
板金曲げの0°~180°曲げ許容範囲表
板金部品がどのように設計され、精密に製造されているのか、不思議に思ったことはありませんか?このブログ記事では、曲げ代の魅力的な世界に飛び込みます。
シートメタルで正確な曲げを実現するには?このプロセスの背後にある金型と技術を理解することは非常に重要です。この記事では、自由曲げから矯正曲げまで、さまざまな曲げ加工法を掘り下げ、その用途と利点に焦点を当てます。V字曲げやU字曲げなど、さまざまな金型が最終製品の精度と品質にどのような影響を与えるかを解説します。最後には、製造効率と製品品質を向上させるための曲げ技術の選択と活用の要点をつかむことができます。

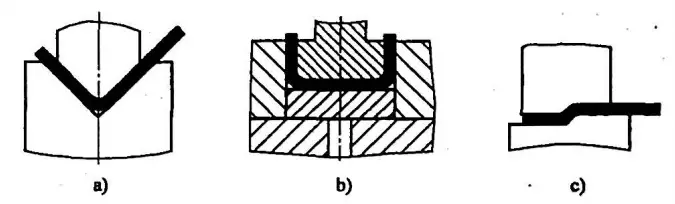
シート曲げの変形方法は、図1に示すように、自由曲げ、接触曲げ、矯正曲げに分類される。

自由曲げ(図1a)の場合、必要な曲げ量は少ない。 曲げ力そして、ダイの幅とパンチの死点位置を調整することで、ワークの形状や大きさを決定する。
この方法では、加工部品の形状や寸法の精度が劣ることが多く、特に大規模生産では曲げ加工部品の品質が安定しないことがある。そのため、自由曲げ加工は中型から大型の部品を少量生産する場合によく使われる。 板金 コンポーネントを使用している。
これに対し、接触曲げ(図1b)や矯正曲げ(図1c)では、曲げられた部品の形状や寸法精度が金型によって保証されるため、より高い品質が安定して得られる。
しかし、これらの方法は、より大きな曲げ力、より長い金型鋳造サイクル、より高いコストを必要とする。一般的には、より高い品質が求められる小~中型部品やシートメタル部品の大量生産に用いられる。
一般に、曲げ加工方法は、金型曲げ加工(天板曲げ加工と天板曲げ加工なしを含む)と プレスブレーキ曲げ.
プレスブレーキ曲げ加工は、金型曲げ加工(トッププレート曲げ加工なし)の特殊なケースであり、通常はユニバーサル曲げ金型を使用します。どちらの曲げ加工法にも、それぞれの原理、特徴、適用性があります。
(1) 金型曲げ
金型の曲げ加工は一般的に次のような用途に使用される。 板金曲げ 複雑な構造、より小さな体積、より高い精度、大規模な加工を必要とする部品。単純で一般的な曲げ金型の原理を図2に示す。金型の寿命を延ばすために、部品の設計では可能な限り曲げ部に半径(r>0.5t)を使用する。
関連記事 V&U字曲げ力計算機
(2) プレスベーク曲げ
プレスブレーキによる曲げ加工は、一般的にシートメタルの加工に使用されます。 曲げ部品 プレスブレーキは、サイズが大きかったり、生産量が少なかったりするものに使用されます。プレスブレーキは通常のプレスブレーキと CNCプレスブレーキ.
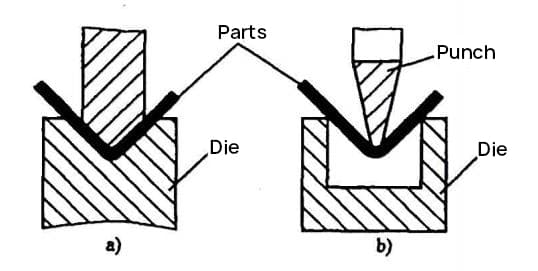
シート用 金属曲げ 比較的高い精度が要求され、複雑な形状の部品は、一般的に曲げ加工にCNCプレスブレーキが使用されます。曲げ加工の基本原理は、シャーシ、キャビネット、電子製品などの冷間曲げされた開断面鋼板や板金曲げ部品など、曲げ刃(トップパンチ)とV字溝(下型)のプレスブレーキで板を曲げます(図3)。

曲げ中心角の異なる曲げ部品の生産加工を実現するために、プレスブレーキによる曲げ加工には、一般的に図4に示すような2つの形式がある。
構造寸法が大きく、断面形状が複雑で、生産量が多くない曲げ加工部品や、単品生産、小ロット生産、試作品の場合、特殊な曲げ金型を設計・製造する方法は、部品の種類や数量、金型製作の難易度、製造コスト、納期など、多くの不利な要因によって制限される。
構造サイズが大きく、断面形状が複雑な部品(シャーシやキャビネットの構造部品など)の中には、金型構造や企業のプロセス設備によって制限されるものもある。
これらの問題を解決する最も効果的な方法は、曲げ加工に万能曲げ型を使用することである。ユニバーサル曲げ金型は、単純なL型、U型、Z型だけでなく、図5、図6に示すように、凸型と凹型を組み合わせたり、複数のV型の組み合わせ曲げ加工を行うことで、極めて複雑な部品の加工も可能である。
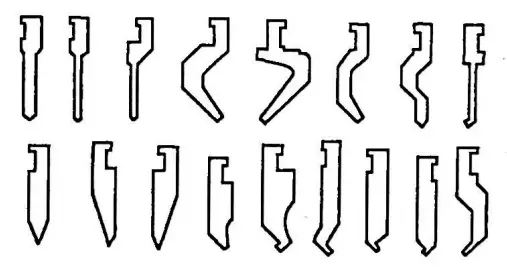
(1) パンチ(曲げ刃)
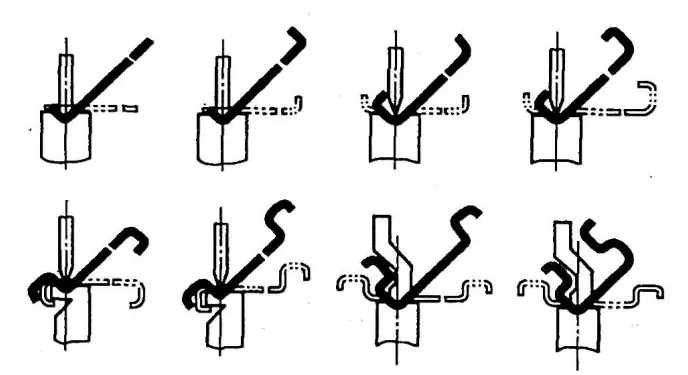
様々な複雑な曲げ部品の曲げ生産の需要に対応するため、近年、曲げブレードの多くの形状と仕様が開発されており、主にストレートアームとカーブアーム曲げブレードの2種類に分けられる。
また、一体構造や複合構造にすることもでき、基本的にほとんどの複雑な部品(箱型、ドア型、その他の特殊構造部品など)の曲げ加工に対応できる。専門の金型製造工場は、一連の曲げブレードを標準化し、生産している。一般的な曲げ刃の形状を図7に示す。
加工中、曲げ刃は曲げられた部品の形状とサイズに基づいて選択される。通常、板金加工事業者は、特に板金製造の専門性の高い事業者は、曲げ刃の形状や仕様の多くの予備を持っています。様々な複雑な曲げ部品の曲げ要求を満たすためには、曲げ刃の多くの形状と仕様をカスタマイズする必要があります。
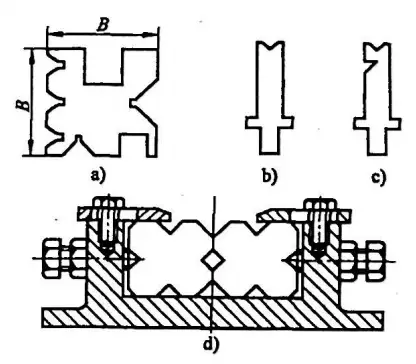
(2) ユニバーサル・パンチ
図8は、プレスブレーキで一般的に使用される凹型の断面形状を示しています。ユニバーサル凹金型(図8a参照)は、一般的な板厚や様々な形状・寸法の部品を曲げるために4面加工されます。曲げ加工を行う溝は、曲げ加工を行う部品の板厚、形状、大きさに応じて選択されます。図8bと図8cは、一般的な凹型の型面形状を示しており、一体構造または複合構造にすることができる(図8d参照)。これらは主に複雑な部品(箱型、扉型、その他の特殊構造部品など)の曲げ加工に使用される。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







