Hビーム鋼重量計算機 (オンライン & 無料)
建設プロジェクトでH形鋼の重量計算に苦労したことはありませんか?これらの梁の重量を理解することは、効率的な設計と予算編成のために非常に重要です。このページでは、H形鋼の重量について説明します。
プロジェクトで使用する角形鋼管の正確な重量を求める必要が生じたことはありませんか?この記事では、重要な公式の理解から便利なオンライン計算機の使用まで、その計算プロセスを分解します。ベテランのエンジニアの方でも、これから始める方でも、さまざまなサイズの管の重量を求める方法を学ぶことで、設計や製造の精度を高めることができます。これらの重要な計算を使用して、ワークフローを効率化する準備をしましょう。
について 重量計算式 長方形チューブの
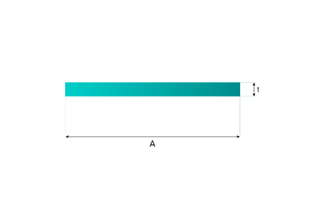
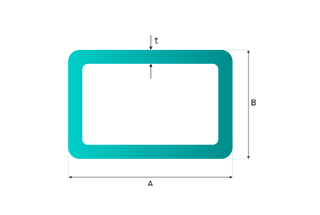
2[(a-d-2r+π(r+d/2)/2+(b-d-2r+π(r+d/2)/2)x7.85d(kg)
a、bは矩形管の長さと幅(m)、rは管内空洞の四隅の円弧半径(m)、dは肉厚(mm)である。
GB/T 3094-2012によると、角形鋼管の標準的な長さ範囲は、通常2000mmから9000mmの間である。これらの鋼管は、様々な産業用途に対応するため、固定長または二重長で供給されるのが一般的です。
市場では通常、角形鋼管は実重量または理論重量に基づいて供給される。理論重量計算を使用する場合、鋼材の業界標準密度7.85g/cm³が仮定されます。この標準化された手法により、異なるメーカーやサプライヤー間で一貫した見積りが可能になります。
角形鋼管の重量を正確に測定するには、以下の重量計算ツールをご利用ください。このツールは、管の寸法と材料特性に基づいて正確な計算式を組み込んでおり、計画や調達を目的とした信頼性の高い推定値を提供します。
この計算機は近似値を提供しますが、製造公差、表面仕上げ、特定の合金組成などの要因によって、実際の重量に若干のばらつきが生じる可能性があることに留意することが重要です。正確な測定を必要とする重要な用途の場合は、メーカーに相談するか、実測することをお勧めします。
角形鋼管の重量を理解することは、エンジニアリングや建築の様々な側面において極めて重要である:
関連ツール スチール重量計算機
この包括的な重量表は、さまざまな角形チューブのサイズと肉厚について正確な重量計算を提供し、エンジニアや加工業者が十分な情報に基づいた決定を下すことを可能にします。
以下の表は、肉厚が1.2mmから8mmまでの一般的な角形チューブのサイズについて、1mあたりの重量(kg/m)を示したものである。
注:重量は、密度が0.2836 lb/in³ (7.85 g/cm³)の鋼鉄に基づいて計算されています。
| サイズ(mm) | 重量 | ||
| b1(長さ) | b2(幅) | t(厚さ) | kg/m |
| 50 | 25 | 1.2 | 1.37 |
| 1.5 | 1.7 | ||
| 30 | 2.5 | 2.94 | |
| 3 | 3.49 | ||
| 4 | 4.52 | ||
| 60 | 30 | 2.5 | 3.34 |
| 3 | 3.96 | ||
| 4 | 5.15 | ||
| 40 | 2.5 | 3.73 | |
| 3 | 4.43 | ||
| 4 | 5.78 | ||
| 70 | 50 | 3 | 5.37 |
| 4 | 7.03 | ||
| 5 | 8.64 | ||
| 80 | 40 | 2.5 | 4.51 |
| 3 | 5.37 | ||
| 4 | 7.03 | ||
| 5 | 8.64 | ||
| 60 | 3 | 6.31 | |
| 4 | 8.29 | ||
| 5 | 10.21 | ||
| 90 | 40 | 3 | 5.84 |
| 4 | 7.66 | ||
| 5 | 9.42 | ||
| 50 | 3 | 6.31 | |
| 4 | 8.29 | ||
| 5 | 10.21 | ||
| 60 | 3 | 6.78 | |
| 4 | 8.92 | ||
| 5 | 10.99 | ||
| 100 | 50 | 3 | 6.78 |
| 4 | 8.92 | ||
| 5 | 10.99 | ||
| 120 | 60 | 3 | 8.2 |
| 4 | 10.8 | ||
| 5 | 13.35 | ||
| 6 | 15.83 | ||
| 80 | 3 | 9.14 | |
| 4 | 12.06 | ||
| 5 | 14.92 | ||
| 6 | 17.71 | ||
| 140 | 80 | 4 | 13.31 |
| 5 | 16.48 | ||
| 6 | 19.59 | ||
| 150 | 100 | 4 | 15.2 |
| 5 | 18.84 | ||
| 6 | 22.42 | ||
| 8 | 29.39 | ||
| 160 | 80 | 4 | 14.57 |
| 5 | 18.05 | ||
| 6 | 21.48 | ||
| 8 | 28.13 | ||
| 180 | 100 | 4 | 17.08 |
| 5 | 21.2 | ||
| 6 | 25.25 | ||
| 8 | 33.16 | ||
| 200 | 100 | 4 | 18.34 |
| 5 | 22.77 | ||
| 6 | 27.13 | ||
| 8 | 35.67 | ||
角形鋼管は、中空の長方形断面を持つ軽量薄肉構造部材で、一般に冷間成形鋼管と呼ばれる。高い強度対重量比と汎用性を兼ね備えており、様々な構造・機械用途に最適です。
一般的にQ235鋼種から製造される角形鋼管は、熱間圧延鋼板または冷間圧延鋼板またはコイルを母材として製造されます。熱間圧延鋼と冷間圧延鋼の選択は、管の最終特性と表面仕上げに影響します。
製造工程には連続冷間成形が含まれ、平鋼は一連のロール成形段階を経て、目的の長方形に徐々に曲げられていく。オープンシームは高周波溶接で接合され、シームレスな外観と周囲に均一な強度が生まれます。
標準的な矩形管は比較的薄肉ですが、熱間圧延による極厚肉管もあります。これらの厚肉管は、冷間成形管に比べ、コーナーRの均一性や端部の平坦性に優れていることが多く、抵抗溶接された冷間成形管の寸法安定性を上回ることさえあります。
矩形管の寸法精度、表面品質、機械的特性は、熱処理、表面仕上げ、追加成形作業などの成形後の処理によって、特定の用途の要件を満たすようにさらに調整することができる。
鋼管は、シームレス管と溶接管の2つに大別される。この分類は、構造用鋼プロファイルのサブセットである角管にも適用されます。
シームレス角管は、溶接工程を経ずに製造されるため、全体が均一な構造となる。様々な方法で製造される:
溶接矩形管は、平らな鋼帯または鋼板を矩形に成形し、継ぎ目を溶接することによって製造される。製造工程によりさらに分類される:
1.電気抵抗溶接(ERW)角管:
2.サブマージアーク溶接(SAW)角管:フラックスで溶接池を保護し、高品質の大径管を製造。
3.レーザー溶接された角管:高出力レーザーを使用し、熱影響部を最小限に抑えた精密な高速溶接を実現。
4.ガス・タングステン・アーク溶接(GTAW)角管:特殊用途向けに優れた溶接品質を提供。
5.炉溶接角管:端部を溶接温度まで加熱し、鍛造して製造される。
さらに、溶接矩形管は、溶接シームの形状によって分類することができる:
各タイプの角管は、強度、費用対効果、建設、自動車、工業分野のさまざまな用途への適合性などの面で、それぞれ特有の利点を備えている。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。