
板金曲げの安全性:危険源と保護
板金の単純な曲げ加工が、安全性と利益の両方にどのような影響を及ぼすのでしょうか?この記事では、板金曲げ工程における重要な安全対策を探ります。どのように...
板金のアーク曲げ加工:アーク加工は通常の工具加工とアーク工具加工(ラジアスパンチ、丸パンチ)に分けられる。1.普通ポンチによる円弧曲げ加工 円弧曲げ加工には、次のような工程がある:1.1.金型選定基準に従い、0.2Rの普通ポンチと金型を選定する。2.円弧の長さを計算する。3.円弧の長さを材料の厚さで割って、円弧を完成させるのに必要な曲げの回数を決定する。4.円弧角度を曲げ回数で割って、各曲げ部の曲げ角度を計算する。5.曲げ加工を行う。しかし、円弧曲げ加工は、[...]曲げ角度が大きくなるため、[...
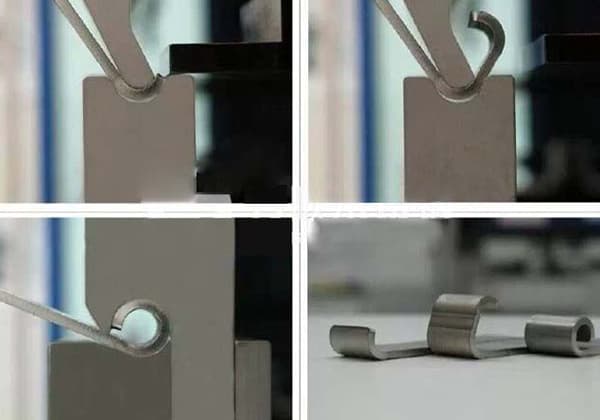
板金のアーク曲げ加工: 円弧加工は、通常の工具加工と円弧工具加工(ラジアスパンチ、丸パンチ)に分けられる。
アーク曲げ加工には、次のような工程がある:
1.金型選定基準に準拠した0.2Rの通常のパンチとダイを選択する。
2. 長さの計算 アークの
3.円弧の長さを材料の厚さで割って、円弧を完成させるのに必要な曲げの回数を決めます。
4.を計算する。 曲げ角度 アーク角度をベンド数で割ることにより、各ベンドに対応する。
5.曲げ加工を行う。
しかし、アーク 曲げ加工 数回、あるいは数十回の曲げ加工によって完成する場合、曲げ円弧の大きさの範囲は工具によって制限される。
一般的な処理範囲:
1) 90度円弧:R12より大きな円弧を形成する;
2) 120度以上の円弧:工具限界以上のR円弧をすべて加工できる。
道具の選択は加工方法によって異なる。
例えば、V溝の幅は曲げの深さによって決まる。
関連記事 プレスブレーキ曲げ深さ計算機
円弧R角は、工具固有のR角に基づいて形成される。
金型を選択する際、曲げ半径がR12より小さい場合、上側と下側の曲げ半径がR12より大きくなる。 下型 一回の曲げ加工で、加工仕様を選択することができる。
Rパンチは標準金型であるため、R仕様が限定され、加工円弧仕様のサイズも限定される。
希望する場合 曲げ半径 が標準金型仕様の範囲内でない場合は、R金型の周囲に材料を追加することで増加させることができる。
曲げ半径がR12を超える場合は、標準的なパンチアーク曲げ加工と同じ加工条件で、複数の曲げ加工を行う必要がある。
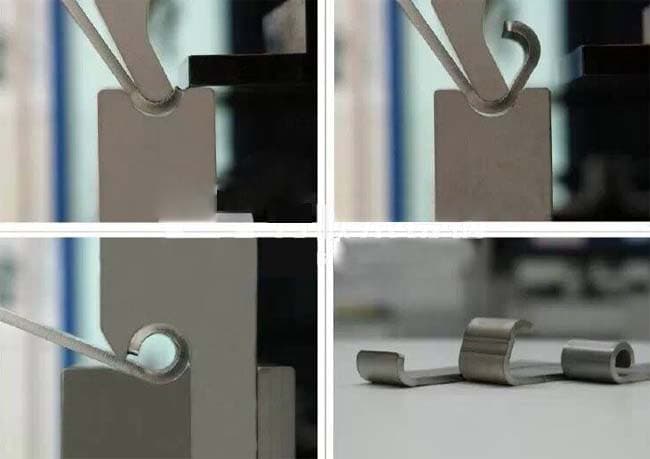
ラジアスパンチを使ったアーク曲げ加工は、滑らかで美しい曲げ加工ができるという利点があり、外観の要求が厳しい製品に適している。

1)ラジアスパンチで円弧を曲げる場合、まず金型選定基準に基づいて金型を選ぶことが重要です。ただし、90度の円弧を加工する場合は 板金 部品がはね返り、90度の弧が要件を満たさなくなる可能性がある。この場合、適切な角度を確保するために手作業が必要になります。この問題を避けるため、90度の円弧を加工する場合は、88度の下型が望ましい。
2)アーク加工時には、加工外観の大きさを確保するため、検出治具を使用する必要がある。
3)加工アングル円弧は、交換可能なダイスを使用するか、手動で加工するのが一般的である。
4)下型V溝の幅基準を決めるため、Rダイ(丸棒と円弧ポンチ)で円弧を折る。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







