機械エンジニアのためのねじ山タッピングドリルサイズチャート
ねじ山のタッピングに適したドリルサイズを探すのに苦労したことはありませんか?このガイドでは、メートルねじ、UNCねじ、細目ねじのサイズの詳細が記載された包括的なチャートで、そのプロセスを解明します。あなたが...
ねじ山のような単純なものが、エンジニアリングの世界にどのような影響を与えるのか不思議に思ったことはないだろうか。古代ギリシャから現代の機械に至るまで、ねじ山は回転運動を直線運動に変換する上で極めて重要な役割を果たしてきました。この記事では、ねじ山の歴史、種類、規格について掘り下げ、複雑なねじ山形状と測定方法を解き明かします。ねじ山が締結と動力伝達においていかに重要な役割を果たし、機械的効率と安全性を確保しているかがわかります。ねじ山の基礎と複雑さ、そして機械設計におけるその重要性を学ぶ準備をしてください。

ねじ切りの基本であるらせん形状の概念は、古代から認識されていた。紀元前4世紀には、ギリシャの博物学者たちがワインやオイルを抽出する装置にこの原理を利用しており、らせん力学を早くから理解していたことを示している。
この概念の最も永続的な応用例のひとつが、紀元前3世紀に発明された揚水装置、アルキメデスのスクリューである。この独創的な機構は、現代の水管理や灌漑システムで使われ続けており、その効率性と単純さを証明している。
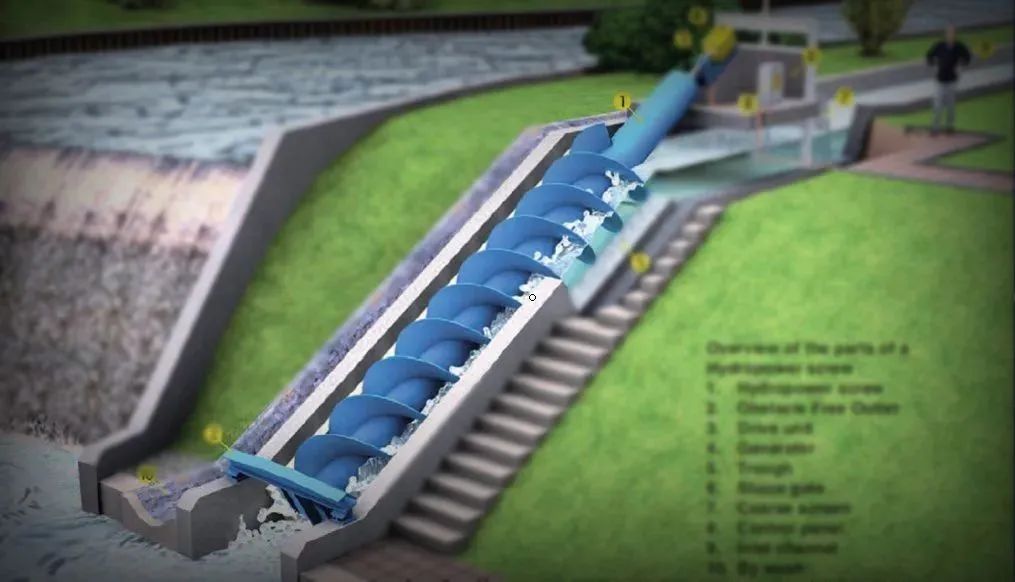
図1 今も使われているアルキメデスの螺旋状取水装置
ねじ切り技術の進化は、14世紀までに大きな進歩を遂げ、手作りのねじやねじが出現した。これらの初期のねじ切り部品は、初歩的なものではあったが、将来の機械革新の基礎を築いた。
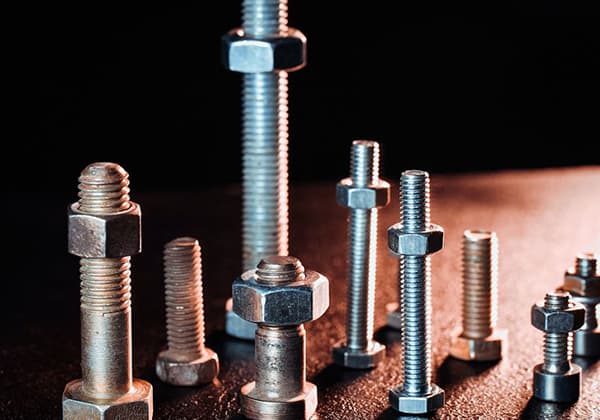
産業革命は、ねじ切りの歴史において極めて重要な出来事でした。機械がますます複雑になるにつれ、信頼性の高いメカニカル・ファスナーの必要性が飛躍的に高まりました。特にボルトは、さまざまな産業機器の組み立てやメンテナンスに欠かせないものとなりました。
当初、ねじ切りは手間のかかる作業だった。ナット、ボルト、ねじは、熟練した職人が手工具や基本的な旋盤を使ってひとつひとつ作っていた。この方法は機能的ではあったが、大きな限界があった:

図2 200年前の手作り糸と現代の機械糸
効率性と一貫性の必要性が、標準化されたねじ切りシステムの開発を後押しした。さまざまな国が独自の統一規格を制定し始め、やがて国際的な標準化の取り組みにつながった。この標準化は製造業に革命をもたらし、大量生産と、産業や地理的境界を越えた部品の互換性を可能にした。
今日、2つの主要なねじ測定規格が世界の製造業を支配している:
中国は、国際的な慣行に合わせてメートル法を全面的に採用している。中国の製造とエンジニアリングでは、ねじの寸法と仕様は一貫してメートル法ミリメートル(mm)で表される。この採用により、グローバル・サプライ・チェーンとのシームレスな統合が容易になり、国際的なエンジニアリング規格への準拠も容易になる。
ねじ切りの歴史は、技術の進歩、標準化、世界的な産業協力といった幅広い傾向を反映しています。古代ギリシャの創意工夫から現代の精密製造まで、ねじ切りの進化は機械工学と産業の進歩において重要な役割を果たし続けています。
スレッドとは、円筒形または円錐形の表面に螺旋状に巻き付いて形成された連続的な螺旋状の隆起のことである。このらせん構造は、回転運動を直線運動に変換することを可能にし、物体の制御された直線変位を容易にする。
スレッドは、その表面形状から大きく2つのタイプに分類される:
テーパーネジ:円錐形の表面に作られ、直径が徐々に変化する。
まっすぐなねじ:円筒形の表面に形成され、長さ方向に一定の直径を保つ。
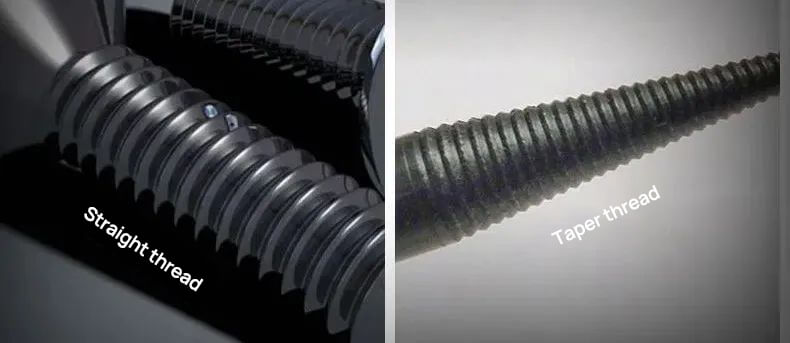
図3 ストレートとテーパーネジ
スレッドはさらに外部と内部に分類される:
外ねじと内ねじの嵌合は、回転係合による確実な締結や正確な直線作動を可能にします。このインターロック機構は、エンジニアリングや製造における幅広い機械的接続やモーション・トランスファーのアプリケーションの基礎を形成します。
スレッドの完全な説明には、少なくとも次の5つの要素が含まれなければならない:
歯形は、ねじの最終用途を決定する重要な要素である。
歯の形状とは、ねじ山の形状のことである。
歯形の違いによって、ねじが接続用か伝達用かが決まる。
現在、一般的に使用されている歯型には、主に三角形、台形、のこぎり歯、長方形がある。
三角形のネジは主に接続に使用され、他の3つの歯型は以下の用途に使用される。 送電.
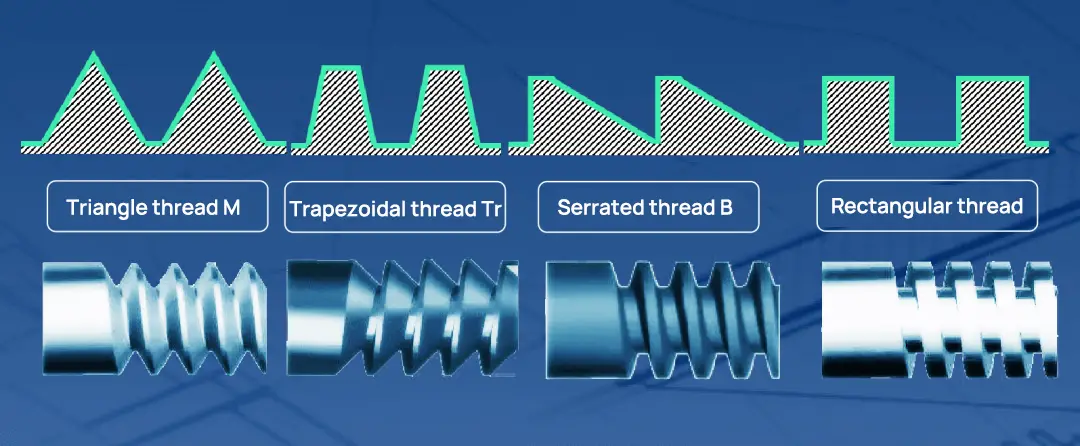
図4 4つの一般的なスレッドタイプの比較
三角ねじは、普通ねじコードMとパイプねじコードGの2種類に大別される。
Mネジは最も一般的に使用される接続ネジで、粗歯と細歯に分類される。細目は通常、小さな部品や薄肉部品に使用される。
一方、パイプねじは、水道管やガス管などのパイプラインの接続に使用される。
コードTrの台形ねじは、さまざまな工作機械のリードスクリューの動力伝達用に利用されています。
コードBの鋸歯状スレッドは、一方向にのみパワーを伝達することができる。
図5は、用途と歯型によるねじの分類を示している。
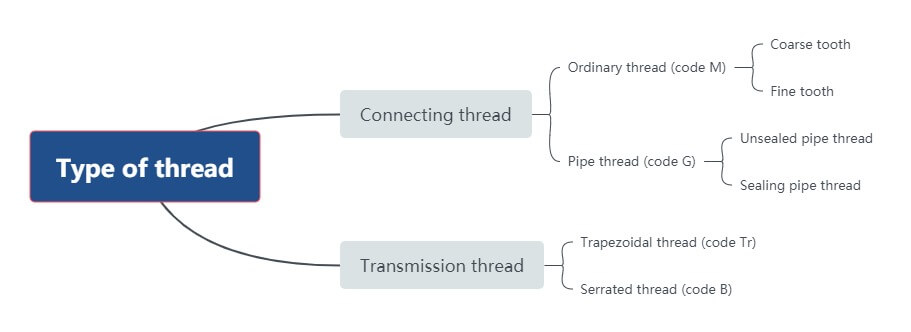
図5 スレッドの分類
ねじのサイズは通常、呼び径によって決まる。ただし、パイプねじの場合、呼び径はパイプの内径(インチ単位)であり、その他のねじの場合は長径(メートル単位)である。
外ねじは大文字の "D "で表記され、内ねじは小文字の "d "で表記される。長径とは、外ねじの山または内ねじの根に接する仮想の円柱の直径のことである。逆に、小径とは、外ねじのねじ山または内ねじのねじ山に接する仮想の円柱の直径のことである。
ピッチ径は、ねじの適合性と強度を達成するための重要なパラメータである。ピッチ線上の歯幅が隣接する歯幅と等しい仮想の円柱の直径です。
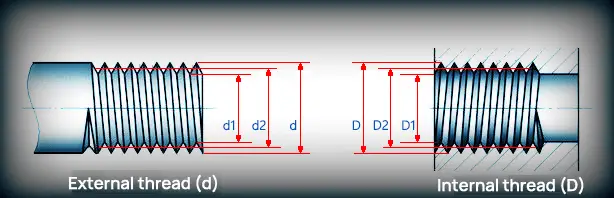
図6 外ねじと内ねじの大・中・小径
スレッド数とは、スレッドを形成する際のスパイラルラインの数を指し、シングルラインとマルチラインに分けられる。
単糸とは1本の螺旋線に沿って形成された糸を指し、多糸とは2本以上の螺旋線に沿って形成された糸を指す。

図7 シングルとダブルのラインスレッド
ねじ山の隣接する2つの歯のピッチ直径線上の対応する2点間の軸方向距離Pをピッチと呼ぶ;
同じねじ山において、ピッチ直径線上の隣接する2つの歯の対応する2点間の軸方向距離Phをリードと呼ぶ。

図8 ピッチとリード
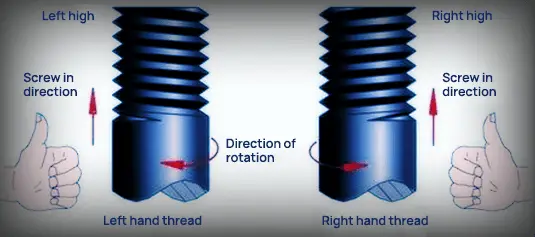
図9 糸の方向
各国の一般的なねじの規格は、主にメートル単位とインチ単位の2級ねじの測定と識別の規格である。
メートルねじは、1898年から1908年にかけてフランス中部で採用されたのが最初で、その後さまざまな国で広く普及した。
中国ではGBメートルねじ規格が採用されている。
メートルネジコードMは、直径0.25mmから300mmまでのワークピースの接続に使用できます。
ねじ山の角度は60°で、歯の上部は平らなので回しやすく、歯の下部は円弧状になっているのでねじ山の強度を高めている。
メートルねじは、並目ねじと細目ねじの2種類に分類できる。
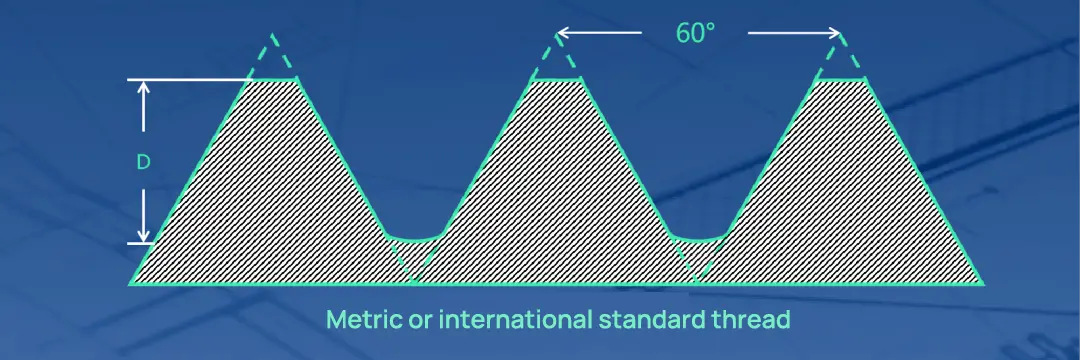
図10 メートルねじ規格
イギリス発祥のこの糸は、1841年にイギリス人のジョセフ・ウィットワースによって発明された。
この糸の糸角度は55°で、糸の上部と下部は円弧になっており、B.S.W糸としても知られている。
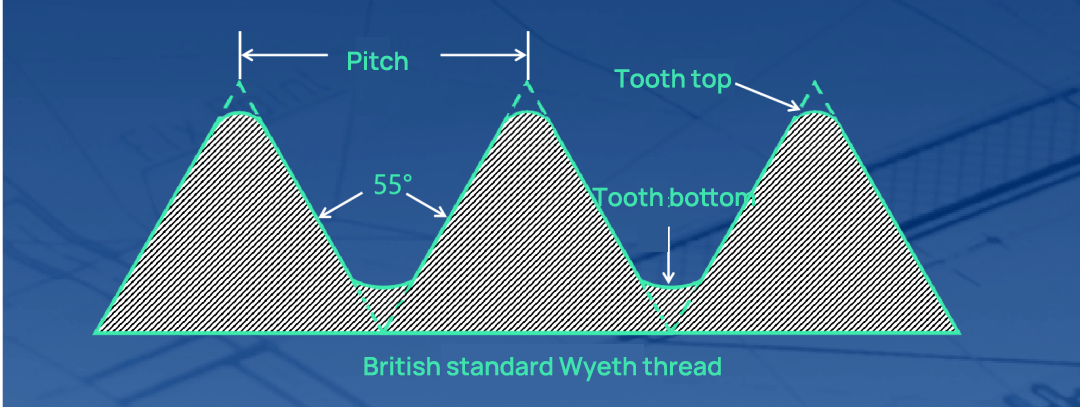
図11 英国規格ワイエスねじ規格
ねじ山の形状はB.S.W.スレッドに似ており、ねじ山の角度も55°である。しかし、1インチあたりのスレッド数が多く、その結果、スレッドの厚みが薄くなり、グリップ力が強くなる。
このタイプのネジは、強力な根を必要とする部品や、高レベルの振動に耐える必要がある部品によく使用される。
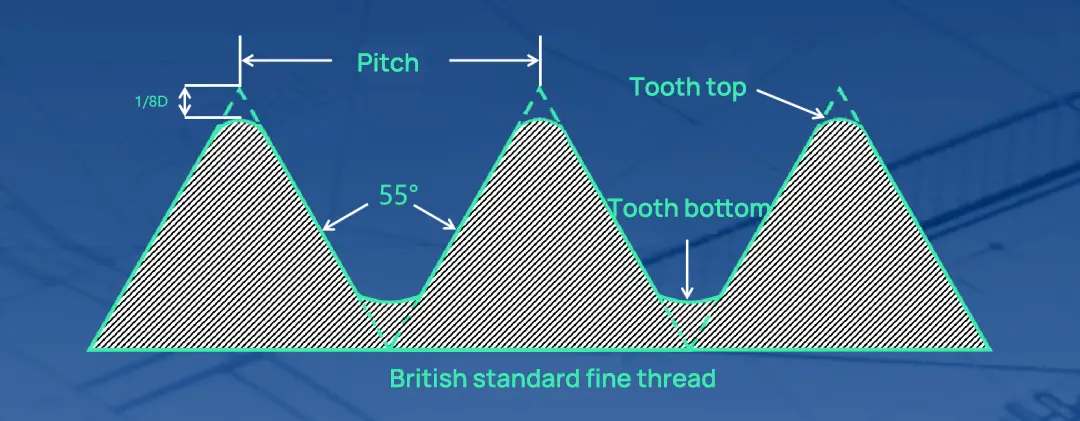
図12 英国標準細目ねじ規格
アメリカン・スタンダードのスレッドは上下が平らで、強度と耐ストレス性に優れている。
ねじ山の角度は60°で、その仕様は1インチあたりの歯数で表され、粗歯(NC)、細歯(NF)、超細歯(NEF)の3段階に分類される。
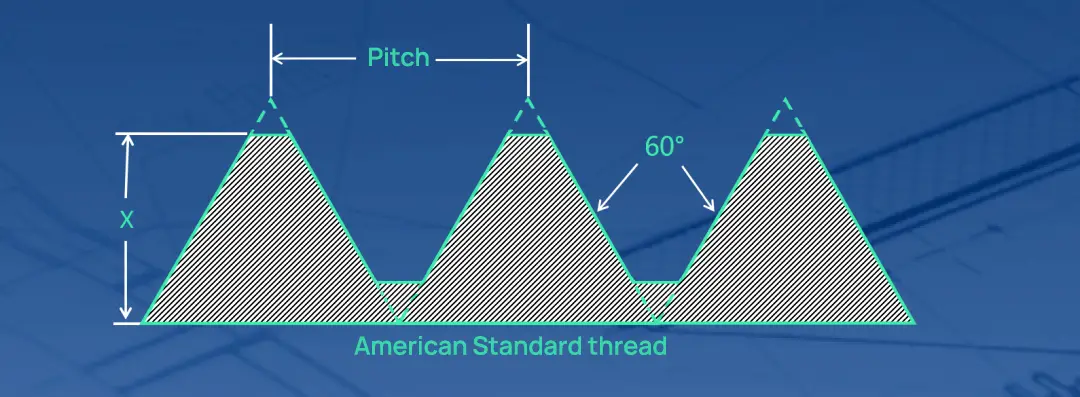
図13 アメリカン・スタンダードねじ
現在一般的に使われているブリティッシュ糸は、アメリカ、イギリス、カナダによって開発された。
アメリカン・スタンダード・スレッドとは対照的に、ブリティッシュ・スレッドはねじ山形度が60°で、その仕様は1インチあたりの歯数で表される。さらに、粗歯(UNC)、細歯(UNF)、極細歯(UNEF)の3段階に分けられている。
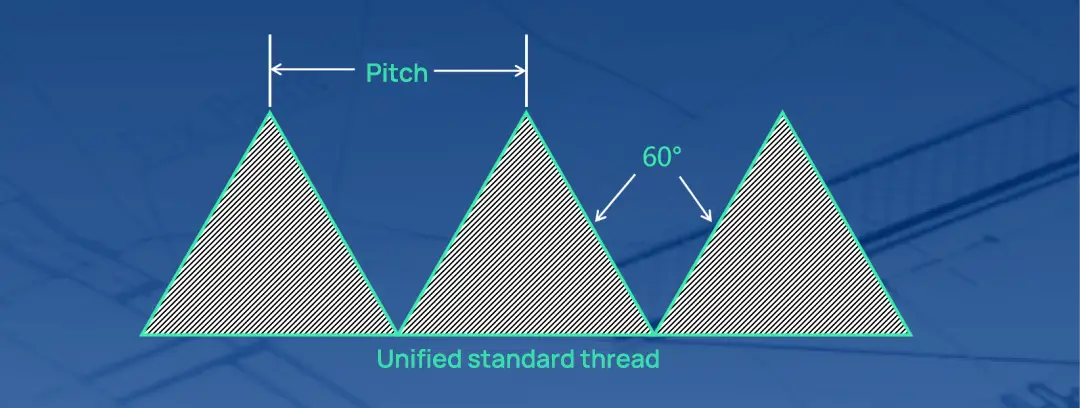
図14 米国、英国、カナダの統一スレッド規格
これはドイツのディン(din)で定められた標準的なねじ山である。
ネジ山は丸く、電球やゴムチューブの接続に適している。
スレッドコードはRd。
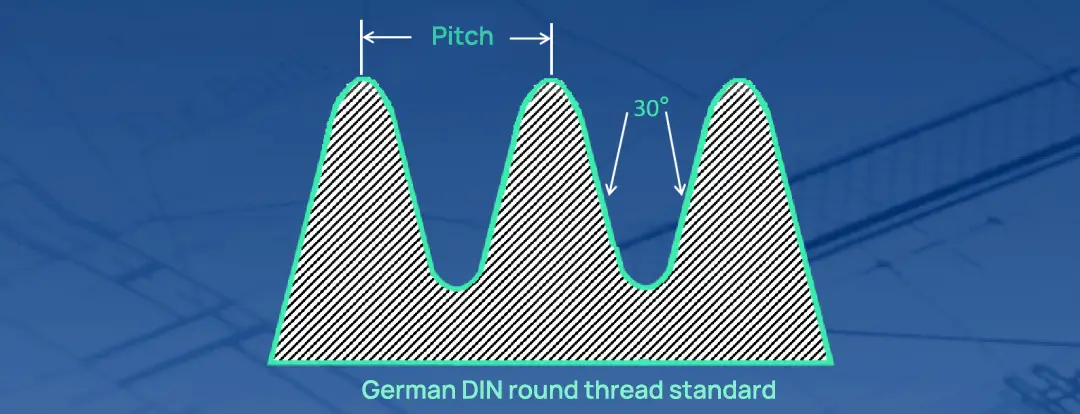
図15 ドイツDIN丸ネジ規格
台形ねじはアクメねじとしても知られ、摩耗後にナットで調整できる特殊な伝動ねじである。
メートルねじ規格を使用する場合のねじ角度は30°、イギリスねじ規格を使用する場合のねじ角度は29°である。
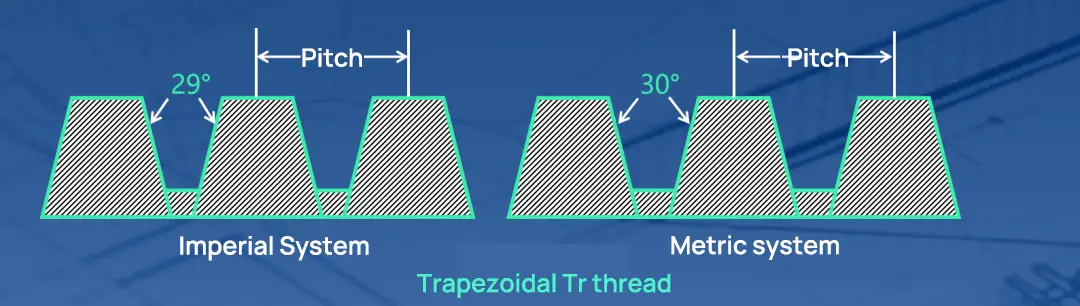
図16 台形Trスレッド
中国のGB規格によると、通常のネジマーキングの測定単位はミリメートルです。最初の文字はねじ山コードを表し、2桁目は呼び径を表します。残りの記号は、それぞれ公差コード、ねじ長さコード、ねじ方向コードを表します。
ファインピッチに印をつけることは必須で、コースピッチは省略してもよい。
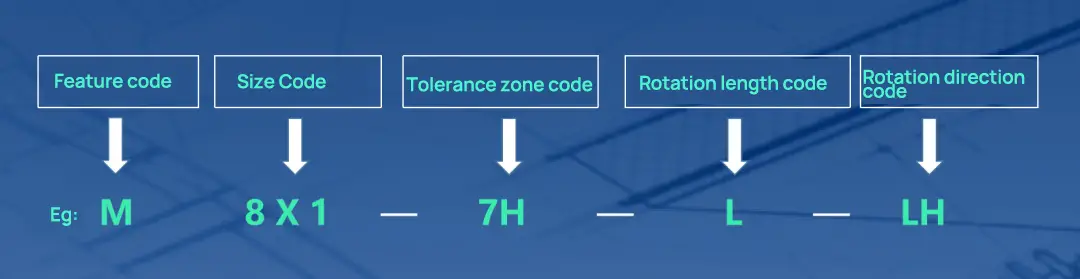
図17 普通糸5部のマーキング内容
各パートのコード・ノート:
フィーチャーコードはねじの種類を表し、Mは普通ねじを表す。サイズコードは呼び径×ピッチを表します。例えば、8X1は呼び径が8でピッチが1であることを意味します。
公差ゾーンコードは、公差等級(数字)と基本偏差から構成される。外ねじは小文字で表し、内ねじは大文字で表す。
ねじ切り長さ記号は、L、N、sでそれぞれ長、中、短を表す。ねじの長さが中程度の場合、Nの記号は付けない。
回転方向コードは、左ねじの場合はLHと表示され、右ねじの場合は表示されない。
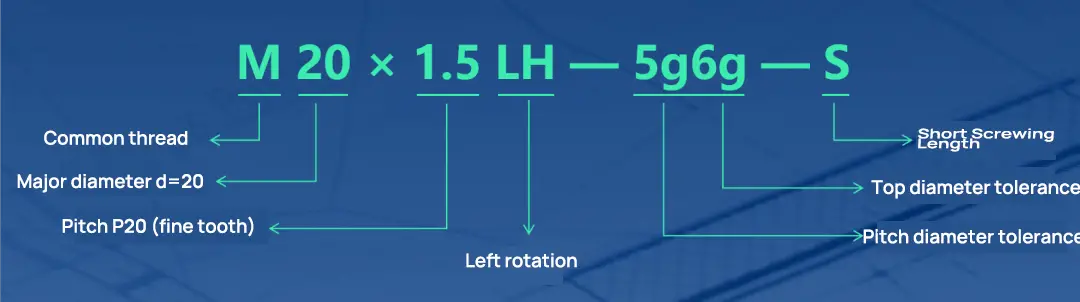
解釈例
例1:M20x1.5LH-5g6g-Sはどのネジ山を表しますか?
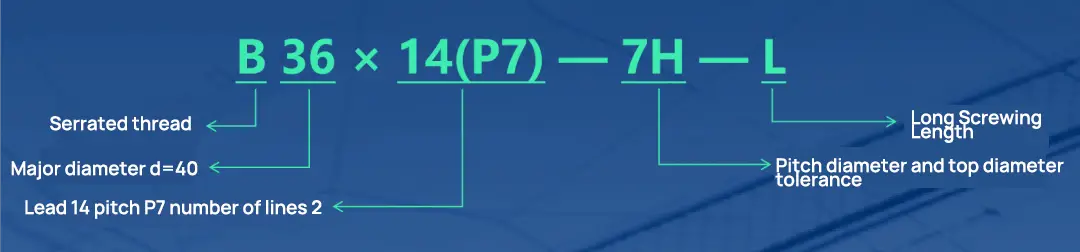
例2:B36x14(P7)-7H-Lとはどのようなスレッドのことですか?
例3:呼び径20、ピッチ1.5の左ねじ単ねじ細目普通ねじはどう表現するか。

ねじ山は、数値制御旋盤加工、3軸リンクフライス加工、タッピングとねじ切り加工の3つの方法でカスタマイズできる。
方法1 NC旋盤
NC旋盤 ターニングツール は、構造が簡単なため、単品や小ロットのねじ加工に最もよく使われるカスタマイズ加工法である。
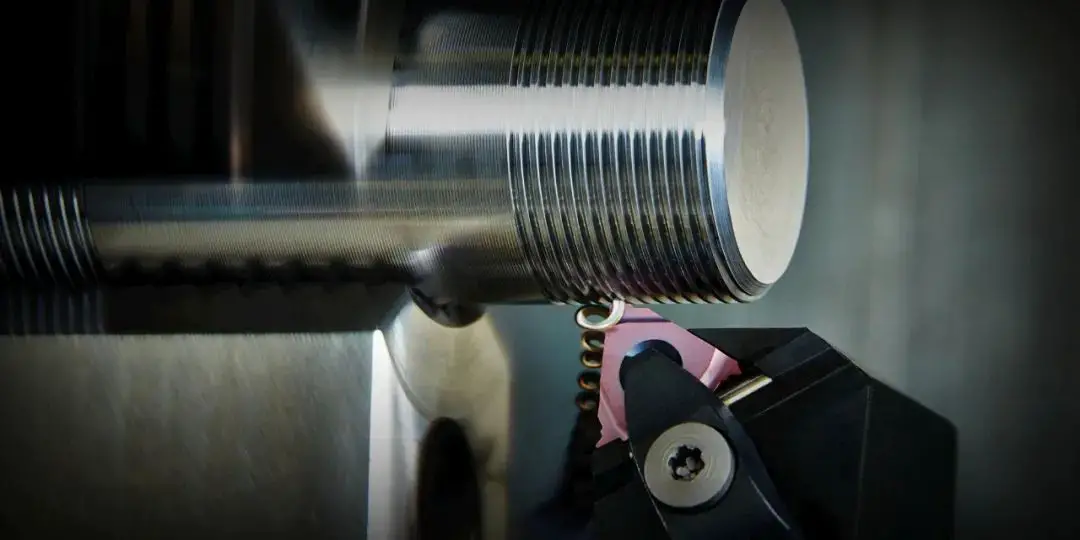
図18 旋削ねじのカスタマイズ加工
方法2 NCフライス加工
一般に、フライス加工はディスクフライスカッターまたは櫛型フライスカッターを使用して行われる。
ディスクフライスカッタは、主にスクリューロッドやウォームなどのワークピースの台形の外ねじ加工に使用される。一方、櫛形フライスカッターは、通常の内ねじと外ねじの両方を加工するために使用されます。
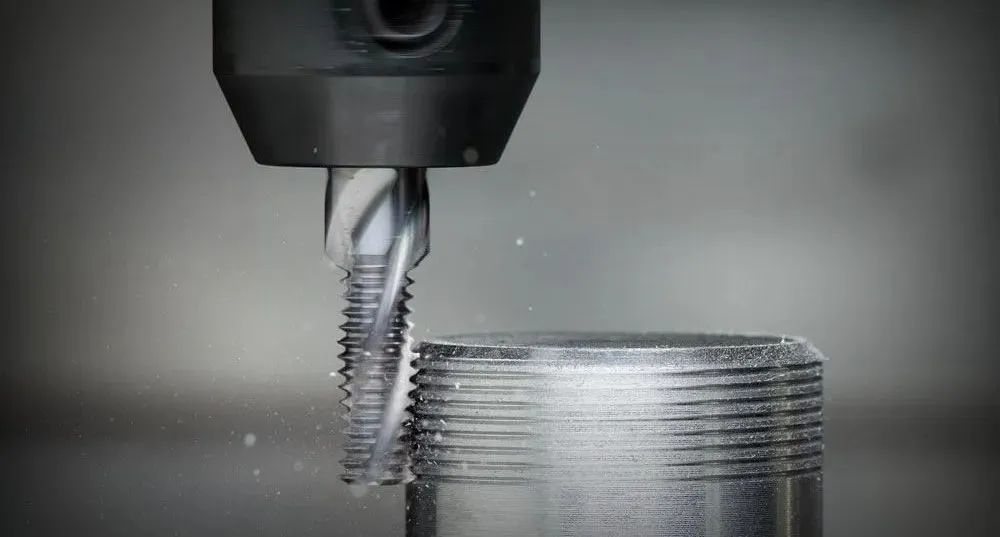
図19 NCフライスねじのカスタマイズ加工
方法 3 タッピングとネジ切り
タッピングとは、ワークの下穴にタップを一定のトルクでねじ込み、必要な内ねじを加工することである。

図20 タッピング
ねじ切りとは、金型を用いて棒状ワークに外ねじを切る成形方法である。

図21 ねじ切り
一方では、タッピングやねじ切りの精度は、使用するタップやダイスの精度に依存し、他方では、作業を行うオペレーターの経験にも依存する。
いくつかの非標準的な小径の内ねじについては、タッピングが唯一の実行可能な加工方法である。
タッピングやねじ切り加工は、手作業で行うことも、旋盤などの機械を利用して行うこともできる、 ボーリング 機械、タッピング機械、ねじ切り機械。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。