(2) プラズマアークの不安定性:
a:切断トーチの動きが遅すぎる。
b:電源が2相から供給され、動作電圧が低下する。
c:圧縮空気圧が高すぎる。
切断トーチ部品の取り付け、交換は、切断トーチヘッドを上にして、保護カバー-導電ノズル-ガス分配器-電極-切断トーチ本体の順に分解し、逆の順序で組み立ててください。
ノズルを取り付ける際は、電極と同心になるように取り付ける。保護カバーを締め、ノズルをしっかりと押さえる。緩みがあると切断できません。
切断トーチは合理的に使用してください。アーク点火前にノズルをワークに接触させてください。切断が終了したら、ハンドルボタンを離してアークを止め、切断トーチをワーク表面から離して部品の寿命を延ばす。ノズルの中央のくぼみが切断品質に影響を与える場合は、時間内に交換する必要があります。
電極の中心が2ミリ以上凹んでいたり、アークに点火できない場合は、電極を逆に取り付けるか、更新する。
保護カバーやガス分配器がひび割れたり、ひどく損傷した場合は、すぐに交換する必要があります。
切断トーチ本体の絶縁、合成皮革のジャケット、ケーブルの絶縁、ガス管の損傷を発見した場合は、時間内に修理または交換する必要があります。
切断トーチを取り外すには、合皮ジャケットを収納し、スイッチ接続ワイヤーを分解し、ハンドルを後方に収納し、切断トーチ本体の接続ジョイントを分解する。
新しいセラミック保護カバーを交換する際は、シールの寿命を延ばすため、ねじ込む前に切断トーチ本体のOリングシールにワセリンオイルを少量塗布してください。
| そうだ。 | 欠陥 | 原因 | ソリューション |
| 1 | 電源スイッチを入れても、電源ランプが点灯しない。 | 1.電源スイッチのヒューズが切れている | 置き換える |
| 2.電源ボックス裏のヒューズが切れている | 点検と交換 | ||
| 3.制御トランスの故障 | 置き換える | ||
| 4.電源スイッチが壊れている | 置き換える | ||
| 5.インジケータランプが点灯しない。 | 置き換える | ||
| 2 | 切断ガス圧をプリセットできない | 1.空気源が接続されていないか、空気源に空気がない。 | 空気源の接続 |
| 2.電源スイッチが「オン」になっていない。 | トリガー | ||
| 3.減圧弁が損傷している | 修理または交換 | ||
| 4.電磁弁の配線不良 | 配線のチェック | ||
| 5.電磁弁が故障している | 置き換える | ||
| 3 | 動作中にカッティングトーチのボタンを押すと、送風が行われません。 | 1.パイプラインの漏れ | 漏れた部分を修正 |
| 2.電磁弁が故障している | 置き換える | ||
| 4 | 導電性ノズルが被加工物に接触した後、切断トーチボタンを押すと、作業表示ランプが点灯しますが、アーク切断はトリガーされていません。 | 1.KT1が故障 | 置き換える |
| 2.高周波トランスが故障している。 | 点検または交換 | ||
| 3.スパークロッド表面の酸化または不適切なギャップ距離 | 研磨または調整 | ||
| 4.高周波コンデンサC7の短絡 | 置き換える | ||
| 5.空気圧が高すぎる。 | 下げる | ||
| 6.導電性ノズルの損失が短すぎる。 | 置き換える | ||
| 7.整流器ブリッジ整流素子の開回路または短絡 | 点検と交換 | ||
| 8.切断トーチケーブルの接触不良または断線 | 修理または交換 | ||
| 9.ワークのアース線がワークに接続されていない。 | ワークピースに接続 | ||
| 10.ワークの表面に厚い塗膜や汚れがある。 | クリアにし、導電性にする | ||
| 5 | 導電性ノズルが被加工物に接触し、切断トーチボタンを押しても、切断表示灯が点灯しない。 | 1.サーマルコントロールスイッチの動作 | 冷却または再作業を待つ |
| 2.カッティングトーチのボタンスイッチが破損している | 置き換える | ||
| 6 | 高周波起動後にヒューズが切れるように制御する | 1.高周波トランス破損 | 点検と交換 |
| 2.制御トランスの損傷 | 点検と交換 | ||
| 3.コンタクタコイルの短絡 | 置き換える | ||
| 7 | 主電源スイッチのヒューズが切れている | 1.整流素子短絡 | 点検と交換 |
| 2 主変圧器の故障 | 点検と交換 | ||
| 3.コンタクタコイルの短絡 | 点検と交換 | ||
| 8 | 発生頻度は高いが、アークは発生しない | 1.整流器部品の異常(機械内部で異音がする) | 点検と交換 |
| 2.主変圧器が損傷している | 点検と交換 | ||
| 3.C1-C7ダウン | 点検と交換 | ||
| 9 | 長期的な作業中断とアーク故障 | 1.主変圧器の温度が高すぎる。 | 作業前に冷却を待つ。 |
| 温度ファンは作動しているか、風向きはどうか |

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。






