データ分析:鏡面ステンレス鋼の表面粗さ
鏡面ステンレス鋼板の表面が滑らかで反射するのはなぜか、不思議に思ったことはないだろうか。その秘密は表面の粗さにある。この記事では、ステンレス鋼の表面粗さについて説明する。
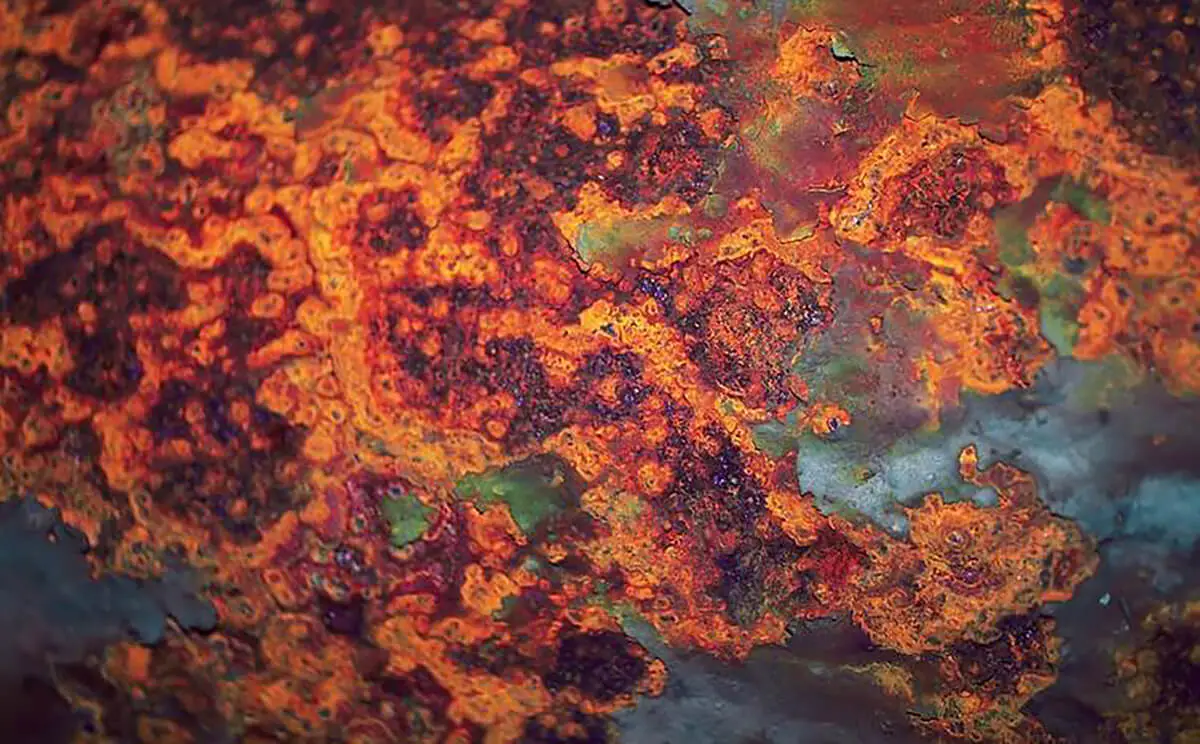
スチール表面の錆を効果的に除去する方法を考えたことはありますか?このブログでは、錆と除錆の世界に飛び込み、様々なグレードの鋼鉄表面と、それらを元の輝きに戻すための最良の方法を探ります。経験豊富な機械エンジニアとして、この一般的な問題に自信を持って取り組めるよう、私の見識と実践的なヒントをご紹介します。

この規格は、塗装前の鋼材表面の錆の程度と錆の除去の質を目視で評価する基準を概説したものである。
スプレーやジェット、手動や電動工具による方法、火炎による除錆を受けた鋼鉄表面に適用される。また、冷間圧延鋼材表面の除錆グレードの評価にも関連します。
この規格は、ISO8501-1:1988「塗料及び関連製品塗布前の鋼材の準備-表面清浄度の目視評価-第1部:無塗装鋼材および元の塗装を全体的に除去した後の鋼材のさび等級および除錆等級" と同等。
1.1 この規格は、無塗装鋼材表面の錆の初期レベルを4つの「錆等級」に分類し、無塗装鋼材表面および元の塗膜を完全に剥がした鋼材表面の錆除去の質をいくつかの「錆除去等級」に評価する。
鋼鉄表面の錆の等級と錆の除去等級は、文書による説明と代表サンプルの写真の組み合わせによって決定される。
1.2 本規格は、鋼材表面の外観のみに基づいて錆等級と錆除去等級を評価する。
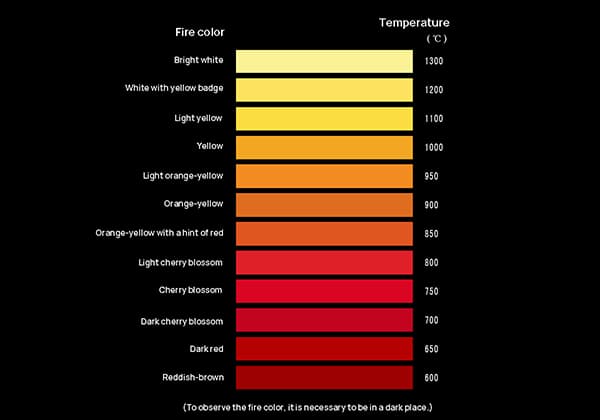
これらの評価を行う際には、拡大鏡やその他の器具を使用せず、適度な明るさの下で、肉眼による直接観察を行うべきである。
鋼材表面の錆の等級は、A、B、C、Dの4種類に分類される:
A.鋼鉄の表面は完全に酸化皮膜で覆われており、錆はほとんどない。
B.鋼鉄の表面に錆があり、酸化スケールが剥がれている。
C.鋼鉄表面の酸化皮膜が腐食により剥離、または削り取ることができ、少量の孔食が見られる。
D.鋼鉄表面の酸化被膜が腐食により完全に剥がれ落ち、孔食が広がっている。

3.1.1 鋼材表面の錆除去等級は、錆除去に使用された方法を表す「Sa」、「St」、「FI」の文字で示される。
文字の後にアラビア数字が続く場合は、スケール、錆、塗装膜、その他の付着物の除去の程度を示す。
3.1.2 鋼材表面の錆除去等級に関する詳細な記述については、セクション3.2、3.3、3.4を参照のこと。
注:
(1) 本章の除錆等級の定義において、「付着物」という用語は、溶接スラグなどを含む、 溶接スパッタそして可溶性塩類である。
(2) 本章では、金属パテスクレーパーを用いて鋼鉄表面から「酸化皮膜、さび、塗装皮膜」を除去できる場合は、強固に付着していないとみなす。
3.2.1 "Sa "の文字は、スプレーまたはショット・デラスティングを表す。
3.2.2 スプレーまたはショット・デラスティングを施す前に、目に見える油脂や汚れと同様に、厚い錆の層を除去しなければならない。錆の除去後、鋼鉄の表面は浮遊する灰や破片を完全に除去する必要がある。
3.2.3 本規格には、スプレーまたはショットによる脱錆処理を施した鋼鉄表面に対する4つの錆除去等級が含まれる:
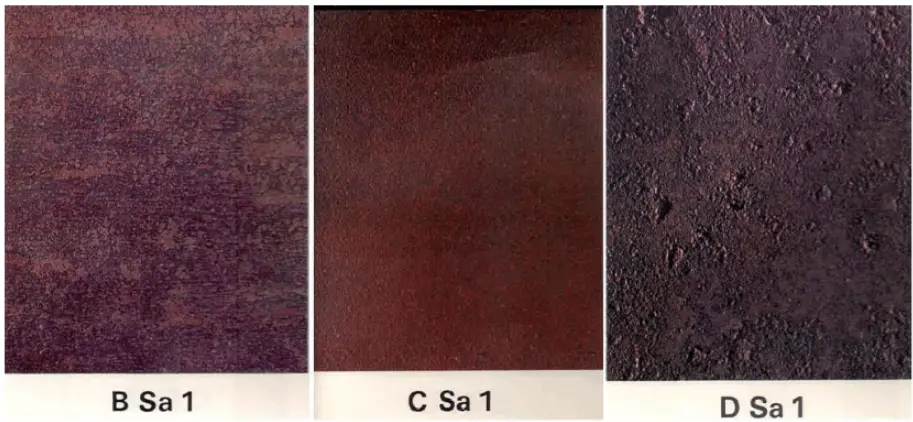
Sa1 マイルドスプレーまたはショットによる除錆:
鋼鉄の表面には、目に見える油脂や汚れがなく、酸化皮膜、錆、塗装、その他の付着物がないこと。
写真BSa1、CSal、DSa1を参照。
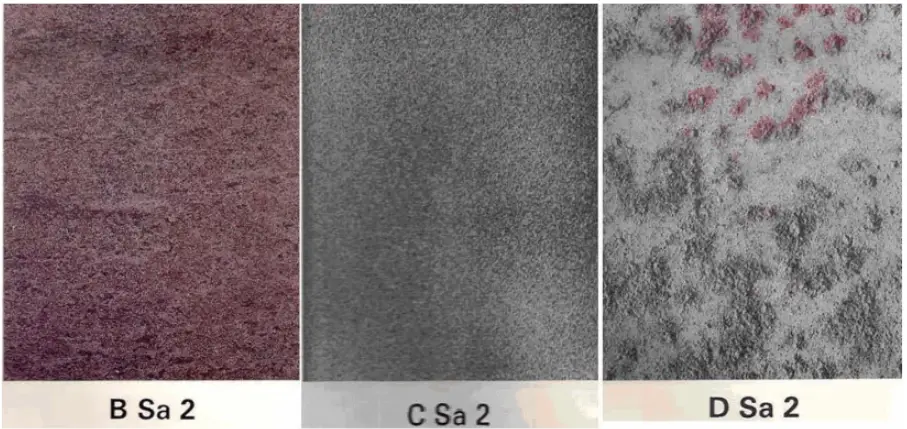
Sa2 スプレーまたはブラストによる完全なさび除去:
鋼鉄の表面には目に見える油脂や汚れがなく、スケール、錆、塗膜などの付着物が完全に除去されていなければならない。残留物は表面にしっかりと付着していなければならない。
写真BSa2、CSa2、DSa2を参照。
Sa2 1/2 広範囲のスプレーまたはショットによる錆除去:
鋼鉄の表面には、油脂、汚れ、酸化皮膜、錆、塗膜などの目に見える付着物が完全にないことが望ましい。残存する痕跡は、わずかな斑点や縞模様程度でなければならない。
写真ASa2 1/2、BSa2 1/2、CSa2 1/2、DSa2 1/2を参照のこと。

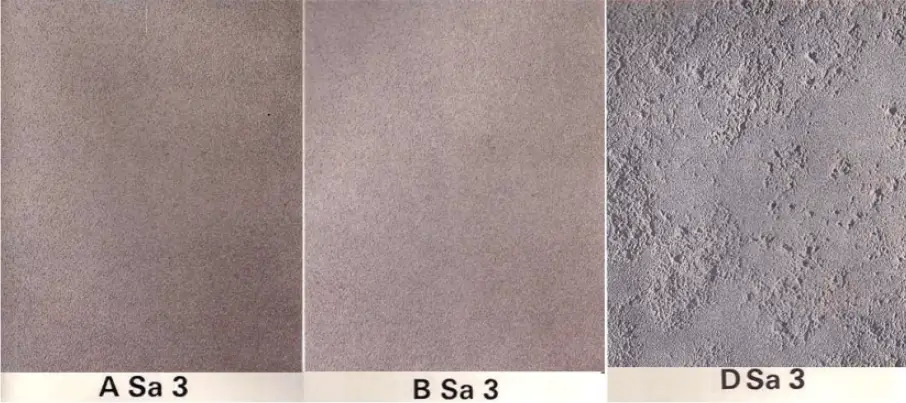
Sa3 スプレーまたはジェット噴射できれいな鋼鉄表面を実現:
鋼鉄の表面には、油脂、汚れ、酸化皮膜、錆、塗膜などの目に見える付着物が完全にないこと。表面は均一な金属色であること。
写真ASa3、BSa3、CSa3、DSa3を参照のこと。
3.3.1 "St "の文字で示される錆を除去するには、ブレード、手動または電動ワイヤーブラシ、電動サンドペーパートレイ、砥石などの手動および電動工具を使用する。
3.3.2 手動工具および電動工具による除錆の前に、厚い錆の層を除去し、目に見える油脂や汚れも除去する。
手工具や電動工具を使って錆を除去した後は、鉄の表面に浮遊している埃やゴミを徹底的に取り除く必要がある。
3.3.3 手工具および電動工具によって脱殻された鋼鉄表面に対して、本規格には2つの脱殻等級がある。その等級は以下の通りである:
St2 徹底した手作業と電動工具の除錆
鋼鉄の表面には、目に見える油脂や汚れ、緩んだ酸化皮膜、錆、塗装、その他の付着物がないこと。
写真BSt2、CSt2、DSt2を参考にしてください。

St3 手動工具と電動工具の徹底的な除錆
鋼鉄の表面には、目に見える油脂、汚れ、酸化皮膜の緩み、錆、塗膜、その他の付着物がないこと。錆の除去はSt2よりも包括的で、下地の露出部分に金属光沢をもたらすものでなければならない。
写真BSt3、CSt3、DSt3を参考にしてください。

3.4.1 フレーム・ダラスティングの工程は "FI "の文字で示される。
3.4.2 脱ガラスの前に、厚い錆の層を除去しなければならない。
炎による除錆は、鋼鉄の表面だけでなく、炎による加熱作業後に鋼鉄に付着した製品も含め、パワー・ワイヤー・ブラシで洗浄しなければならない。
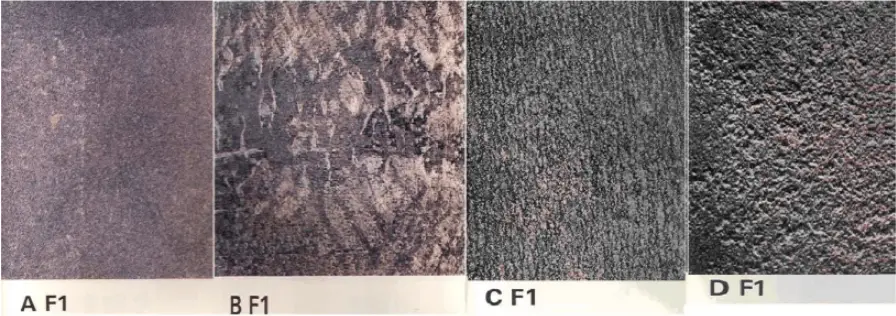
3.4.3 フレーム・ダラスティングによって達成されるダラスティングのレベルは以下のように定義される:
鋼鉄の表面には、酸化スケール、錆、塗膜、その他の付着物がないことが望ましい。残っている痕跡は、さまざまな色の影として現れる表面の変色のみであるべきである。
AFI、BFI、CFI、DFIの写真を参照してください。
4.1 鋼材表面のさび等級およびさび除去等級の評価は、散乱光下または同等の明るさの人工照明下 の良好な照明条件下で実施されなければならない。検査員は正常な視力を有していなければならない。
4.2 検査される鋼鉄表面は、第5章に概説されているように、対応する写真と目視で比較されなければならない。写真はできるだけ鋼材表面の近くで撮影する。
4.3 腐食等級を決定する場合、最も錆のひどい等級に対応する写真から評価結果を得るものとする。
除錆等級を決定する場合は、鋼材表面に最も近い外観の写真から評価結果を採取する。
注:
(1) 鋼材表面の錆グレードの目視評価結果は、以下のようないくつかの要因によって影響を受ける可能性がある:
a.錆の除去に使用される研磨剤と工具の種類(スプレー、噴射、手動、電動工具のいずれによるかを問わない);
b.標準腐食等級から外れた鋼材表面の錆の状態;
c.スチール固有の色;
d.腐食レベルの違いによる粗さの変化;
e.凹みなどの表面の不規則性;
f.工具による傷;
g.不均一な照明条件;
h.吹き付けまたは投射による錆の除去の際に、研磨剤が表面に衝突する角度によって生じる影。
(2) 塗装された鋼鉄表面の錆の等級を目視で評価すること。
この目的のために使用できるのは、錆の等級記号CとD(例:DSt21/2、CSt21/2)を使用した写真のみです。
DSt21/2またはCSt21/2のどちらを選択するかは、鋼表面に存在する孔食の程度による。
5.1 この規格には、国際規格ISO 8501-1:1988に準拠した、鋼材表面の錆の等級の典型的なサンプルを示す28枚の写真が含まれている。
紛争が生じた場合、ISO 8501-1の写真が仲裁の基礎となる。
5.1.1 腐食等級を示す4枚の写真があり、A、B、C、Dと記されている。
5.1.2 スプレーや投射による除錆、手動や電動工具による除錆、火炎による除錆を示す24枚の写真がある。これらの写真には、BSa21/2のような、錆除去前後の元の錆等級を示す記号が付されている。
5.2 石英砂研磨材を使用したドライ・スプレーによる脱殻処理後の鋼材表面の状態を、スプレーまたはショットによる脱殻処理の14枚の写真で示す。
他の種類の研磨剤をスプレーまたはショット・デラスティングに使用した場合、デラスティング後の鋼鉄表面の色が異なることがありますのでご注意ください。
5.3 本規格にはASa1、ASa2、ASt2、Ast3の写真は含まれない。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。