
オペレーターのためのプレスブレーキ安全ガイドライン(規定)
プレスブレーキのオペレーターは、私たちを取り巻く世界の形成に重要な役割を果たしていますが、その仕事に危険がないわけではありません。この記事では、業界の安全に関する重要なヒントを探ります。
プレスブレーキのパンチとダイを正しく選択することは、正確な曲げ加工を実現し、工具を長持ちさせるために非常に重要です。このガイドでは、曲げ力、材料の厚さ、パンチの形状などの要因に基づいて、上パンチと下ダイを選択するための基本的な基準について説明します。これらのガイドラインに従うことで、工具の損傷や不正確な曲げ加工などの一般的な落とし穴を避けることができます。プレスブレーキの操作を最適化し、加工品質を向上させる方法をご覧ください。
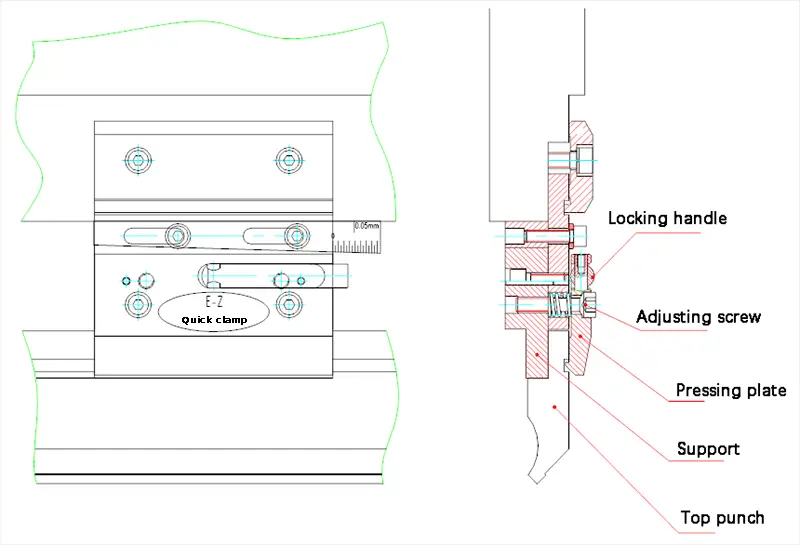
(1) トップパンチの選定は、曲げ力に基づき、ダイの荷重が制限を超えないようにする。油圧式パンチ 締め付け には特別なカスタマイズが必要だ。
特殊な金型を選択する場合、通常の金型とは荷重が異なることに注意する必要がある。を防ぐため、正しい選択を行う必要がある。 曲げ力 ポンチの限界荷重を超えると、崩壊や亀裂の原因となる。
(2)上パンチの形状は、ワークの曲げ成形の可否に大きく影響する。ポンチをプログラムし、選択する際には、ポンチの形状を考慮し、それがワークの成形プロセスに干渉しないかどうかを考慮することが極めて重要である。
(3)金型が金型ライブラリーにプログラムされている場合。 CNCシステムそのため、金型の全体寸法を正確にプログラムする必要があります。これにより、NCシステムが曲げ工程を自動計算する際に、金型がワークと干渉するかどうかを正確に判断できるようになります。
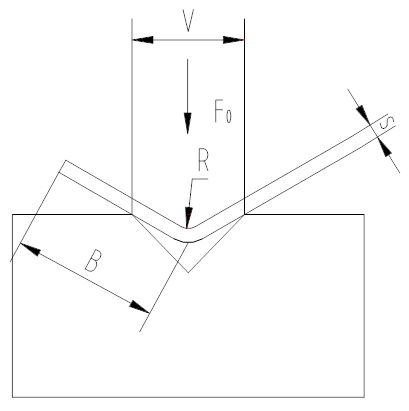
(1)V字型下型の幅は、材料の厚さtに応じて以下の式で決定する:
t < 3mmの場合、V = (6~8) × t
t ≥ 3mmの場合、V = (8~12) × t
さらに、下型Vの幅は、下型Vの最小曲げ幅bとフィレット半径rに基づいて決定することができる。 曲げ部分 合理的かつ科学的な金型選定を行うため。
(2)期間中 曲げ加工この場合、発生した曲げ力はワークテーブルに蓄積され、金型に作用する。従って、金型が耐えられる荷重は限度を超えないようにしてください。
1メートルあたりに必要な曲げ力(T/m)は、曲げ力表で与えられます。この表では、材料の引張強さを45kg/mm²(450N/mm²)と仮定し、下型の開口部と板厚をあらかじめ決めておきます。

一般的な曲げ力の早見表
材料が異なる場合、材料の引張強さがσKg/mm²であれば、1mあたりに必要な曲げ力(T/m)は以下の式で計算できる。
F1 = F0- σ/ 450(T/m)
注:金型が成形に使用される場合、曲げ力は次のようにする必要があります。 2~3回 法線方向の曲げ力。
それはそうだ:
fp = (2... 3) fb
(FP:成形力 FB:自由曲げ力)

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







