
アルゴンアーク溶接の気孔防止:原因と解決策
アルゴン・アーク溶接で気孔が生じることがあ るのはなぜか。溶接気孔は、多くの場合、不純物、不適切なガス・フロー、または不適切な技術によって発生し、溶接部の強度を弱め、...
溶接アークが軌道から外れていることに気づいた ことはありませんか?これは、溶接の品質を乱す一般的な問題、マグネ ティック・ブローが原因である可能性が高い。この記事では、磁気ブローの原因を探り、その影響を 軽減するための実践的な解決策を提供する。電極角度の調整から交流溶接の使用まで、安定した溶接アークを維持し、優れた溶接を実現する方法をご覧ください。この現象の複雑さを理解し、溶接を正確かつクリーンに保つ方法を学んでください。

本稿では、アーク磁気ブローの原因と磁気ブローの大きさに影響する要因について解説し、磁気ブローが溶接品質に与える影響について紹介する。
設計と技術の側面から、磁気ブローが溶接品質に及ぼす影響を制御するための対策が提案されている。
アーク整流性とは、外部干渉に抵抗し、溶接電流が電極の軸に沿って流れるように努める、柔軟な導体としてのアークの特性を指す。
電極が傾くとアークの向きも傾き、アークの中心線が電極の傾き方向に伸びることを磁気ブローという。
(1) 接続位置が不適切なため、磁気ブローが発生する。
溶接電流は空間に磁場を発生させる。電極が被加工物に垂直な場合、アークの左側の磁場密度は右側の磁場密度より大きくなる。
磁場の不均一な分布により、密度の高い側がアークにスラストを与え、アークを軸から逸脱させる。
(2) 非対称強磁性体は磁気ブローを引き起こす。
溶接の際には 鋼板 (強磁性体の磁気伝導率は空気よりもはるかに高いため、強磁性体側の磁力線のほとんどは閉曲線を形成し、アークと強磁性体との間の磁力線の密度が低下するため、電磁力の作用により、アークは強磁性体のある側に吹く傾向がある。
(3)下図のように、鋼板の端でアークが動くと磁気ブローが発生する。
これは、アークが鋼板の端に達すると磁束の面積が変化し、被加工物の端付近の空間磁力線の密度が増加するためである。
そのため、電磁力の作用により、ワークの内側を向いた磁気打撃が発生する。
次の写真のように:
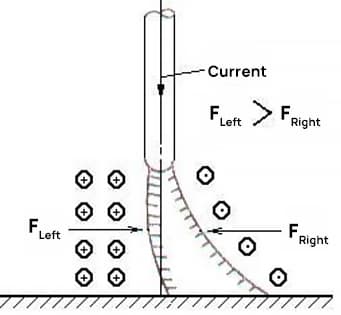
(1) 結線位置による磁気の偏り
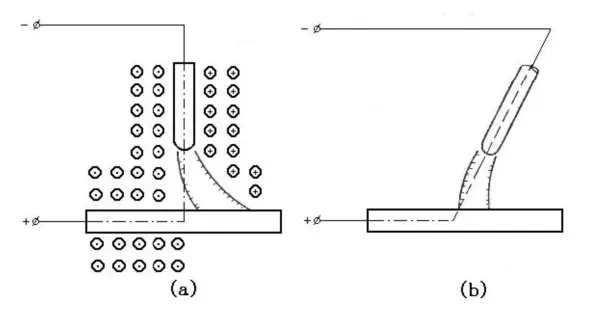
(2)アーク近傍の強磁性体による磁気偏向
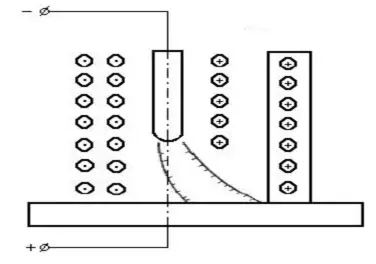
(3)アークがワークの端にあるときに発生する磁気たわみブロー
その間に 溶接工程ガス流の干渉、電極のコーティングの偏心、磁場の磁力により、アーク中心が電極の軸からずれる現象が発生する。
つまり、何らかの原因で磁場分布の均一性が損なわれ、アーク内の電荷に不均一なストレスがかかると、アークが片側に偏ることになる。
言い換えれば、直流溶接時に溶接回路から発生する電磁力によって溶接アークに生じる磁気偏向ブローが、溶接アークに作用する。 アーク溶接 は、溶接アークの磁気偏向ブローと呼ばれる。
磁気偏向ブローは、アークの燃焼を不安定にし、スパッタを増加させ、溶滴落下時の保護を失うだけでなく、溶接の形成にも深刻な影響を与える。
磁気偏向ブローの原因によって、溶接アークへの磁気偏向ブローの影響を克服し、除去するために、製造および設置において以下の方法を使用することができる:
(1) アーク周辺の磁力線ができるだけ均等になるよう に、溶接部のアース線の位置を適切に変更する;
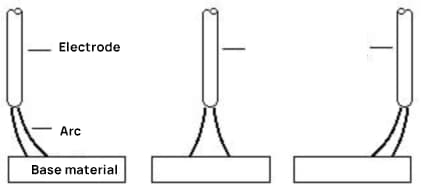
(2) 運転中に電極の傾斜角度を適切に調整し、電極を偏向ブロー方向に傾ける;
(3) 分割された背面溶接と短い背面溶接の使用 アーク溶接 磁気偏向ブローも効果的に克服できる;
(4) 直流溶接の代わりに交流溶接を使用する。交流溶接の場合、変化する磁界によって導体に誘導電流が発生し、誘導電流によって発生した磁界が溶接電流による磁界を弱めるため、磁気偏向吹きが抑制されます;
(5) 左右対称の磁界を発生する強磁性体を配置し、アークの周囲に強磁性体が均一に分布するようにする;
(6) 溶接部の残留磁性を低減する。
溶接部の残留磁性は、主に原子磁区の整然とした配列に起因する。
溶接部上の磁区の配列を乱し、磁気偏向ブローを低減または防止するために、溶接部上の残留磁性を有する部分に250~300℃の温度で局所加熱を加える必要がある。
この方法は、生産と使用において良好な消磁効果を発揮する。
さらに、溶接部の残留磁気部分の磁場のバランスをとるために磁石を追加することもできる。
(7) 消磁法を使用する。すなわち、溶接物に残留する磁気と反対の磁場を発生させ、溶接アークに吹き付ける磁気偏向の影響を克服し、除去する。
パイプラインの溶接を例に、磁気たわみブロー防止への応用を紹介する。
圧力パイプラインの溶接では、厚肉パイプの突合せ溶接工程で磁気たわみブローが発生しやすく、手作業によるタングステン溶接は不可能である。 アルゴンアーク溶接 ルートパスで。
磁気たわみブローの発生状況によると、磁気たわみブローは主に厚肉パイプラインの継ぎ目で発生し、パイプラインが閉じようとするときにいくつかの溶接部で発生する。
強磁性体を使用した厚肉パイプラインは、製造・加工時に残留磁気を持つ。
パイプラインが長ければ長いほど、残留磁気が蓄積され、それが最終的なクロージング・ジョイントで現れ、磁気偏向ブローを引き起こす。
具体的な対策溶接ケーブルで接合部の両側に巻きつける。
アークが発生すると、溶接電流がケーブル巻線を通して誘導磁界を発生させ、残留磁気を打ち消し、磁気偏向ブローに打ち勝つ。
溶接の効果は以下の2つの方法で調整できる:
1) 溶接電流が一定の場合、ケーブルの巻き数を調整することで、溶接部に発生する誘導磁界強度を、残留磁界強度と等しい大きさ、反対方向に調整することができる;
2)ケーブル巻数が一定の場合、溶接電流を許容範囲内で変化させ、溶接部に発生する誘導磁界強度を残留磁界強度と等しく、かつ逆向きに調整することにより、継手部の残留磁気を除去し、溶接アークに吹き付ける磁気偏向の影響を克服することができる。
実際の溶接環境では、溶接環境が異なるため、磁気偏向ブローの原因は同じではない。
従って、磁気偏向ブローの原因究明は、現場の実情と合わせ、上記の総括的な経験に基づき、確実に対処する必要がある。 溶接品質 フィールド溶接で

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







