
プレスブレーキのトン数計算機(オンライン&無料)
金属加工愛好家の皆様へ!プレスブレーキの適切なトン数を推測するのに疲れていませんか?そんなことはありません!このブログ記事では、プレスブレーキの世界に飛び込みます...
金属加工で正確な曲げ加工を行うにはどうしたらよいか考えたことはありますか?プレスブレーキのバックゲージを正確に校正することは非常に重要です。この記事では、バックストップ・バーのアライメントのチェックと調整、垂直方向と水平方向の調整、バックゲージ・フィンガーの校正について、ステップ・バイ・ステップで詳しく説明します。これらの手順をマスターして、機器の精度を維持し、作業場の効率を向上させましょう。時間を節約し、コストのかかるエラーを回避するために不可欠なキャリブレーション・テクニックを習得してください。
プレスブレーキにバックゲージが装備されている場合は、パンチとダイの中心に機械的に校正する必要があります。
バックゲージは納品時に完全に校正されており、その後の校正は、万が一フィンガーやバックストップ・バーが位置から外れてしまった場合にのみ必要となります。
機械的校正に加えて、プログラムを実行する前にETSソフトウェアでバックゲージを校正する必要があります。
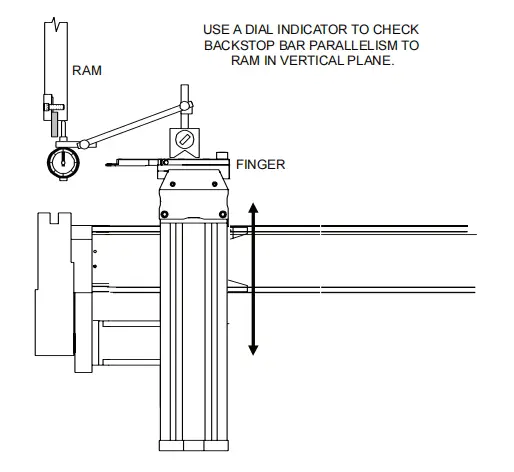
次の手順は、垂直面におけるラムに対するバックストップ・バーの平行度をテストするために使用することができます:
1.バックゲージの片方のフィンガーにマグネットベースのダイヤルインジケーターを取り付ける。
2.X軸とR軸を、ダイヤル・インジケータが指からラムの底面を参照できる位置に持ってくる。
3.バックストップ・バーの一端に指を移動し、ダイヤルをゼロに合わせる。
4.指をゲージバーのもう一方の端に動かし、ダイヤルインジケーターを見ます。ゼロのままでなければなりません。
5.多少のクラウンは許されるが、ダイヤル・インジケータは両端でゼロを示すべきである。必要であれば、下のセクションにある手順でバックストップ・バーを較正してください。
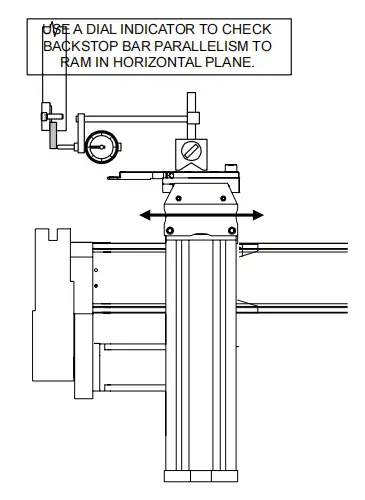
次の手順は、水平面内でラムに対するバックストップ・バーの平行度をテストするために使用することができます:
1.バックゲージの片方のフィンガーにマグネットベースのダイヤルインジケーターを取り付ける。
2.X軸とR軸を、ダイヤル・インジケータが指からラムの裏面を参照できる位置に持ってくる。
3.バックストップ・バーの一端に指を移動し、ダイヤルをゼロに合わせる。
4.指をゲージバーのもう一方の端に動かし、ダイヤルインジケーターを見ます。ゼロのままでなければなりません。
5.必要であれば、以下のセクションの手順に従ってバックストップ・バーを較正してください。
バックゲージには2本の校正ゲージバーが付属しています。
校正ゲージ・バーは、「V」ノッチから面取りされた端までの公差寸法が04.000″+.001″の精密機械加工スチール・ブロックです。
各校正ゲージ・バーには、校正ゲージ・バーの「V」ノッチにポンチを位置決めする際に過度の力が加わっても破損しないよう、ゴム製の裏当てが付いています。
注意事項
以下のバックゲージ機械較正手順のいずれかを開始する前に:
バックゲージのフィンガーが工具と平行にずれている場合は、その都度校正すること。
バックストップ・バーが位置から外れた場合は、バックストップ・バーとフィンガーの両方を較正する必要があります。工具を交換するたびに、フィンガーを再校正することをお勧めします。
この手順により、両方の指がバックストップ・バーから同じ距離になる:
1.操作モードをJOGに、コントロールモードをHANDに設定する。
2.メインメニューから "Calibrate Back Gauge "を実行するか、プログラムしてからバックゲージをX=04.000″の校正位置に移動する。
3.2本のキャリブレーション・ゲージ・バーをダイの開口部を横切るように、数インチ離してパンチの長さの中央付近に置きます。各バーは、ゴムのベースがダイ上に、面取りされた端がバックゲージ側になるように配置する。
4.手のひらのプッシュボタンで プレスラム パンチが各校正ゲージバーに収まるまで押し下げる
V "ノッチに、裏面のゴムをわずかに変形させる程度の力を加えます。校正ゲージバーを手動で動かしてみて、しっかりとクランプされていることを確認します。
5.指が校正ゲージバーと同じ高さになるまで、キャリッジを垂直に調整する。
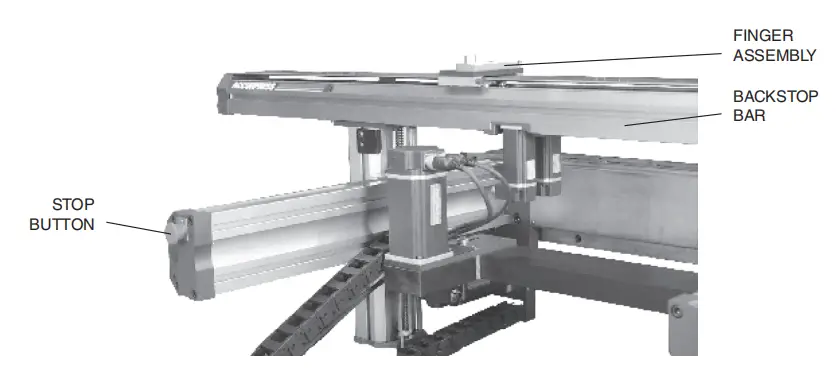
バックゲージの機械的な調整は、バックゲージの後ろで行われる。 プレスブレーキ.したがって、安全上の理由から、バックゲージエリアで作業する前に、バックゲージ停止ボタンを押し、ロックされた位置に維持する必要があります。
Manual-Rシステム搭載機では、バックゲージキャリッジのハンドホイールを使用する。
Power-Rシステムを搭載したマシンでは、適切な位置をプログラムしてください。
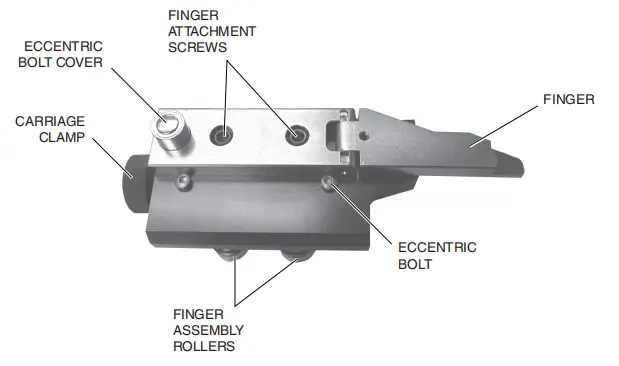
6.1本のバックゲージフィンガーを1本の校正ゲージバーの端に移動します。Manual-Zシステムの場合は、キャリッジ・クランプを緩め、フィンガーをスライドさせます。Power-Zシステムの場合は、適切な位置をプログラムします。
校正位置に指を合わせる:校正位置
7.2本目のバックゲージフィンガーを2本目の校正ゲージバーの端に移動し、手順6と同様に調整します。
8.指とゲージバーの間のタッチオフ接触圧が両方の指で同じになるように、各指を調整する。
9.調整が完了したら、偏心ボルトキャップを交換し、2本のネジを締め直します。
10.キャリブレーションゲージバーを取り外し、バックゲージストップボタンを時計回りに1/4回転させてバックゲージを再度有効にします。
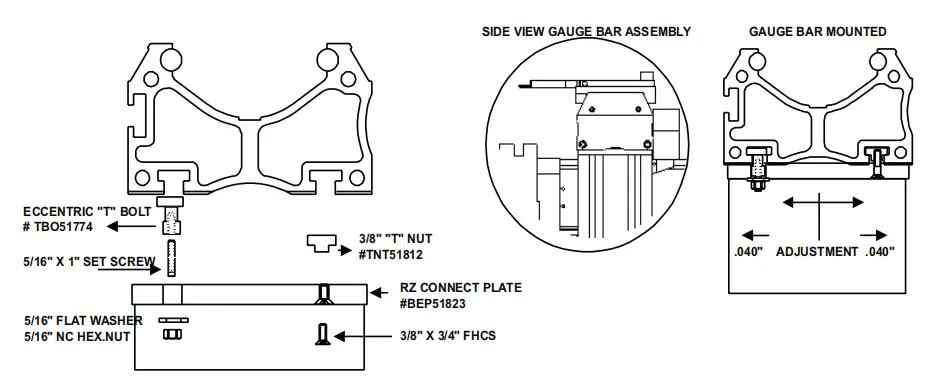
バックストップ・バーを垂直面内で調整するには、まずR軸トップ・プレートのセット・スクリューを緩めます。
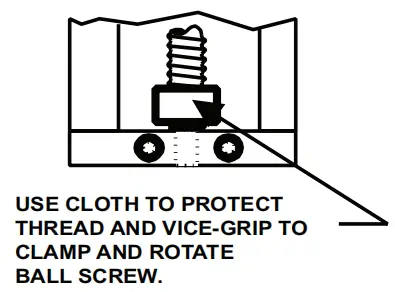
ボールねじの最下部に小さな布を当て、ボールねじを握ったり傷つけたりしないように注意しながら、布の上からバイスグリッププライヤーを当てる。
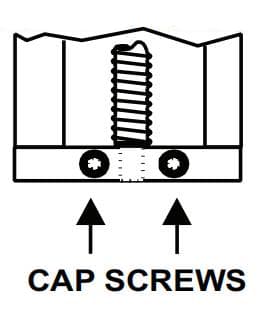
R軸ボトムプレートのキャップスクリューを緩め、ボールスクリューを回転させて高さを調整します。
調整が完了したら、セットスクリューとキャップスクリューを締めます。バイスグリップを外す
ペンチと布。
バックストップ・バーR軸調整
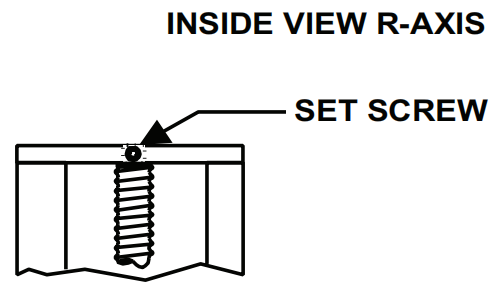
R軸の高さを調整するには、止めねじ(トッププレート)を緩めます。
ボールねじの最下部に小さな布を当て、その上からバイスグリッププライヤーを、ボールねじが握れる程度の強さで当てる。
キャップスクリュー(底板)を緩め、ボールスクリューを回して高さを調整します。
調整が完了したら、セットスクリューとキャップスクリューを締めます。
バイスグリッププライヤーと布を取り除く。
水平面内でバックストップ・バーを調整するには、Tナットを緩め、ラムと平行になるまでTボルトを回転させます。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







