
プレスブレーキのトラブルシューティング(74のエラーコード): 曲げのトラブルと解決策
プレスブレーキで曲げの問題に遭遇したことはありますか?私は経験豊富な機械エンジニアとして、曲げ加工中に発生する可能性のある問題を数多く見てきました。その中で...
プレスブレーキが同期して下降しないことを不思議に思ったことはありませんか?この記事では、ピストンシリンダーの内部リークやオイルパイプラインの問題など、油圧プレスブレーキによくある同期不良の原因について掘り下げています。また、実用的な解決策を提示し、機械がスムーズかつ効率的に作動するようにします。金属加工工程の品質と生産性を維持するために、これらの問題のトラブルシューティングと修正方法を学んでください。

WC67Y-250/4000油圧プレスブレーキは、高い労働生産性と曲げ精度で金属板を曲げるために設計されています。安定性、信頼性、操作性に優れ、インチングまたは連続移動が選択できます。
この油圧プレスブレーキは、作業ストローク全体を通して一貫した圧力を維持し、均一な力配分を保証します。ユーザーは、要求される力を達成するために、異なる金型を簡単に装備することができます。 板金曲げ の形をしている。
ただし、このプレスブレーキの往復移動速度は、曲げ加工よりも数倍速く、生産効率を向上させることができる点には注意が必要だ。ただし、このプレスブレーキのシリンダーは、曲げ加工に使用されます。 プレスブレーキ このため、あまりに早く落下しすぎて同期が取れなくなり、最終製品の品質に影響を与える可能性がある。
この問題の主な原因は、ピストン・シリンダー内の内部漏れである。ピストンとオイルシリンダーの隙間が大きすぎるために漏れが発生する。しかし、左右のシリンダーの漏れが均一でないため、2つのシリンダーの移動速度が異なってしまう。
図1はそのプロセスを示している。 プレスブレーキ は急速に下降する。オイルポンプはシンクロナスバルブを介してオイルシリンダにオイルを供給し、トップオイルタンク1は自然高低差を介してワンウェイバルブ2を介してオイルシリンダにオイルを供給する。この2種類のオイルがオイルシリンダの上室に供給されることにより、オイルシリンダは急降下する。
同期弁の後の弁回路におけるおおよその流れのため、タンクから逆止弁2を通ってオイルシリンダー3に入る流れのみが考慮される。
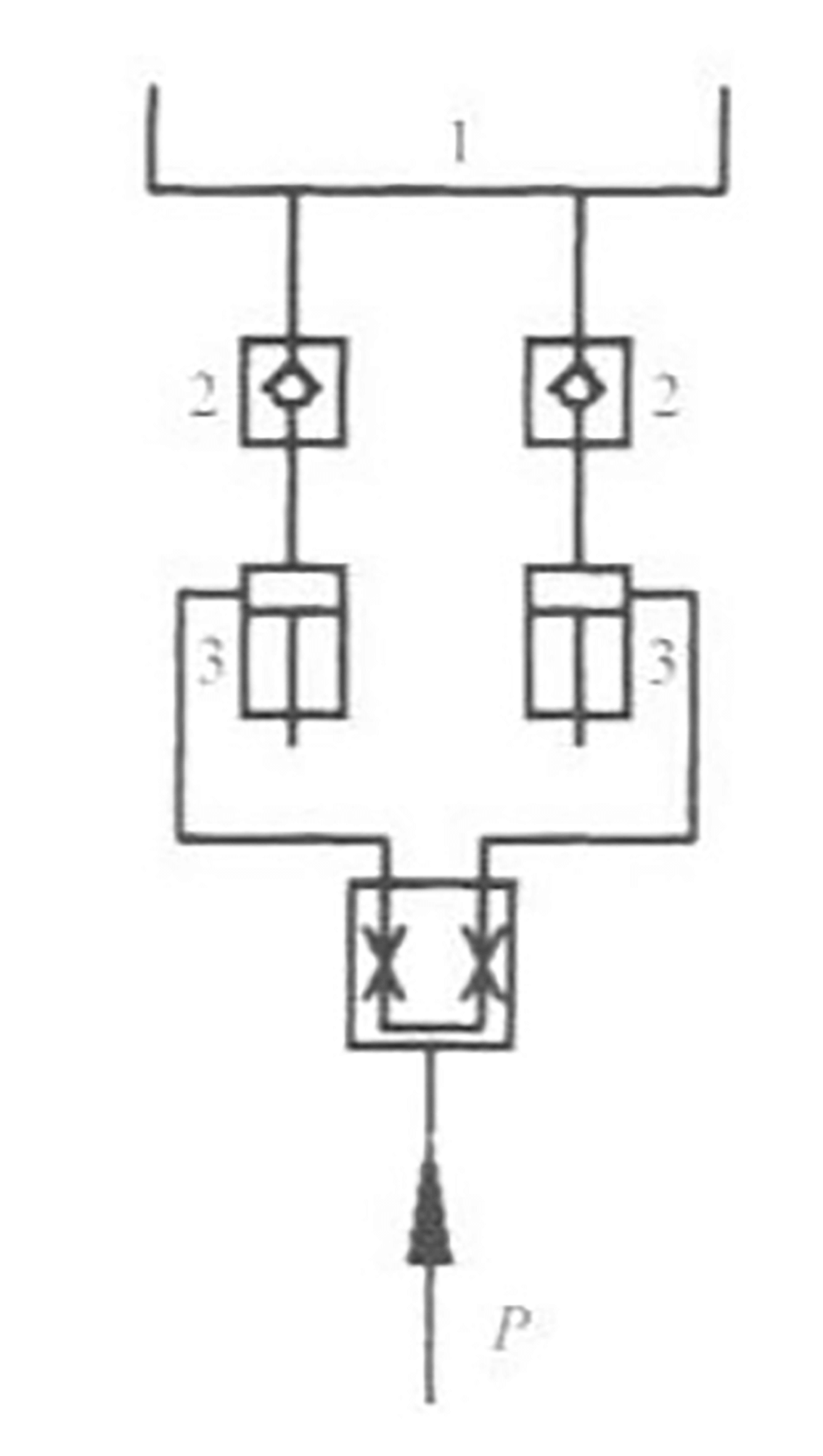
1- オイルタンク; 2- チェックバルブ; 3- オイルシリンダー。
図1 オイルシリンダーのオイル供給分析
図2に逆止弁2の構造を示す。
P1 は入口圧力を表し、P2 は出口圧力を表す。
両方の逆止弁の入口圧力を考慮すると、P1 は大気圧とみなすことができ、両者は等しくなる。
と考えると、P1 が一定であれば、逆止弁を通過する流量Qは圧力差(P-P)の増加とともに増加する。2).
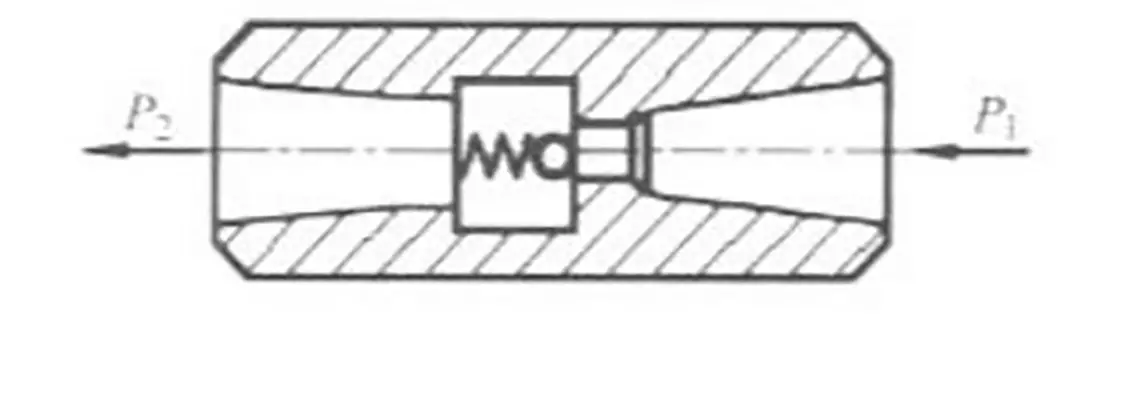
図2 逆止弁の構造
上記から明らかなように 油圧シリンダー は、始動時に完全には同期しない。その結果、Pと表記される2つのシリンダーの上部室の圧力は同じにならない。この2つのチェックバルブの前後の圧力差も同じにはなりません。
その結果、オイルシリンダーから一方向バルブを通って2つのシリンダーに入る流れは均等ではなくなります。この流れの不均衡により、2つのシリンダーの動きは同期しなくなる。
プレスブレーキが急降下すると、戻り油回路の減衰が等しくなくなり、ピストン下室の背圧に差が生じることがある。その結果、2つのシリンダの戻り流量が同じにならず、2つのシリンダの急降下速度が不均等になり、同期が取れなくなります。
(1) 左右の油圧シリンダの漏れ量を同じにするためには、左右のピストンやシリンダなどの部品の選定精度(寸法精度や同軸度などの位置精度を含む)を一定にすることが重要である、 丸みなど)。さらに、2つの油圧シリンダーの油圧回路は、できるだけ同じように設計する。
(2) 給油管路の2つの逆止弁を通過する流量が等しくなるように、可動フレームの重心が2つのシリンダの幾何学的中心に位置するように努める必要がある。さらに、ピストンとピストンロッドの間、およびピストンロッドとエンドカバーの間の機械的減衰は、2つのピストンシリンダーが急降下したときに同様の機械的減衰を確保するために、可能な限り近づけるべきである。
(3)戻り油管路については、戻り油管路の戻り油抵抗を同等にすることにより、2気筒の戻り流量が等しくなるようにする必要がある。そのためには、配管径、配管長を確保する、 パイプ曲げ 数、パイプの曲げ角度は基本的に同じである。
(4) プレスブレーキは、力の同期をとるために機械的なラックとピニオン駆動を利用している。その装置は図3に示すように、連結フレームの両側にラックを設置し、ラック上の歯車と噛み合わせる。ラックがガイド装置となり、ギアの噛み合わせによって誤差補正が行われる。ラックとギアの製造精度が保証される限り、プレスブレーキの2つの作業シリンダーは非常に高いレベルの同期精度を達成することができる。
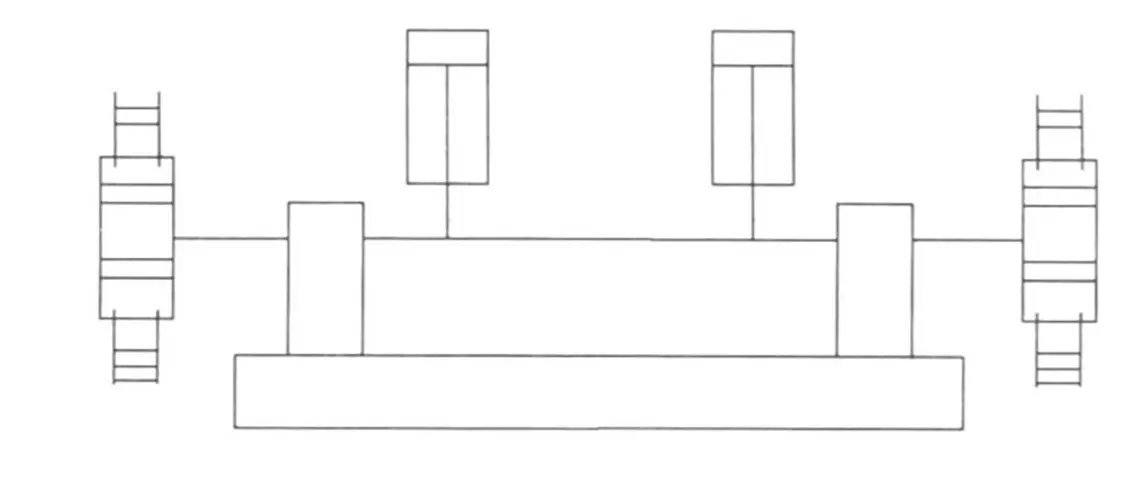
図3 強制同期によるギアラック駆動の模式図
ユーザー、設計者、メーカーの協力により、製造、組み立て、試運転の全プロセスが大幅に改善された。現在の使用状況を観察すると、構造はシンプルでコンパクト、動作は安定し、騒音は最小限に抑えられている。その結果、曲げられた鋼板の品質は保証され、曲げ効率は要求された基準を満たしています。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







