
溶接電圧と電流の選択:ヒント
完璧な溶接を達成するためには、技術だけでは不十分である。この2つのパラメーターは、溶接の生命線であり、溶接から溶接に至るまで、すべてを左右する。
優れた隅肉溶接の定義とは?この記事では、隅肉溶接の認定基準について掘り下げ、必要な寸法、許容される特性、および不十分な溶け込みや融解不良などの一般的な問題について説明します。読者は、業界標準に関する見識を深め、プロジェクトで溶接品質を確保する方法を学ぶことができます。
溶接を設計する際には、母材の溶接性、溶接材料 と母材のマッチング、溶接効率、溶接方法、 溶接ビードの大きさ、溶接変形、接合板の座屈な ど、いくつかの要素を考慮しなければならない。
関連記事 究極の溶接ガイド
例として隅肉溶接のビードを考えてみよう。
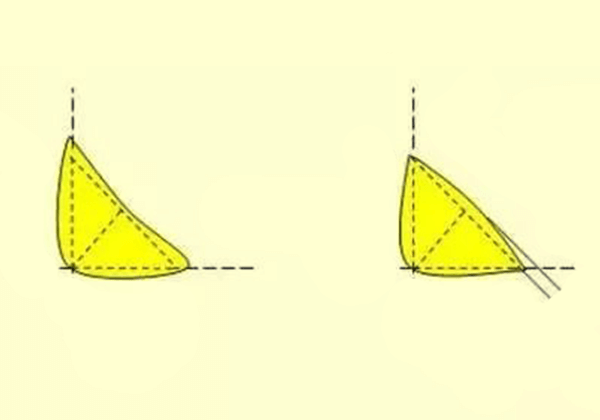
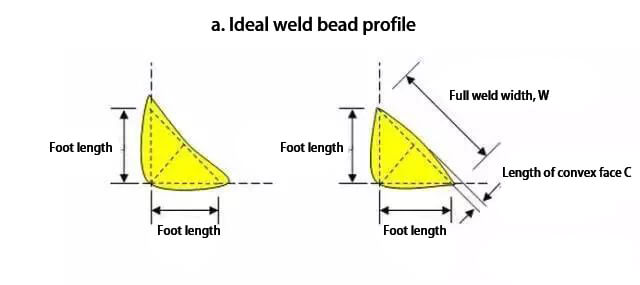
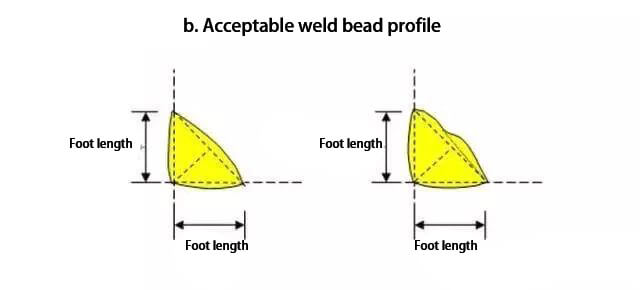
米国溶接協会鋼構造物溶接規定(AWSD1.1)によると、隅肉溶接ビードは、理想的な溶接ビード、許容できる溶接ビード幅、許容できない溶接ビードの3つに分類される。
隅肉溶接ビードののど 深さが不十分、凸面が過剰、溶接腐食、オーバーラップ、脚の長さが不十分、融 着不良などは、溶接ビードの寸法が不適切であると考えられる。
隅肉溶接ビードの最小寸法は、Steel, Inc. 構造溶接 米国溶接協会の規則および中国の鉄骨建築物鋼構造設計技術基準。表4に隅肉溶接ビードの最小サイズを示す。

の最小脚長 隅肉溶接 の厚さは、接合部の2つの部分のうち、厚い方の板によって決まるが、薄い方の板の厚さより大きくしてはならない。
最小脚長を超える場合は、溶接品質を確保するため に十分な予熱を行う必要がある。
関連記事 溶接継手の溶接品質
応力計算の結果、溶接の大きさが接合部の薄板の厚さを超えることもある。
表3は、異なる板厚に対する隅肉溶接の最小脚長さを示し、表4は、隅肉溶接のフルパス幅と凸面の最大長さとの相関を示している。
表3 すみ肉溶接ビードの最小角度長さ
| 接合部の厚板の厚さ t (mm) | 隅肉溶接の最小脚の長さ (mm) |
| t≤6 | 3 |
| 6<t≤12 | 5 |
| 12<t≤19 | 6 |
| 19<t≤38 | 8 |
表4 フルパス幅と隅肉溶接の最大凸長との関係
| 全溶接ビード幅 | 凸面の最大長c |
| w≦8mm | 1.6mm |
| 8mm<w≦25mm | 3mm |
| 25mm<w | 5mm |

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







