モーターベアリングの発熱:完全解析
モーターのベアリングはなぜ熱くなるのか?この記事では、モーターのベアリングが発熱する原因について、過大な負荷や不良品から掘り下げて解説する。
真円とは何か、考えたことはありますか?機械工学の世界では、真円度は回転部品の性能と寿命に影響する重要な概念です。この記事では、真円度の定義、測定方法、真円度に影響を与える要因など、真円度の複雑さに迫ります。経験豊富なエンジニアであれ、好奇心旺盛な学習者であれ、真円度を理解することは、高精度の機械を設計し、維持するための鍵となります。

日本工業規格(JIS)B0621-1984では、真円度は "円形体の幾何学的円からのずれ "と定義されている。この規格は、機械工学における円形部品の品質と機能を保証するために重要な真円度を正確に表現する方法を提供しています。
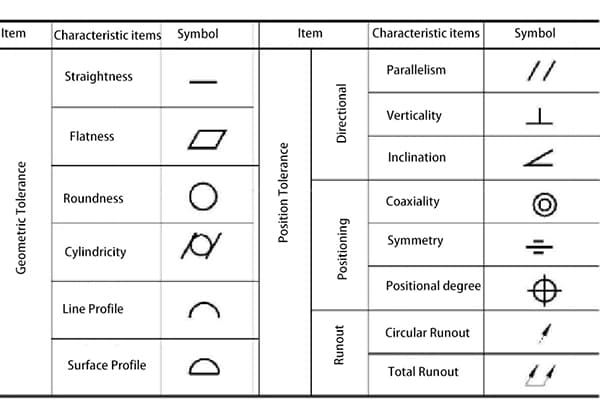
JIS B0621-1984における真円度の表記は以下の通りである:
回転部品の場合、その真円の形状を評価することは、適切な機能と寿命を確保するために非常に重要です。当面の関心事は、真円からの許容偏差である真円度公差を決定することです。この評価は次のことから始まります:
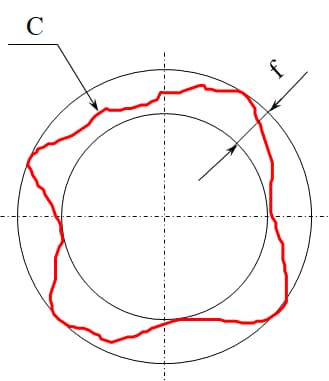
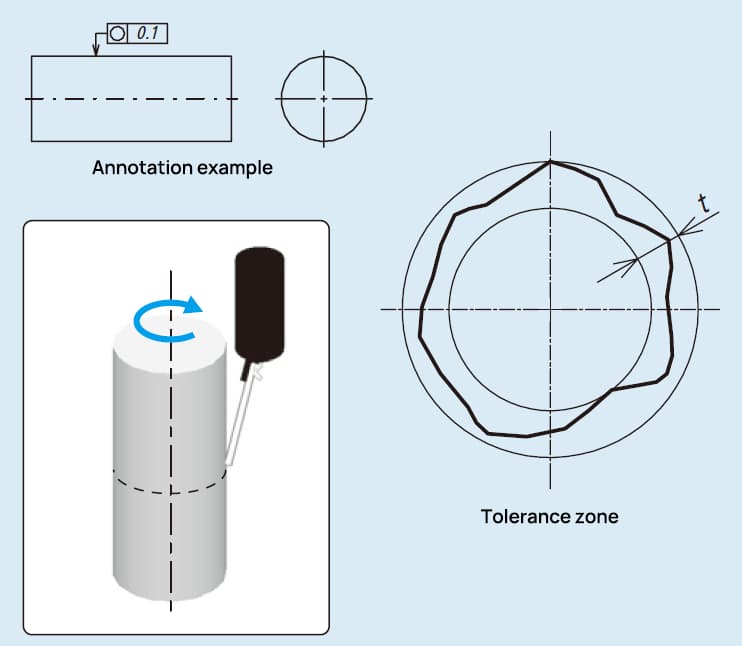
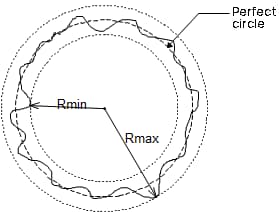
真円度公差は、円形度公差とも呼ばれ、幾何学的寸法公差(GD&T)仕様の一つで、円筒形または球形の部品の断面平面における真円からの許容偏差を定義する。この公差は、同じ断面の半径差tの2つの同心円の間の領域である。この公差領域は、部品が定義された範囲内で一貫した円形を維持することを保証する。
円筒形部品の断面を想像してください。真円度の許容範囲は、2つの同心円の間の領域として描かれます。これらの円の半径差tは、理想的な円形からの許容される偏差を表します。部品の実際の円周上のどの点でも、真円度公差の要件を満たすためには、このゾーン内に収まっていなければなりません。
真円度や円筒度に偏差が生じ、機械加工部品の精度や機能に影響を与える要因はいくつかあります。以下に一般的な原因を示します:
真円度の評価にはいくつかの方法があり、それぞれに独自の特徴と利点があります。どの方法を使用するかは、通常、ワークピースの特定の要件に基づいて選択されます。
例えば、こんな感じだ:
直径法
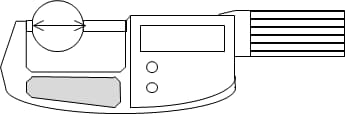
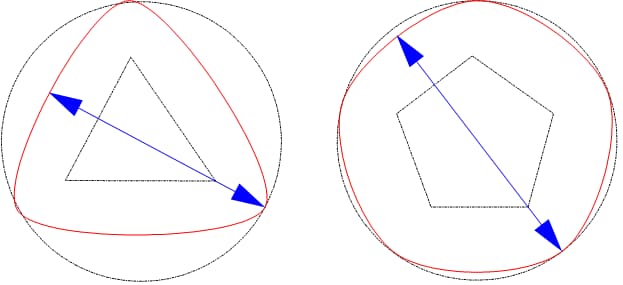
真円度は、マイクロメーターなどの工具を使って直接測定することができる。この方法はシンプルで簡単に行える。しかし、三角形や五角形の等しい直径の円を評価する場合、真円でないものを真円として測定してしまい、誤った結果になりやすい。
スリーポイント・メソッド
3点法は、[Vブロック+マイクロメーター/メーター+ベンチ]で真円度データを得ることができます。
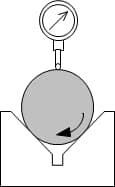
しかし、3点法では、選択された支持点における接線の違いや、基準点の中心を決定することが困難なため、誤った測定が行われる可能性がある。さらに、測定対象物の回転に伴う上下動により、測定中に誤差が生じることもある。
例えば、こんな感じだ:
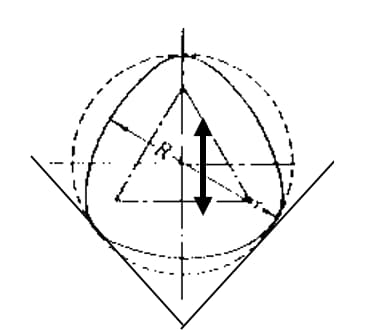
半径法
半径法は、ワークを1サイクル回転させた後の最大半径と最小半径の差で真円度を評価する方法です。図に示すように、測定結果はワークの水平動作の影響も受けやすい。
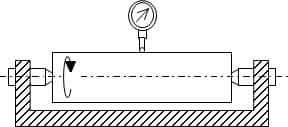
トレランスゾーンは、同じセクション上の2つの同心円の間にある。
セントラル方式
中心法に比べ、半径法はより精密な測定が必要な場合に多く使用される。真円度検出のデータは基準円に依存します。テスト円の評価方法が異なると、基準円の中心位置が異なることになり、測定された円形形状の軸方向の位置に影響を与えます。
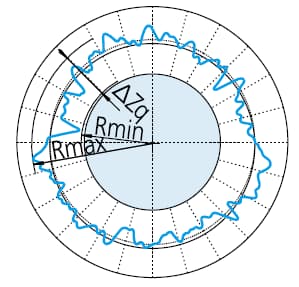
真円度を求めるには、測定した輪郭を円に当てはめ、円からの輪郭データの偏差の二乗和を最小化する。そして、輪郭と円の最大偏差(最も高い山値から最も低い谷値まで)の差として真円度を定義する。
ΔZq=Rmax-Rmin、LSCによる真円度を表す記号
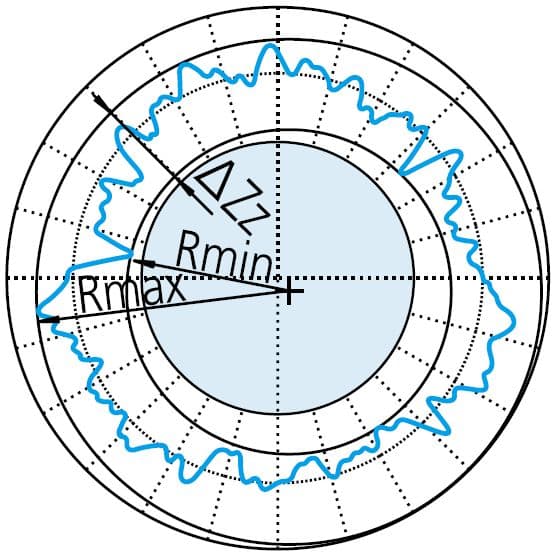
半径方向の差を最小化するために、測定した輪郭の周囲に2つの同心円を配置する。丸みの値は、2つの円の半径方向の間隔として定義される。
ΔZz=Rmax-Rmin , MZCを通して真円度を表す記号
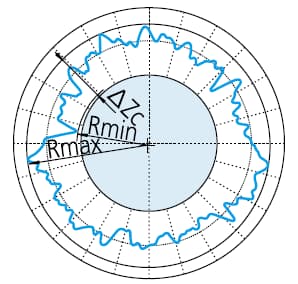
まず、測定した輪郭を囲む最小の円を作成する。次に、輪郭と円の間の最大偏差として真円度を定義する。この方法は、シャフトやロッドなどの評価によく使われます。
ΔZc=Rmax-Rmin , MCCによる真円度のシンボル。
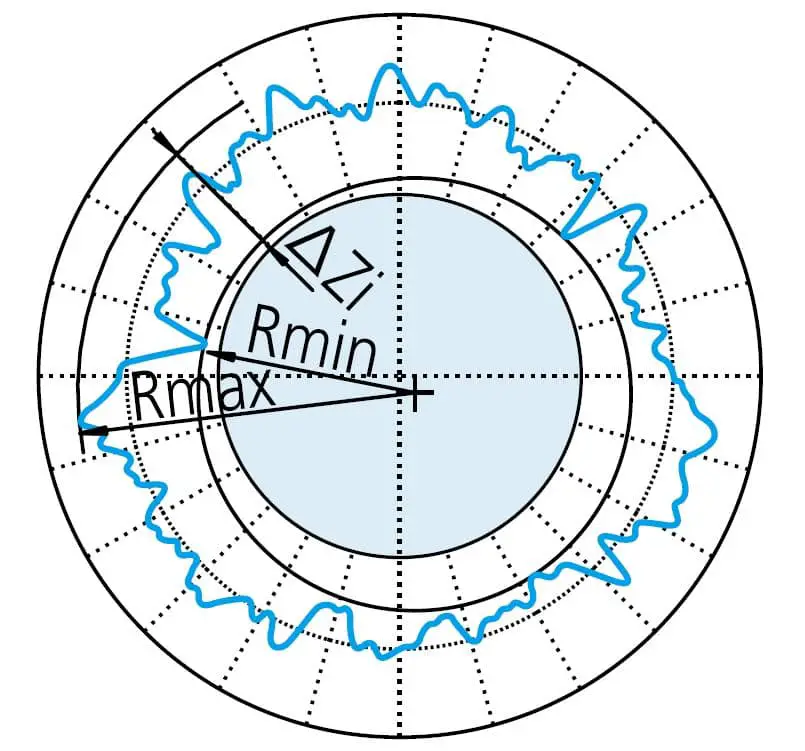
測定した輪郭を囲むことができる最大の円を作成する。次に、輪郭と円の間の最大偏差として真円度を定義する。
ΔZi=Rmax-Rmin 、MICによる真円度を示す記号。
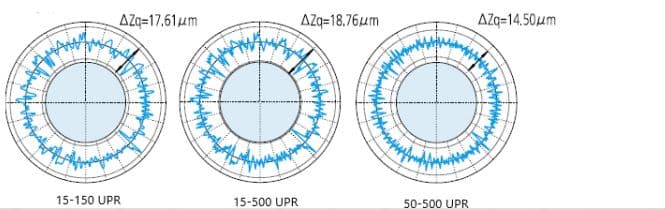
真円度を評価する場合、得られた輪郭は通常、不要なノイズの影響を低減または除去するためにフィルタリングされる。
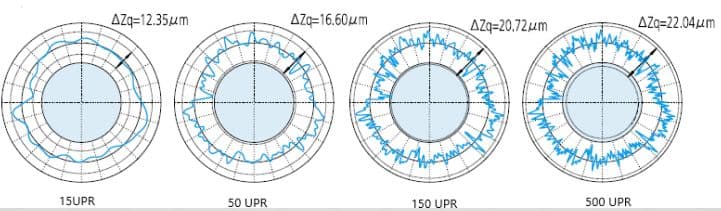
フィルタリングの方法と設定されたフィルタリングカットオフ値(UPR:1回転あたりの変動)は、特定の測定要件によって異なる場合があります。下図は、フィルター設定による測定輪郭への様々な影響を示しています。
フィルターなし:
ローパスフィルター:
バンドパスフィルター:
評価者として、この数字から何が読み取れるだろうか?
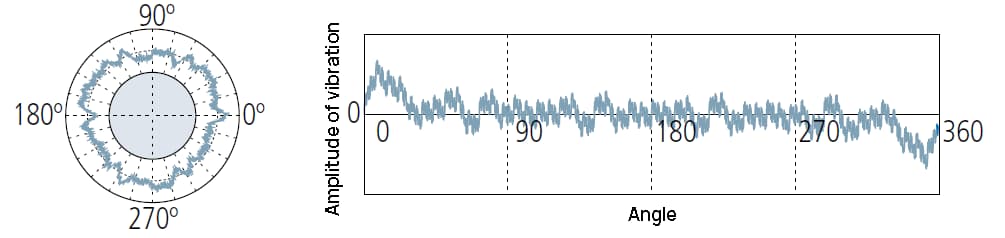
図:測定結果のチャート
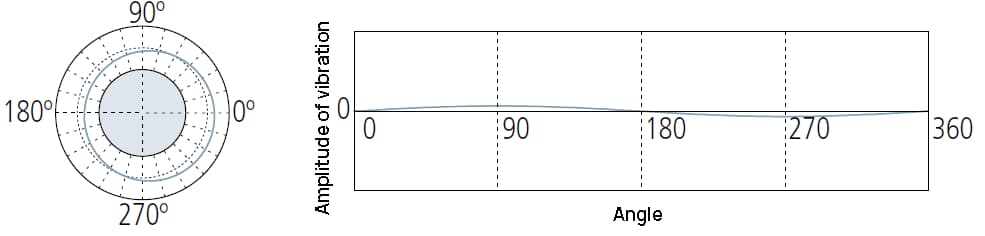
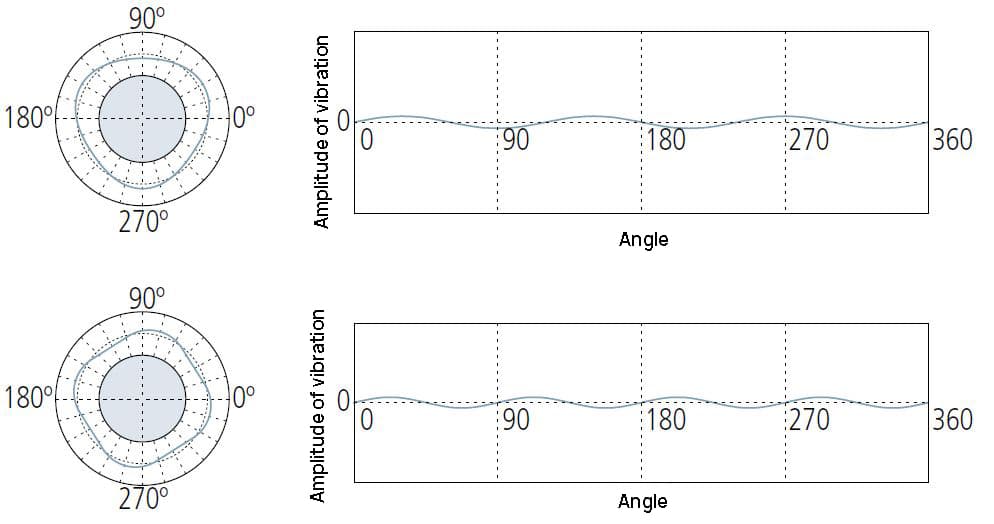
1 UPR:フィルタリング後、1つの波だけが保持される:
1UPR成分は、測定器の回転軸に対するワークの偏心を示します。
波形の振幅は、そのレベルの調整によって決まる。
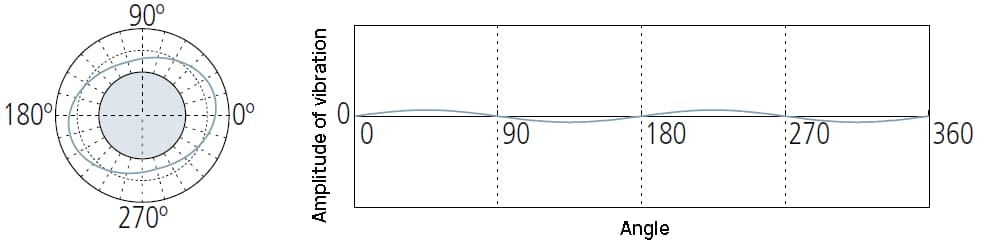
2UPRのコンポーネントが示す可能性がある:
測定器のレベル調整が不十分;
工作機械へのワークの取り付けが不適切で、ワークの形状が形成されないために生じる円形振れ;
ICエンジンのピストンなど、ワークの形状が楕円形である。
を示すかもしれない:
測定器の保持チャックの締めすぎによる変形。
加工用工作機械の固定チャックから取り外す際の応力解放による緩和変形。
通常、加工方法やワークピースの製造プロセスにおけるアンバランスな要因を指す。
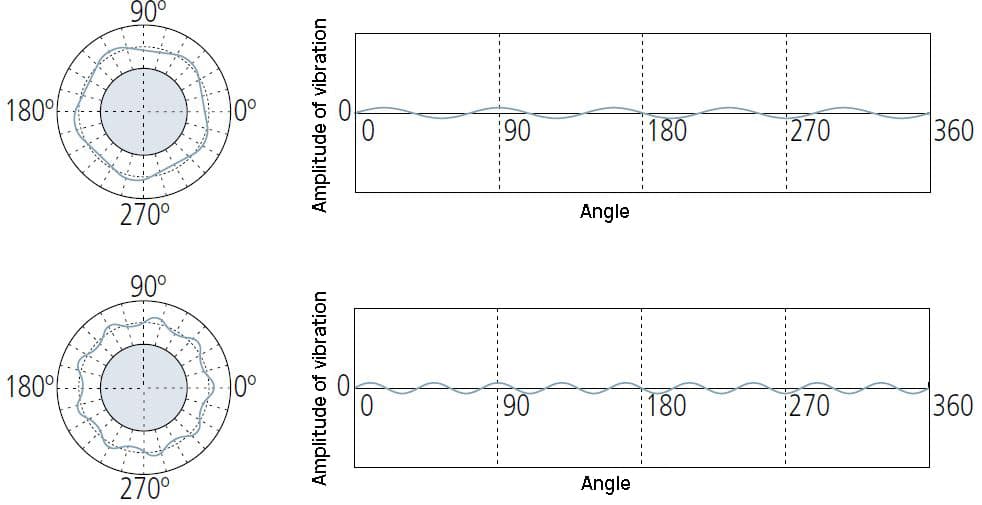
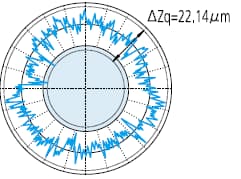
15 (またはそれ以上) の UPR 状態は、通常、工具のびびり、機械の振動、クーラントの移動効果、材料の不均一性などの独自の原因によって引き起こされます。

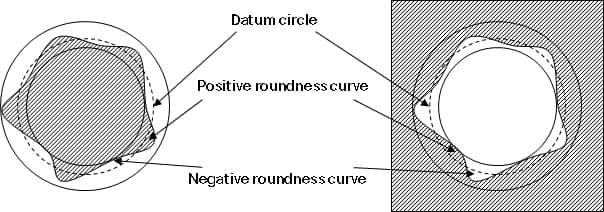
| パラメータ | 意味 |
| ロント | 真円度の測定値は、正の真円度曲線の最大値と負の真円度曲線の最小値の差、または絶対値の和を表す。 |
| ロンピー | 測定された真円度曲線のピークの高さは、正の真円度曲線の最大値を示す。 |
| ロンヴ | 真円度の測定値は、負の真円度曲線の最小値の絶対値を表す。 |
| ロンク | 二乗平均平方根真円度測定は、真円度曲線の二乗平均平方根を表す。 |
最後に、真円度を測るためにどのような道具や測定器があるのか見てみよう。
マイクロメーター:

真円度測定器:

三次元測定機:

スペースには限りがあるので、メッセージを残して、取り上げられなかった事柄を批判することも歓迎する。
この記事を読んで、丸みについてより深く理解していただけただろうか。また、何かご質問がありましたら、以下にコメントをお寄せください。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。