
カスタム非標準板金部品のコスト分析
板金加工でコストを削減し、利益を上げたいとお考えですか?今日の競争市場において、生き残るためには正確なコスト計算が不可欠です。この記事では、2つの重要なモデル - 製品...
平らな金属板は、どのようにして複雑な形状や構造に変化するのでしょうか?このブログでは、部分的な剪断、ブリッジ絞り、穴の押し出しなど、板金成形の複雑な工程を掘り下げていきます。精密で機能的な金属部品を作るために使用される方法とツールをご覧ください。最後には、日常的な金属製品とその用途の背後にある重要な技術を理解できることでしょう。

1.定義
材料の表面に垂直な方向に一定の圧力を加えることで、材料を力の方向に流動させ、成形効果をもたらす。
2.機能:
ハーフカット溶接などの位置決め。
静電導電性レールのリベット止めなど。
3.加工方法:
NCT:通常の工具の組み合わせ(下向きハーフカット)または特別に開発された工具を使用して加工する。
前処理:特殊なハーフカットを使用することで、プレートプレスと簡単な金型実現が可能(バッチサイズが大きくない場合)。
4.注意事項
ハーフカットの高さは0.6Tを超えないのがベスト。
1.機能:
上面による位置決めに使用され、パンチマークが付いていることもある。
サイドエッジによる制限に使用される。
バインディングワイヤーを穴に通すのに使用する。
2.加工方法:
NCT専用工具による加工。
前処理による容易な金型成形
による簡単な金型成形 折り畳み機.
金型成形。
1.機能:
皿ネジ用のザグリ穴。
皿頭ネジ用の皿穴。
拡張リベットナット用のリベットナット穴。
2.加工方法:
NCT専用工具による加工。
機械加工 ボーリング マシンだ。
1.構造の説明
穴の押し出しとエンボス加工は、一定の内径、外径、高さの穴を垂直に打ち抜くプロセスである。 メタルシート.主にリベット、貫通穴、タッピングなどに使用される。
2つある。 パンチの種類一般的なパンチングと特殊形状のパンチング。
成形図を以下に示す:
2.加工方法:
一般的な打ち抜き加工は共用の金型を使って加工するが、特殊な形状の打ち抜き加工は専用の金型を設計する必要がある。
3.金型加工方法:
(1)一般打ち抜き用の共用金型を下表に示す:
一般的な打ち抜き用の金型を共有。
| パンチ穴用上型(1) | 金型番号 | 共有金型 001 | 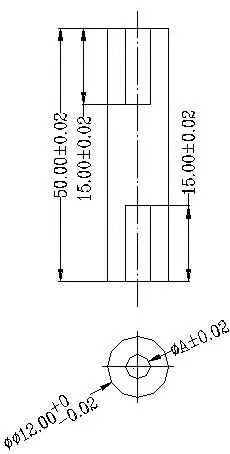 | 説明 クランプ 外径はΦ12.00。 | ||
| 「A」値 | 1.0~7.9 | |||||
| グレード間サイズ | 0.1 | |||||
| 数量(グレードX個/グレード)。 | 70X4=280 | |||||
| パンチ穴用上型(2) | 金型番号 | 共有金型 004 | 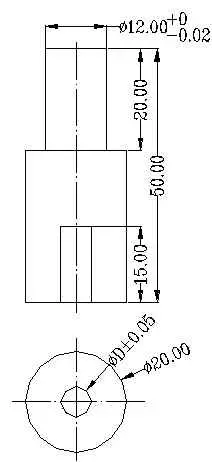 | 説明 クランプ外径はΦ12.00。 | ||
| 「D」値 | 8.0~12.0 | |||||
| グレード間サイズ | 0.2 | |||||
| 数量(グレードX個/グレード)。 | 21X3=63 | |||||
| パンチ穴用上型(3) | 金型番号 | 共有金型 005 | 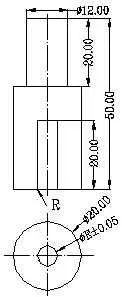 | 説明 クランプ外径はΦ12.00。 Rの位置の一端は面取りされ、もう一端は面取りされていない。 | ||
| 「E」値 | 12.5~20.0 | |||||
| グレード間サイズ | 0.5 | |||||
| 数量(グレードX個/グレード)。 | 16X2=32 | |||||
| 下型 パンチ穴用(1) | 金型番号 | 共有金型 010 |  | 説明 パンチホルダー(1)と一緒に使用します。 最大外径はΦ8.00。 | ||
| F "バルブ | 1.0~6.0 | |||||
| グレード間サイズ | 0.5 | |||||
| 数量(グレードX個/グレード)。 | 10X2=20 | |||||
| パンチ穴用下型(2) | 金型番号 | 共有金型 011 | 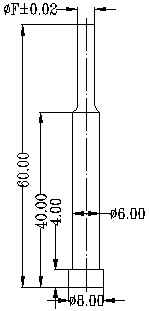 | 説明 パンチホルダー(1)と一緒に使用します。 最大外径はΦ8.00。 | ||
| F値 | 1.0~6.0 | |||||
| グレード間サイズ | 1.0 | |||||
| 数量(グレードX個/グレード)。 | 6X1=6 | |||||
| パンチ穴用下型(3) | 金型番号 | 共有金型 012 |  | 説明 G値が8.0および10.0の場合、パンチホルダー(2)と併用する。 最大外径はΦ12.00。 | ||
| 「G」値 | 8.0~12.0 | |||||
| グレード間サイズ | 2.0 | |||||
| 数量(グレードX個/グレード)。 | 9+5+3=17 | |||||
| パンチ穴用下型(4) | 金型番号 | 共有金型 013 | 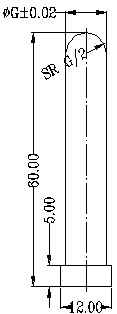 | 説明 G値が8.0および10.0の場合、パンチホルダー(2)と併用する。 最大外径はΦ12.00。 | ||
| 「G」値 | 8.0~12.0 | |||||
| グレード間サイズ | 2.0 | |||||
| 数量(グレードX個/グレード)。 | 3X1=3 | |||||
| パンチホルダー(1) | 金型番号 | 共有金型 002 |  | 説明 穴あけ用の下型とともに使用する。 クランプ外径はΦ12.00。 | ||
| 「B」値 | 3.0~6.0 | |||||
| グレード間サイズ | 1.0 | |||||
| 数量(グレードX個/グレード)。 | 4X5=20 | |||||
| パンチホルダー(2) | 金型番号 | 共有金型 003 |  | 説明 穴あけ用の下型とともに使用する。 クランプ外径はΦ12.00。 | ||
| 「C」値 | 8.0~10.0 | |||||
| グレード間サイズ | 2.0 | |||||
| 数量(グレードX個/グレード)。 | 2X1=2 | |||||
4.マーキング穴あけ用パラメータ表
メートル法:
| タッピングマーキング穴モデル | ネジ径 | パンチ穴内径 | パンチ穴の内径に関する要件 | |
| MIN | MAX | |||
| M1*0.25 | 0.75 | 0.78 | 0.729 | 0.785 |
| M1.1*0.25 | 0.85 | 0.88 | 0.829 | 0.885 |
| M1.2*0.25 | 0.95 | 0.98 | 0.929 | 0.985 |
| M1.4*0.3 | 1.1 | 1.14 | 1.075 | 1.142 |
| M1.6*0.35 | 1.25 | 1.32 | 1.221 | 1.321 |
| M1.7*0.35 | 1.35 | 1.42 | 1.321 | 1.421 |
| M1.8*0.35 | 1.45 | 1.52 | 1.421 | 1.521 |
| M2*0.4 | 1.6 | 1.65 | 1.567 | 1.679 |
| M2.2*0.45 | 1.75 | 1.83 | 1.713 | 1.838 |
| M2.3*0.4 | 1.9 | 1.97 | 1.867 | 1.979 |
| M2.5*0.45 | 2.1 | 2.13 | 2.013 | 2.138 |
| M2.6*0.45 | 2.2 | 2.23 | 2.113 | 2.238 |
| M3*0.5 | 2.5 | 2.59 | 2.459 | 2.599 |
| M3.5*0.6 | 2.9 | 3.01 | 2.85 | 3.01 |
| M4*0.7 | 3.3 | 3.39 | 3.242 | 3.422 |
| M4.5*0.75 | 3.8 | 3.85 | 3.688 | 3.878 |
| M5*0.8 | 4.2 | 4.31 | 4.134 | 4.334 |
| M6*1 | 5 | 5.13 | 4.917 | 5.153 |
| M7*1 | 6 | 6.13 | 5.917 | 6.153 |
| M8*1.25 | 6.8 | 6.85 | 6.647 | 6.912 |
| M9*1.25 | 7.8 | 7.85 | 7.647 | 7.912 |
| M10*1.5 | 8.5 | 8.62 | 8.376 | 8.676 |
| M11*1.5 | 9.5 | 9.62 | 9.376 | 9.676 |
| M12*1.75 | 10.3 | 10.40 | 10.106 | 10.441 |
帝国システム:
| タッピングマーキング穴モデル | ネジ径 | パンチ穴内径 | パンチ穴の内径に関する要件 | |
| MIN | MAX | |||
| 1-64 | 1.55 | 1.57 | 1.425 | 1.582 |
| 2-56 | 1.8 | 1.86 | 1.695 | 1.871 |
| 3-48 | 2.1 | 2.14 | 1.941 | 2.146 |
| 4-40 | 2.3 | 2.36 | 2.157 | 2.385 |
| 5-40 | 2.6 | 2.69 | 2.487 | 2.697 |
| 6-32 | 2.8 | 2.86 | 2.642 | 2.895 |
| 8-32 | 3.4 | 3.52 | 3.302 | 3.530 |
| 10-24 | 3.9 | 3.91 | 3.683 | 3.962 |
| 12-24 | 4.5 | 4.57 | 4.344 | 4.597 |
| 1/4-20 | 5.1 | 5.25 | 4.979 | 5.257 |
| 5/16-18 | 6.6 | 6.72 | 6.401 | 6.731 |
| 3/8-16 | 8 | 8.15 | 7.798 | 8.153 |
| 7/16-14 | 9.4 | 9.5 | 9.144 | 9.550 |
| 1/2-13 | 10.8 | 11.0 | 10.592 | 11.023 |
| 9/16-12 | 12.2 | 12.3 | 11.989 | 12.446 |
| 5/8-11 | 13.6 | 13.8 | 13.386 | 13.868 |
| 3/4-10 | 16.5 | 16.8 | 16.307 | 16.840 |
| 7/8-9 | 19.5 | 19.6 | 19.177 | 19.761 |
| 1-8 | 22.2 | 22.5 | 21.971 | 22.606 |
| 1 1/8-7 | 25 | 25.2 | 24.638 | 25.349 |
注:
1.カッティングタップを使用する。
2.パンチ穴の高さはピッチの3倍以上でなければならない。
3.材料の厚さが0.5mm未満の場合、パンチ穴の肉厚は材料の厚さと同じです。材料の厚さが0.5mm以上0.8mm以下の場合、抜き穴の肉厚は材料の厚さの0.7倍。材料の厚さが0.8mm以上の場合、抜き穴の肉厚は材料の厚さの0.65倍となる。
シムは、形状と機能が固定された一般的な成形方法である。形状の大きさは機能にほとんど影響せず、その成形方法は主に共有金型に依存している。
では、シムの機能と成形方法を紹介しよう:
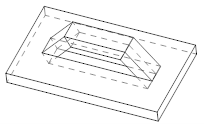
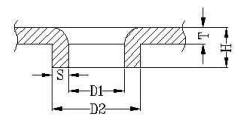
I.シムの構造と機能:
基本的なタイプ:
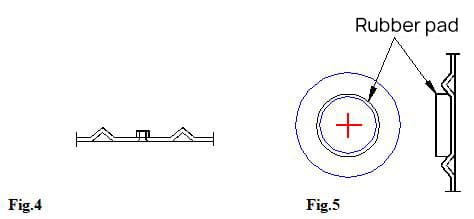
一般にシムには基本的に2種類あり(図1)(図2)、その構造を図3に示す。また、突起が半球状の形状もいくつかあります。


機能分析:
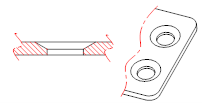
これは円形のパンチング形状で、主な機能は、そのパンチング形状を利用してシャーシを支持したり、マザーボードを固定したりすることで、底面が地面に完全に接触するのを避け、高さを一定に保つことである。
シャーシシムであれば、一般的に図4のような形状になり、マザーボードシムであれば、図5のような形状になる。
シャーシシムは主にサポート機能として機能し、一般的に下にゴムパッドが取り付けられているため、一般的に上にパンチングマークがあり、図5は一般的に4つしかない。
しかし、マザーボードのシムはサポート機能だけでなく、固定機能も兼ねているため、上部にパンチングマークがある。
パンチングマークの高さはシムの高さより低く、数字はマザーボードに対応していることに注意してください。
II. 成形方法 シム用
シムは形状が固定されているため、高さと中心位置さえ確保できれば、その大きさは機能にほとんど影響しない。そのため、いくつかの仕様の共有金型が設計されている。
同程度の大きさ(±1mm)の場合は、共用金型の同程度の仕様で代用できる。それ以上の差のある形状で、共用金型の類似仕様がない場合は、圧盤金型を設計して成形する方法があります。
サンプル生産用のシム金型は、一般的にプレッシャープレート金型と共有金型に分けられる。
プレッシャープレート金型は成形速度が速く、一度に複数のシムを成形できるが、柔軟性に欠け、特定のワークの成形にしか使えない。
共有金型はシムの共通特性を利用し、同じ仕様のシムを繰り返し成形できるため、製造コストを削減できる。
プレッシャープレート金型(前処理)
以下はシム(NKB83001A)の例で、円形ブロックの材料は、前のリングブロックの廃材から直接入手できることに注意。
モジュールのスタッキング図を図9に示す。

共有カビ(折り畳み機)
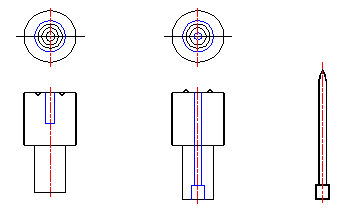
折りたたみ機の金型を使う設計方法は、反発を考慮して成形高さを0.2高くし、上型の中央に位置決め穴を追加した。
位置決めポンチは位置決め穴に入れるように設計されており、位置決めポンチと一致するシムを位置決めするための中心点が印されている。
金型の概略図を以下に示す(図11)。
現在、シムの共有金型仕様は4種類ある(表1参照)。
金型は4セットあり、表2に示すように、最初の3種類が図2に示す形状を形成し、4セット目が図1に示す形状を形成する。
上型パンチと下型パンチは上型固定具と下型固定具に固定され、固定具は上型スロットと下型スロットに固定される。
NCTツール加工
NCTツール表参照。
III.付録
表1:共通の金型仕様
| シリアル番号 | 使用単位 | 対応値 | 備考 | ||
| 外径(D1)。 | 内径(D)。 | 高さ (H) | |||
| 1 | 折りたたみ機 | 28 | 20 | 2.0 | |
| 2 | 32 | 25 | 1.8 | ||
| 3 | 26.5 | 12.5 | 2.8 | ||
| 4 | 12.5 | 6.5 | 1.0 | ||
| 1 | NCT | 26.72 | 13.28 | 2.5 | T=1.0 |

表2:共有金型の形状と仕様
| 上型 | 下型 | |
| 第1セット |  |  |
| 第2セット |  |  |
| 第3セット |  |  |
| 第4セット |  | 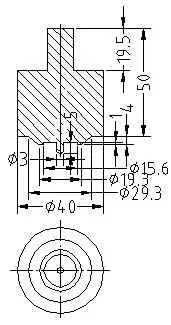 |

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







