
プレスブレーキのトン数計算機(オンライン&無料)
金属加工愛好家の皆様へ!プレスブレーキの適切なトン数を推測するのに疲れていませんか?そんなことはありません!このブログ記事では、プレスブレーキの世界に飛び込みます...
プレスブレーキで曲げの問題に遭遇したことはありますか?私は経験豊富な機械エンジニアとして、曲げ加工中に発生する可能性のある問題を数多く見てきました。このブログでは、プレスブレーキの曲げ加工の最も一般的な問題を掘り下げ、曲げ加工のトラブルシューティングと最適化に役立つ実用的な解決策を探ります。この記事は、ベテランのオペレーターの方にも、この分野に初めて携わる方にも、プレスブレーキの性能を向上させるための貴重な洞察を提供します。

注:
プレスブレーキのどの部分を整備する作業員も、安全な作業方法に従わなければなりません:
サービス担当者は、電気制御の問題を評価するための電気マルチメータや、油圧の問題を評価するための圧力計などの基本的な診断ツールを必要とする場合があります。
油圧方向切り替えバルブの手動オーバーライドを使用するサービス担当者は、オーバートラベルによる人身事故やダイ、リミットスイッチ、油圧シリンダーの損傷を防ぐため、細心の注意を払って作業を行ってください。

| 原因 | ソリューション |
| ショップの電気供給ディスコネクトス イッチがオフになっている。 | ディスコネクトスイッチをオンにします。 |
| ショップの電気供給ディスコネクトスイッチを オフにします。 | ディスコネクトスイッチをオンにします。 |
| 制御回路の配線の接続が緩んでいる。 | マルチメータと制御回路図を使用して、電気制御配線の導通をチェックします。必要に応じて修理する。 |
| 制御回路ヒューズ FU1 が切れている。 | 考えられる原因をチェックする。ヒューズを交換する。 |
| マルチメータと制御回路図を使用して、電気制御配線の導通をチェックします。必要に応じて修理する。 | プレスブレーキ・メインディスコネクト・スイッチがオフ。 |
| 原因 | ソリューション |
| ラムコントロール無効(RAM ACTIVEランプ点滅)。 | RAM ENABLE キーをトグルする。 |
| バックゲージ コントロールは無効である。 | バックゲージのコントロールを有効にする。 |
| 制御設定が使用中のモードでない。(手元または足元のランプが点滅している)。 | コントロールモードを希望の設定に変更する。 |
| オペレーショナルCNCシステムのインターフェースは、既存の電気制御と互換性がない。 | キャリブレーション、ラン、またはサードパーティ制御モードを選択します。 |
| ラム(Y軸)は未校正。 | キャリブレーション、ラン、サードパーティ制御モードのいずれも選択されていない。 |
| バックゲージ(X軸)は未校正。 | バックゲージを校正する。 |
| ETS システムパラメータ構成が正しくない。 | CNCシステム販売店/メーカーにお問い合わせください。 |
| システム構成を再設定する手順については、工場サービスにご相談ください。 | 油圧リリーフバルブが開位置にある。 |
| モータの回転が正しくない。 | オペレータ制御ペデスタルケーブル の接続の緩み/断線、または電気接 点ブロックの不良。 |
| フットスイッチから DOWN ソレノイ ドまでの電気的導通を点検します。適切な修理を行う。 | ディスコネクトスイッチへの主電源電圧接 続の位相順序を確認します。シーケンス:1-2-3(赤-黒-白)であることを確認します。 |
| ラムダウンオーバーランリミットスイッチの不良、 または電気接続の緩み/破損。 | を循環させてみてください。 プレスラム 油圧バルブの手動オーバーライド制御を使用して下降させる。ラムの動きがない場合、リリーフバルブカートリッジを取り外し、Oリングおよびスライディングスプールに欠陥や障害がないか点検する。 |
| 油圧リリーフバルブが OPEN 位置で止まっている。 | オペレータ制御ペデスタルケーブルの接続が緩い / 断線している、または電気接点ブロックに不良がある。 |
| 原因 | ソリューション |
| 速度変更位置が正しく設定されていない。 | 速度変更の最適な設定は、成形される部品のパンチ接触時です。 |
| 高容量バルブ DOWN ソレノイドの不良。 | ソレノイドの電気的導通をチェックします。適切な修理を行う。 |
| 原因 | ソリューション |
| 高圧リリーフバルブがプリセットのリリーフ圧設定を維持していない。 | プレスラムは、システムがオイルを供給できる速度よりも速く自由落下する。 油圧シリンダー. |
| 高圧リリーフバルブがプリセットのリリーフ圧設定を維持していない。 | 高圧リリーフカートリッジアセンブリをマニホールドブロックから取り外し、Oリングに損傷がないか点検する。センタースライドスプールを点検し、バルブの機能を確認する。溶剤と圧縮空気で異物を除去する。バルブを再度取り付けてテストする。 |
| 原因 | ソリューション |
| コントロールモードがJOGに設定されている。 | オペレータ・コントロール・ペデスタルからアップソレノイ ドまでの電気的導通をチェックする。必要に応じて修理する。 |
| オペレータ制御ペデスタルケーブル の接続の緩み / 断線、または電気接点ブロック の不良。 | オペレータ・コントロール・ペデスタルからアップソレノイ ドまでの電気的導通をチェックする。必要に応じて修理する。 |
| ラムアップリミットスイッチが作動位置で固 定されているか、破損している。 | リミットスイッチの機械的機能 と電気的導通を点検する。必要に応じて修理する。 |
| 原因 | ソリューション |
| 油圧方向切り替えバルブの故障。 | 手動でオーバーライドを作動させ、ピロットバル ブの機械的機能をチェックします。ピロットスプールまたはバルブスプールセンタリングに障害物がないことを確認します。 |
| 原因 | ソリューション |
| プログラムのベンドポイントの設定が正しくない。 | トン数表示を確認し、トン数が高くなるように調整します。 |
| 過大なオフセンター荷重により、トーションセーフティリミットスイッチが作動している。 | 成形する部品をプレスベッドの中心に近づける。 |
| プレスラムが記録された位置に達するかどうか、プログラムの曲げポイントをチェックする。 | 成形する部品をプレスベッドの中心に近づける。 |
| トン数制御が低すぎるため、ベンドを完了できない。 | 低速切換位置の設定が正しくない。 |
| 原因 | ソリューション |
| パート 材料特性 はプレスブレーキと金型の構成と互換性がありません。 | 部品の材料特性がプレスブレーキと金型構成に適合しない。 |
| 原因 | ソリューション |
| バックゲージプログラムのステップが職務要件を反映していることを確認する。 | バックゲージステッププログラムの寸法を確認または修正する。 |
| ステップごとのバックゲージ位置寸法はプログラムされていない。 | ステップごとのバックゲージ位置寸法がプログラムされていない。 |
| STOPボタンはOFFのままです。 | バックゲージSTOPボタンをONに戻す(時計回りに1/4回転)。 |
| 原因 | ソリューション |
| 油圧サービスセンターでポンプの流量と圧力をテストしてください。そのような施設が不便な場合は、高圧カートリッジ "P2 "を取り外して、機械的な損傷や摩耗を調べることができます。必要に応じてカートリッジまたはポンプ全体を交換してください。 | 油圧サービスセンターでポンプの流量と圧力をテストしてください。そのような施設が不便な場合は、高圧カートリッジ "P2 "を取り外して、機械的な損傷や摩耗を調べることができます。必要に応じてカートリッジまたはポンプ全体を交換してください。 |
| プレスブレーキの速度変更点が成形する材料の上にあり、トン数インジケータが定格トン数内にあることを確認してください。 | オペレーターがプレスブレーキの能力を超える部品を成形しようとし続けている。 |
| 油圧システムの高圧リリーフバルブが早 期にリリーフしている。 | 電動モーターと油圧ポンプ間のカップリングエレメントが摩耗または分解している。 |
| 高圧リリーフカートリッジアセンブリをマニホールドブロックから取り外し、Oリングに損傷がないか点検する。中央のスライディングスプールを押して、バルブの機能を確認する。溶剤と圧縮空気で異物を除去する。バルブを再度取り付け、テストします。 | 高圧ポンプカートリッジに欠陥があ るか、摩耗しているため、流量と圧 力が低下している。 |
| 高圧リリーフカートリッジアセンブリをマニホールドブロックから取り外し、Oリングに損傷がないか点検する。中央のスライディングスプールを押して、バルブの機能を確認する。溶剤と圧縮空気で異物を除去する。バルブを再度取り付け、テストします。 | 点検し、必要に応じて交換する。 |
| 原因 | ソリューション |
| 作動油のレベルが低い。 | 必要であれば、サイトゲージに表示されるま で液面を追加します。 |
| ポンプインレット吸引ストレーナが詰 まっているか、詰まっている。 | 作動油の状態を点検する。必要に応じて油圧ストレーナ、作動油、油圧フィルタを交換する。 |
| 油圧インレット配管または接続が緩んでおり、ポンプがエアを吸入している。 | シャフトシールに摩耗や損傷がないか点検する。必要であれば交換する。 |
| 配管の接続、ポンプとインレットフランジの O リング、インレットフランジのボルトを点検します。 | シャフトシールに摩耗や損傷がないか点検します。必要であれば交換する。 |
| 原因 | ソリューション |
| EDITセレクタースイッチをLOCKにする。 | 文書化された作業手順を確認し、適合するように作業モードを修正する。 |
| 原因 | ソリューション |
| 不正確なCNCゲージング・インターフェース | プレスブレーキのインターフェース要件を確認するため、工場サービスに連絡してください。 |
原因がある:
解決策

原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策

原因がある:
解決策
原因がある:
解決策
原因がある:
解決策

原因がある:
解決策
原因がある:
解決策
原因がある:
変形の主な原因は、曲げ速度が速いため、ハンドがワークの曲げ変形に追いつかないことである。
解決策
この問題を解決するには、曲げ速度を下げ、ハンドがワークと連動して動くようにする必要がある。
原因がある:
解決策
へのフィードバックをお願いします。 レーザー切断 部門に連絡し、材料の選択に適切な注意が払われていることを確認する。さらに、必要に応じてプレスブレーキパンチを交換し、ミドルブロックを調整する。
原因がある:
曲げ加工中、ワークの後端がカーブに沿って上昇し、バックフィンガーと接触して動かなくなる。その結果、曲げ加工後にワークが変形してしまう。
解決策
バックストッパーの後方引き上げ機能を採用。
原因がある:
ワークピースのエッジから 折り曲げ線 は金型のV字開口部の半分以下の大きさであるため、曲げることは不可能である。
解決策
解決策
原因がある:
曲げの大きさは、ダイのV字型開口部の中心線からワークの端までの距離の範囲内であるため、ダイを通常の向きで取り付けた場合、位置決めが難しい。逆に取り付けると、パンチがバックフィンガーを押すことになります。
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
解決策
原因がある:
弾性圧力で曲げ、穴で位置決めする場合、凹ダイス面と部品外面との摩擦でエルボ外面が引っ張られ、位置決め穴が変形することがある。
解決策
原因がある:
解決策
原因がある:
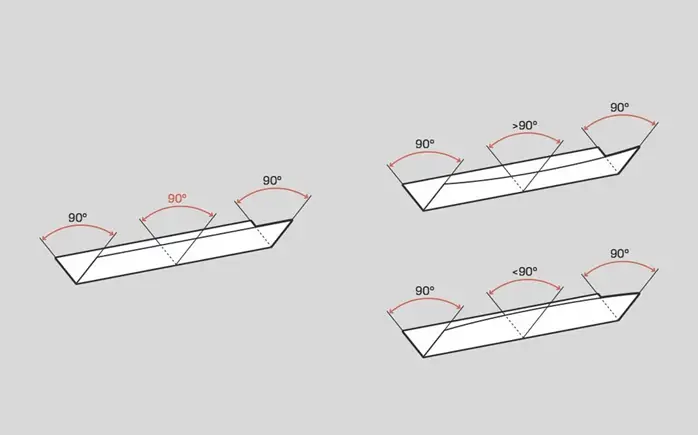
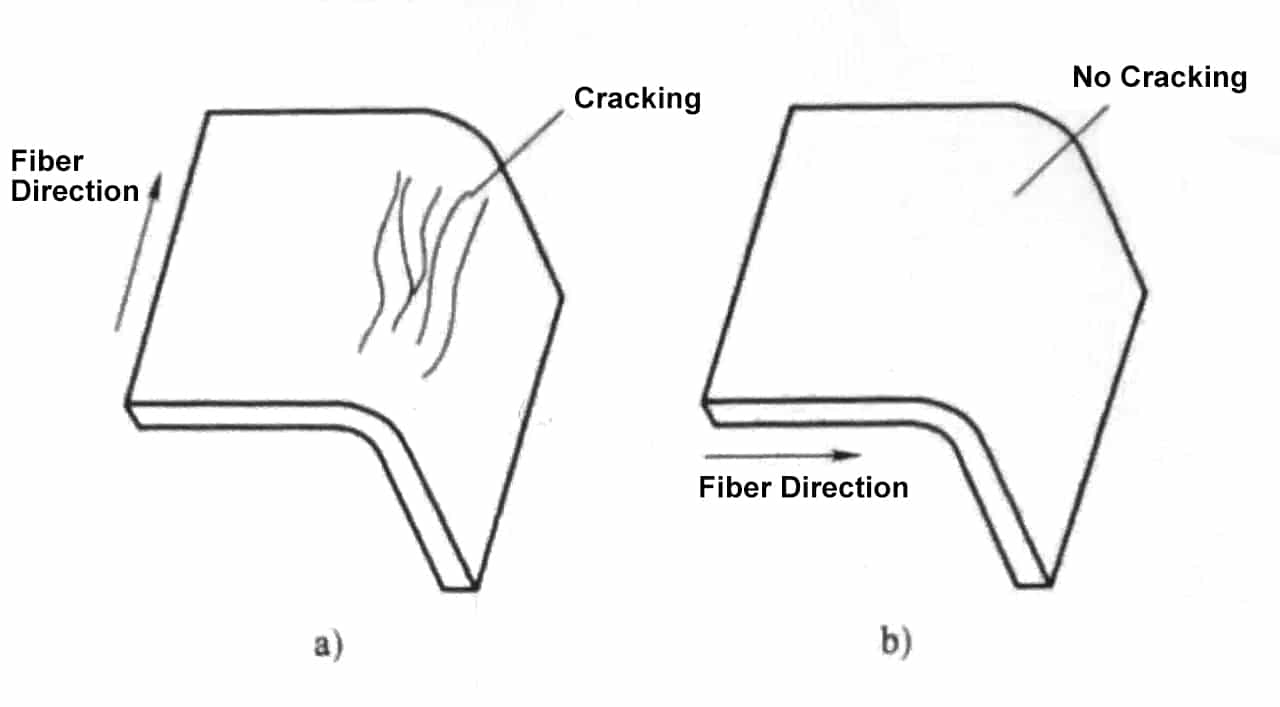
曲げ加工時、素材の外面は円周方向に引っ張られて収縮変形し、内面は円周方向に押されて伸長変形する。これにより、曲げ端面は曲げ方向に沿って膨らむ。
解決策
原因がある:
素材自体にムラがある
トッププレートと材料の接触面積が小さいか、材料の排出力が不足している。
凹型ダイに排出装置は不要
解決策
原因がある:
素材が跳ね返ってくる。 曲げ角度 中心線がずれるように。
解決策
原因がある:
解決策
原因がある:
曲げ高さが最小曲げ限界高さより小さい場合、曲げ部分は膨張する。
解決策
原因がある:
ねじれやたわみが発生するのは、絞り深さのばらつきや部品の幅方向の収縮が原因である。
解決策
原因がある:
カットされたノッチは、2本の直線状のエッジを左右に開き、ピースの底にたわみを生じさせる。
解決策
原因がある:
変形は主にベンディングマシンのスピードによるもので、マシンのスピードに手がついていかなかった。
解決策
ベンディングマシンの速度を下げ、ハンドヘルドワークはマシンの操作と同じ速度を持っています。
原因がある:
解決策
原因がある:
これは主に、ワークが曲げ上がり、バックストッパーに当たって圧迫され、変形につながったためである。
解決策
バックゲージを引き戻す。
原因がある:
V字の中心線からダイの端までの距離の間、下のダイを位置決めすることはできない。
解決策
モールドを別の方法で取り付ける。バックゲージの前にガスケットを1枚(3t以下)入れ、バックゲージが上型を避けられるようにする。
もう一方の端のサイズが≧3であれば、もう一方の端をステーにして、別の方法で下型を取り付けることもできる。
原因がある:
この種の故障は、レールの長期使用、摩耗による隙間の増大が原因である。
解決策
ガイドプレートの磨耗の程度をチェックし、磨耗の程度に応じてレールプレートを交換するかどうかを決定し、必要なギャップを満たすように再調整する必要がある。

原因がある:
バックゲージトランスミッションが故障するのは、ドライブシャフトがタイミングプーリのタイミングベルトから外れているか、ベルトがスリップしているためである。
解決策
この故障は、チェーンとタイミングベルトを組み立て直してから、電気セクションをチェックする必要がある。
解決策
このような失敗は、「X」軸を解放する必要がある。 シンクロナスベルト平行度の許容範囲に再調整し、シンクロナスベルトを再装着する。
解決策
この種の故障は、締め付けられたラムとシリンダー接続ナットを再チェックする必要がある。
解決策
解決策
解決策
原因がある:
戻り圧力が高いような誤動作は、主に充填バルブが開いていないためです。この現象は、上記の故障3の論理とは正反対です。
解決策
これは故障3の解決策を参照することで対処できる。
解決策
このような故障に対しては、以下のチェックが必要である:
解決策
原因がある:
この誤動作は、一般的に、コントローラのオペレータが、製品プログラミングの過程で未使用の製品プログラムを迅速かつ徹底的に消去せず、代わりに前の製品のプログラムを直接修正することによって引き起こされる。
このような動作が繰り返されると、システムのバッファメモリがプログラムでいっぱいになり、システムプログラムが正常に機能しなくなる可能性がある。
解決策
この問題を解決するには、まずメインモーターの電源を切ります。次に、キーボードの「+ +」と「- -」キーを同時に押します。最後に電源を入れ直し、システムを初期状態に戻す。
次に、クリアする項目を示す「1」を入力してプロジェクトをクリアします。パスワード「817」を入力後、エンターキーを押して確定する。画面に操作が実行された旨のプロンプトが表示される。この時点で、プロジェクトのクリアに必要な操作は完了です。
原因がある:
この誤動作は、主に「Y1」軸と「Y2」軸の再位置決め精度の誤差が累積して増加し、曲げ加工後のワークの角度誤差が増加することに起因する。この角度誤差の増加は、以前の誤差の積み重ねであり、主にグレーティング定規のフィードバック信号がパルスを失うことに起因します。
解決策
この問題を解決するには、グレーチング定規を取り外し、徹底的に清掃する。埃や振動を減らす対策を実施する。グレーチング定規を再設計し、妥当な設置レベルを確保するために再設置する。グレーチング定規が破損している場合は、メーカーに修理または交換を依頼する。
原因がある:
この種の誤動作は主に、上型と下型の間の安全距離の設定、およびX軸とR軸のリミット位置が、プログラムされた位置と競合するために発生します。安全性を確保するため、これらの設定が正しくない場合、システムはアラームを作動させ、運転を阻止します。
解決策
問題を解決するには、製品を再プログラムするか、製品のパラメータまたは金型設定を変更して、要件を満たすようにしてください。これによりアラームが解除され、操作が可能になります。
解決策
このような故障に対処するには、まず、以下のような電気ボックスを開ける。 CNC曲げ加工 マシンを使用してください。ドライバのディスプレイに表示されるアラームコードを確認し、取扱説明書とプロンプトのアラームコードを参照してアラームの原因を特定してください。
一般的なアラームは2つある:
原因がある:
この種の不具合は、主にNCベンディングマシンの元の基準点の変更が正確でないことが原因である。
解決策
基準点を再初期化する。
原因がある:
このタイプの誤動作は、機械の電源がオフになっている間にX軸とR軸の位置が変化することによって発生する。コンピュータはシャットダウン前の位置を記憶しているため、X軸とR軸の実際の位置と記録された位置の間に不一致が生じる。
解決策
X軸R軸の位置を再初期化する必要がある。
原因がある:
シャットダウン時にラムが上型と下型の間に位置せず、パンチが落下した場合に発生します。その結果、Y1軸とY2軸の実際の位置が限界を超えてしまう。
問題を解決するには、Y1 軸と Y2 軸の実際の位置を調整します。コントローラに現在の位置値が表示されるはずです。調整が完了すると、プレスブレーキを正常に動作させることができます。
解決策
この問題を解決するには、以下のように、コントローラのデータを増やします。 CNCプレス ブレーキマシンを元の値から 5mm 下げます。その後、手動モードに切り替え、手動でラムを下げてください。システムは自動的に位置を修正し、通常の操作に戻ります。
| 原因 | ソリューション |
| 金属の厚さのばらつき。 | ラムの平行をオフセットし、ばらつきを補正する。 |
| 材料の厚さのばらつきを補正するために、ラムを平行にオフセットします。 | 工具のばらつきを補正するために、ラムを平行にオフセットする。 |
| 原因 | ソリューション |
| プレスラム、ベッド、ツーリングは防錆コーティングされている。 | ダイセットを取り外し、すべての部品を溶剤で洗浄し、再度組み立てて再調整する。 |
| 金型がプレスベッドキャップ上で平らにならない | フィーラーゲージでクリアランスをチェックする。プレスベッドとツーリング間のシム、または必要に応じて機械的にまっすぐにする。 |
| 工具が摩耗している。 | フィーラーゲージでクリアランスをチェックする。プレスベッドとツーリング間のシム、または必要に応じて機械的にまっすぐにする。 |
| 原因 | ソリューション |
| プレスラムが自由落下 | プレスラムウェイアッセンブリーの調整を点検する。 |
| 分解し、ランディング、スプール、スプリングの損傷や摩耗、汚染物質がないか点検する。 | 分解し、スプールランディング、スプール、スプリングの損傷や摩耗、汚染物質がないか点検する。 |
| 原因 | ソリューション |
| ロッカーアーム 締め付け のネジが緩んでいる。 | 位置を確認し、増し締めを行う。 |
| 右のラムラグのクランプスクリューが緩んでいる。 | 位置を確認し、増し締めを行う。 |
| 左ラムラグのクランプスクリューが緩んでいる。 | 位置を確認し、緩んでいる場合は、締め直 す前に工場サービスにご相談ください。 |
| コネクティングロッドのクランプスクリューが緩んでいる。 | 位置を確認し、緩んでいる場合は、締め直 す前に工場サービスにご相談ください。 |
| コネクティングロッド下部スフェリカル・ベアリングが磨耗または損傷している。 | コネクティングロッド下部スフェリカル・ベアリングが摩耗または損傷している。 |
| 原因 | ソリューション |
| 工具の成形面を再加工する。摩耗した部分を補うために、局所的なシミングを行う。 | プレスベッドとラムの成形面を再加工する。摩耗した部分を補うために、局所的なシミングを行う。 |
| プレスベッドとラムは、小さな部品を一箇所で成形し続けるため、中央部が摩耗する。 | プレスベッドとラムは、小さな部品を一箇所で成形し続けるため、中央で摩耗する。 |

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







