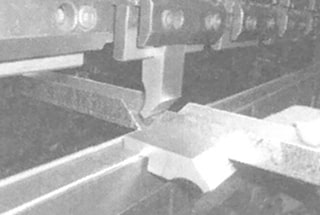
大型CNCプレスブレーキラムの変形ソリューション
なぜCNCプレスブレーキのラムは変形し、コストのかかる生産遅延を引き起こすのか?この記事では、CNCプレスブレーキのラムが変形する一般的な原因について、長時間の使用から材料応力、...
CNCプレスブレーキを最高の状態に保つにはどうしたらよいか、考えたことはありますか?機械のメンテナンスは、単に時々清掃するだけではありません。油圧システムから電気部品まで、すべての部品がスムーズに作動するようにすることです。このガイドでは、メンテナンスに不可欠な手順を説明し、コストのかかるダウンタイムを回避し、機械の寿命を延ばすお手伝いをします。CNCプレスブレーキの効率と信頼性を維持するための実践的なヒントと詳細な手順を学ぶことができます。適切なメンテナンスがいかに作業場の生産性に大きな違いをもたらすかを発見してください。
潤滑部分:
ガイドレール、ベアリング、スクリュー、チェーン、すべての可動部および伝達部の潤滑を点検し、清潔で、錆びがなく、十分に潤滑されていることを確認する(交換する)。 潤滑油 必要であれば)。
指定されたブランドに従って潤滑油を充填し、潤滑ノズルとパイプラインをチェックし、浚渫し、それらの正常な動作を保証する。
機械部分:
トランスミッション部品が正常に作動するか、摩耗していないか、主要部品のボルトの締め付けをチェックする。
油圧部分:
フィルタを清掃または交換し、油圧配管を浚渫し、オイルタンクを清掃し、オイルの状態をチェックし、必要に応じて適切な油圧オイルをろ過または交換し、油圧配管をチェックし、オイル漏れを防ぐためにパイプジョイントを締める。
電気部分:
(電源を切る)電気キャビネットを清掃し、モーターの表面を拭き、キャビネット内の配線やトランクを整頓し、それらが整然と美しく、キャビネット内に雑貨がないことを確認し、キャビネット内のほこりを取り除く。
換気扇とモーターファンの動作状態を確認し、正常に動作することを確認する。
損傷したスイッチ、ボタン、表示灯、計器類を交換し、電気キャビネット内の5kW以上の電気機器の主回路端子を締める。
マシン表面:
ガイドレール、コラム、保護カバーなど、機械の外面を磨く。
安全装置:
装置の各種安全装置は、光電保護スイッチ、非常停止ボタンなど、欠けることなく有効である。
プレスブレーキ メンテナンステーブル
スポットチェック ■クリーニング ●サプリメント ★交換
| ポジション | そうだ。 | 項目 | 推奨サイクル | ||||
| 毎日 | ウィークリー | 毎月 | クォータリー | 年間 | |||
| 潤滑部 | 1 | ラム・ガイド・レール、チェーン、リード・スクリューの注油を点検する。 | ▲ | ■ | 四半期 | ||
| 機械部分 | 1 | ボルトの緩みをチェックする(油圧バルブ、オイル回路パイプのジョイント、モーター/ポンプなど)。 | ▲ | ||||
| 2 | ガイド・レールとリード・スクリューが引っ張られたり、削られたり、ぶつかったりしていないか、清潔さをチェックする。 | ▲ | |||||
| 3 | 装置の幾何学的精度が要件を満たしているかどうかをチェックする。 | ▲ | |||||
| 油圧部品 | 1 | 油圧ステーションの清掃 | ■ | ||||
| 2 | 作動油タンクの油面をチェックし、必要に応じて補充する。 | ▲ | ● | ||||
| 3 | 油圧ユニットの各圧力値が正常かどうかを確認する。 | ▲ | |||||
| 4 | 作動油タンクまたは作動油冷却システムの温度上昇をチェックする。 | ▲ | |||||
| 5 | 各種フィルターを点検・清掃し、必要に応じて交換する | ▲■ | |||||
| 6 | 作動油の清浄度をチェックし、必要に応じて適切な作動油をろ過または交換する。 | ▲● | ★ | ||||
| 7 | 油圧配管に障害物がなく、損傷や漏れがないことを確認する。 | ▲ | |||||
| 電気部分 | 1 | 電気キャビネットの冷却ファンがうまく作動するかチェックする。 | ▲ | ||||
| 2 | 電気キャビネットのダストスクリーンを清掃する | ■ | |||||
| 3 | 電気キャビネットの内部を清掃し、キャビネット内に雑貨やほこりがないようにする。 | ■ | |||||
| 4 | キャビネット内の5kW以上の電化製品の主回路端子を締める。 | ▲ | |||||
| 5 | 各モーターの温度上昇をチェックし、モーターファンがうまく作動するかどうかを確認する。 | ▲ | |||||
| 6 | モーターの各ヒートシンクを清掃し、スケールがないことを確認する。 | ■ | |||||
| 7 | すべての非常停止スイッチ、ボタン、リミッターをチェックすること | ▲ | ▲ | ||||
| 冷却部 | 1 | オイル冷却装置が正常に作動するか確認する | ▲ | ||||
| 機械洗浄 | 1 | 機器の外面を清掃する | ■ | ||||
| 2 | 鉄粉や雑貨がないよう、機器の周辺環境を清掃する。 | ■ | |||||
| 安全装置 | 1 | 機器の各種安全装置が欠けることなく有効かどうかを確認する。例:光電保護スイッチ、非常停止ボタンなど | ▲ | ||||
作動油
1) 作動油の充填方法
2) 以下の作動油が推奨される。 プレスブレーキ
| メーカー | 作動油 |
| カルテックス | 46# |
| ESSO | NUTO H46 |
| シェル | TELLUS 46 |
| ガルフ | ハーモニー46 AW |
| 英国石油 | HLP46 |
| TBXACO | ランド石油 46 |
| モービルオイル | モービルDTE 25 |
| 合計 | アゾラ ZS46 |
注:異なるブランドの作動油を混ぜないでください。
3) 注意事項
オイルレベルは、四半期ごとに点検する必要があります。
ラムが上死点の位置にあるとき、液面と液温剤の目盛り線を観察することで油面を見ることができる。
必要に応じて、オイル・タンク・フィラーでエア・フィルタを通して作動油を充填する。
ラムが上死点の位置にあるとき、油面は、液温剤の上側の線(オイルタンクの後部から見える)に達していなければならない。
200時間使用した後は、6ヶ月または1000時間ごとにフィルター・エレメントの清掃と点検が必要です。
オイルタンク内の油温は10℃~60℃の範囲で作動する。この範囲を超える場合は、温度上昇または低下対策を講じなければならない。
作動油は2年または4000労働時間ごとに交換しなければならない。 機械操作.初めて変更する場合は500労働時間、将来使用する場合は2000労働時間が良い選択肢となる。
オイルフィルター
システム内のオイルフィルターは、溶剤(ガソリン、トリクロロエチレンなど)で定期的に清掃してください。
CNCについて プレスブレーキ 試運転の1ヶ月後に初めて洗浄し、その後は2ヶ月ごとに定期的に洗浄すること。
エアフィルター
エアフィルターはオイルタンクカバーに取り付けられている。
マシンの試運転から2ヶ月後に初めて洗浄すること。
溶剤(ガソリン、トリクロロエチレンなど)で洗浄した後、4ヶ月ごとに定期的に洗浄すること。
漏れがある場合は、パイプの継ぎ手を締める。それでもだめな場合は、継ぎ手を交換してください。
作動油回路の高圧オイルパイプを交換しなければならないこともある。
高圧配管にフェルール式管継手を取り付ける場合は、以下の規定に従うこと:
バルブブロックが漏れる場合は、対応するOリングまたは複合シールリングを適宜交換してください。
オイルシリンダーから漏れた場合は、オイルシリンダーのシールリングを交換してください。
すべての機械部品の留め具にゆるみがないか、スライディング・ブロック・ガイド・レールの潤滑と摩耗を定期的に点検する。
異常が見つかれば、時間内に修正しなければ再び使用することはできない。
良好な潤滑は、プレスブレーキを正常に作動させ、寿命を延ばすための重要な条件です。
機械には毎週(または40労働時間ごとに)注油する必要がある。号カルシウム基グリースを選択し、グリースガンで各潤滑ポイントに注入する。
露出している部品や転がり軸受の摺動面に潤滑ポイントがない場合でも、週に1度は注油する必要がある。
各潤滑ポイントの位置と名称を下図に示す:
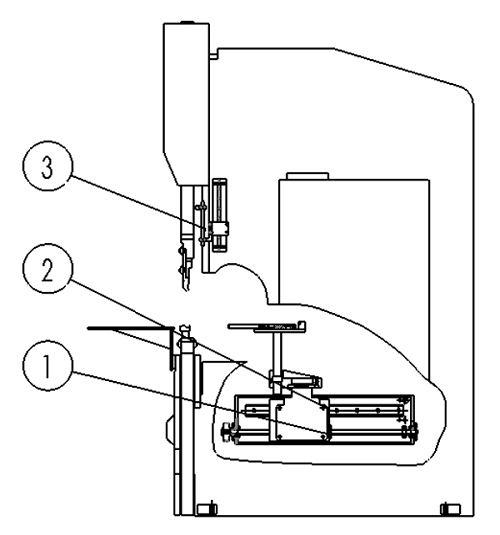
| 潤滑ポイント | 名称 | 油量 | 給油クリアランス時間 | 種類とブランド 潤滑油 |
| 1 | 左右のリードスクリュー | ミドル | 40時間 | No.3カルシウム・ベース・グリース |
| 2 | 左右ガイドレール | ミドル | 40時間 | No.3カルシウム・ベース・グリース |
| 3 | ラム左右 | ミドル | 40時間 | No.3カルシウム・ベース・グリース |
メインリリーフバルブの調整は、機械の運転にとって非常に重要です。通常の設定値は最大許容圧力に等しくなります。
プレスブレーキの運転やオーバーホールに際しては、安全確保のため以下の仕様に従ってください。
1.通電の際は、周囲の安全を確認してください。
2.部品交換、点検、修理の前に機械を停止し、電源を切ってください。
3.緩んだ服、手袋、ネクタイを着用して機械を操作しないでください。
4.本機を操作するときは、電気キャビネットのドアを必ず閉め、電気キャビネットのメンテナンス中は外部電源を遮断してください。
5.作業開始時には、各軸の移動範囲に障害物がないか確認する必要がある。
6.本機の電源が入っているときや運転中は、電気部品、ケーブルプラグ、配線を抜かないでください。
7.安全性を確保するため、機械は明るく清潔で整然とした環境で作動しなければならない。
8.機械の危険区域に入るときは、操作パネルの非常停止ボタンが押されていることを確認してください。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。