
リベット vs ボルト vs 溶接接続:違いを説明
私たちの機械を支えている縁の下の力持ちについて考えたことがあるだろうか?この記事では、地味なリベットから強力な溶接まで、機械的な接続の魅力的な世界を探ります。
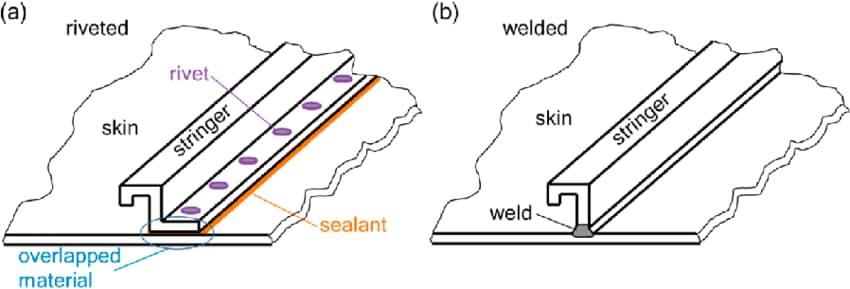
あなたのプロジェクトでリベット接合と溶接のどちらを選択するかは難しいかもしれません。リベッティングはリベットで部品を機械的に接合するもので、変形が少なく過酷な環境に最適です。一方、溶接は、材料を融合させ、より強く、より軽い接合部を提供するが、潜在的な危険性のために慎重な取り扱いが必要である。この記事では、それぞれの方法の長所と短所を分解し、特定のニーズに最適な選択へと導きます。あなたの用途に合った技術と、各工程に期待されることを発見してください。


リベッティングは、部品のリベット孔にある釘棒に軸力を加え、それによって釘頭を形成することによって、複数の部品を接続する機械的プロセスである。部品間の機械的接続を確立する方法である。
リベッティングは次のように分けられる:
1.可動式リベッティング:ジョイント部分が互いに回転し、剛性のない接続を作ることができる。ハサミやペンチなどがその例。
2.固定リベット:接合部が固定され、互いに動かないため、剛性の高い接合となる。例としては、アングル定規、3リングロックの銘板、橋の構造などがある。
3.シーリング・リベット接合:リベット接合部は、ガスや液体の漏れを防ぐためにしっかりと密閉され、剛性の高い接続となる。

溶融溶接とも呼ばれる溶接は、金属やプラスチックのような熱可塑性材料を接合するための製造プロセスであり、技術である。このプロセスは、加熱、高温、高圧によって達成される。
現代の溶接で利用されるエネルギー源には、ガス炎、アーク、レーザー、電子ビーム、摩擦、超音波などがある。
溶接は、工場、畑、水中、そして宇宙まで、さまざまな環境で行うことができる。
しかし、溶接は環境に関係なく、作業者にリスクをもたらす可能性があることに留意することが重要である。従って、危害の可能性を最小限に抑えるために、適切な保護措置を講じる必要がある。
溶接に関連する負傷の可能性には、火傷、感電、視力の損傷、有毒ガスの吸入、過度の紫外線への曝露などがある。
リベッティングに対する溶接の利点
リベッティングに比べ、溶接には次のような利点がある:
1.高い接続強度と優れたシール性:溶接は、理想的な強度をもたらす冶金的結合を作成します。
2.軽量ジョイント:溶接は一般的に単純な突合せ接合を含み、接合部の重量を軽減する。対照的に、リベッティングはベース メタル・ラッピング そして大量のリベット。
3.低い接続コスト:溶接は一般的に費用対効果が高く、時間と労力を節約できる。
4.使いやすさと多様性:溶接は使いやすく、様々な接続形態に適用できる。
リベッティングと比較した溶接の欠点
溶接の欠点のひとつは、変形が比較的大きくなることが多く、薄い部品の接合には適さないことだ。
リベットの利点
リベッティングの利点の1つは、接続部の変形が最小限に抑えられ、環境要件が低いことである。リベッティングは、風、水、油を含む様々な条件下で行うことができ、特に薄い部品の接続に適している。
リベットの欠点
接続ジョイントは強度が低く、密閉性が低く、効率が低く、ジョイントが重い。
リベット打ちは、釘棒に軸方向の力を加えて膨張させ、部品のリベット孔内に頭部を形成させることによって、複数の部品を連結する工程である。
通常、リベット打ちは、接続する部品に穴を開け、リベットを挿入し、リベット・ガンを使ってリベットを拡張し、接続を固定する。この方法は、厚みの小さい2枚の板や物体を接続するのに一般的に使用される。
リベット打ちと溶接の違いは:
1.軽量化:溶接製品は、リベット部品に比べて軽量であるため、全体的な重量が軽減され、輸送車両のエネルギーを節約することができます。
2.異なるカテゴリー溶接は3つのカテゴリーに分けられる、 圧接およびろう付け。リベッティングは、可動リベッティング、固定リベッティング、シーリング・リベッティングの3種類に分けられる。
3.特徴的なプロセス溶接工程では、金属に以下のような様々な症状が現れる。 溶接クラックエア・ホール、アンダーカット、不完全溶込み、不完全溶融、スラグ介在物、溶接ビード、崩壊、ピット、バーンスルー、介在物。溶接部 リベット加工 は、穴あけ、くぼみ取り、バリ取り、リベット挿入、上型によるリベット・ジャッキ、回転リベット・マシンまたは手作業によるリベット打ちを含む。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。




