板金切断装置:どれが適しているか?
適切なシートメタル切断機器を選ぶには?伝統的な鋏から先進的なレーザーカッターまで数多くの選択肢がある中で、最適な工具を選ぶのは大変なことです。この記事は...
ある金属板は完全に平らに仕上がるのに、ある金属板はゆがんだり歪んだりするのはなぜだろうと不思議に思ったことはないだろうか。この記事では、ロータリープレートシャーにおける切断力の秘密を明らかにします。角度とクリアランスの違いが、金属シャーリングの品質と効率にどのように影響するかを学びます。あらゆるカットの精度を保証するメカニズムを明らかにします!

通常のプレート・シャーと比較して、ほとんどの回転式プレート・シャーは斜めの刃のデザインを採用している。この設計は、より効率的な剪断プロセスを可能にするため有利である。斜めの刃は、必要な剪断力を減らし、板金の変形を最小限に抑えます。
ロータリープレートシャーは、いくつかの重要な利点があるため、業界で広く使用されています:
シャーリング工程では、スイングビームシャーリングマシンのブレードサポートが回転運動をします。この回転運動は、プロセス中にブレードの切断角度とシアクリアランスを変化させるために不可欠です。切断角度とシアクリアランスを変化させることで、きれいで正確な切断を実現します。
ロータリーシャーの設計における課題の一つは、板金切断力の計算である。現在の設計手法では、刃物支持部の直進運動を仮定して切断力を計算することが多い。しかし、実際には刃物支持部は回転運動をします。この相違は、切断力の不正確な計算につながり、設計サイズの偏差をもたらし、機械の正常な性能に影響を及ぼす可能性があります。
ブレードサポートが直線運動する傾斜ブレードシャーの切断力計算には、主に旧ソ連の学者によって開発されたノルシャリの公式が使用される。この式は、特に直線運動するブレードサポートを持つ機械の場合、せん断工程で必要な力を決定するために極めて重要である。
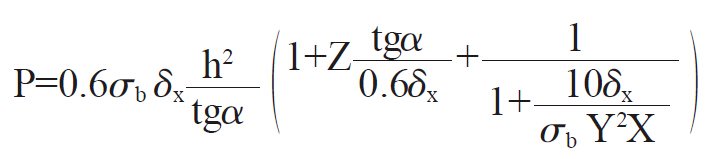
切削力の計算式
Norshari式は、剪断プロセス中に変化する剪断逃げ角を考慮せず、固定された剪断クリアランスを仮定しています。そのため、直線運動するブレードサポートを持つ剪断機にしか適用できません。
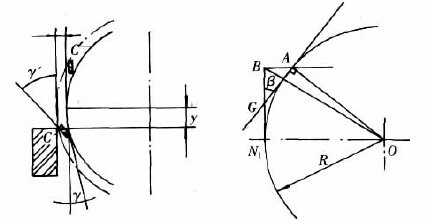
せん断工程では、逃げ角はγ±βの範囲で変化する。板せん断の品質と必要な力は、せん断すきまに非常に敏感である。せん断隙間が大きいと、引っ張り機能の割合が大きくなり、せん断品質が悪くなる。中厚板の切断では、せん断隙間は理想的には8%から12%の間に制御されるべきである。
ロータリーシャーリングマシンの場合、ブレードの取り付け工程が簡略化されているため、必要なγ±βを達成することは困難である。せん断すきまが経験値を超えると、せん断力が変化する。せん断すきまが大きくなると、せん断横すきまの相対値が大きくなり、せん断に必要な力が大きくなります。
切断工程で引っ張り機能が顕著になると、せん断力と動力損失が増加し、板材の塑性変形を引き起こし、刃と板材の摩擦が増加し、カッターの耐用年数が短くなる。したがって、ロータリーシャーリングマシンの切断力を計算する場合は、シャー刃の横方向のクリアランスの相対値を高くし、刃の鈍化係数を高くすることをお勧めします。
シャーリングマシンのせん断力の計算には、通常、技術計算式が使用されます。ほとんどの計算は、通常のQ235鋼板に基づいており、異なる材質の場合は換算係数を用います:
厚さ10mm、長さ6000mmのQ235鋼板の場合:
せん断力=10×6000×23.5=1410000N=141トン
Q345鋼板の場合:
せん断力=141×1.4=197.4トン
304ステンレス鋼板の場合:
剪断力=141×2=282トン

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







