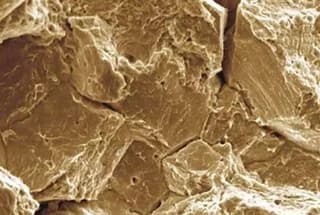
鉄鋼における水素の重要な役割:水素誘起割れの防止
鋼構造物が何の前触れもなく破損してしまう、隠れた危険とは?水素誘起割れ(HIC)は、多くの産業に影響を及ぼす重大な問題であり、水素原子が鋼材に浸入し、脆化を引き起こす...
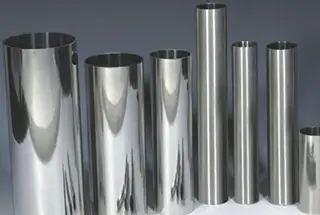
厳格な製造工程にもかかわらず、鋼管に不具合が生じることがあるのを不思議に思ったことはないだろうか。この記事では、鋼管の一般的な内部および外部の表面欠陥、その原因、検査方法について説明します。最後には、鋼管の完全性を確保するために、これらの問題を特定し、対処する方法を理解することができます。


特徴鋼管内面に直線状または螺旋状、半螺旋状の鋸歯状の欠陥がある。
原因がある:
検査:鋼管の内面に内折れをつけることは許されない。鋼管端部の内面折れは、研削または再切削により補修する。研削位置の実際の肉厚値は、規格が要求する最小値を下回ってはならない。内面折れの全長は不合格とする。
特徴鋼管の内面には斑点や傷が見られるが、一般に根を張らず、剥がれやすい。
原因がある:
検査:鋼管の内面に傷をつけることは許されない。鋼管の端部は研磨し、再度切断する。研磨の深さは規格要求値のマイナス偏差を超えてはならず、実際の肉厚は規格要求値の最小値を下回ってはならない。内部の傷跡は全長にわたって除去する。
特徴鋼管内面に直線的または断続的に爪状のカールを持つ小さな皮ができる。毛細管の頭部に現れることが多く、剥がれやすい。
原因がある:
検査:鋼管の内面には、剥離しやすい(または熱処理中に焼き切ることができる)巻き皮が認められる。根のある巻き皮は、研磨するか除去する。
特徴鋼管内面にある一定の幅と深さの直線状の傷。
原因がある:
検査だ:
チャド内部の直線的な傷は入念な検査が必要で、研磨するか取り除く必要がある。
鋭角な内部の直線傷は、研磨によって滑らかにする必要がある。
特徴鋼管の内面に一定の幅と深さを持つ直線状の突起がある。
原因コアバーの激しい磨耗、不規則または深すぎる研磨。
検査だ:
特徴鋼管の内面に規則的な凸状の突起があり、外面を傷つけることがない。
原因連続圧延ロールの過度の研磨または肉痩せ。
検査:内部隆起の要件に従って検査する。
特徴外面に損傷を与えることなく、鋼管の内面に規則的または不規則なピットができる。
原因がある:
検査:肉厚を超えない負の偏差を持つプルコンケーブ、および必要最小肉厚を超える実際の肉厚は存在してもよい。過剰なプルコンケーブは切断されるべきである。(注:プルコンケーブの深刻な進展は、引き裂きにつながる可能性があるため、厳重に検査すること)。
特徴鋼管内面に見られる螺旋状の痕跡で、主に薄肉鋼管の内面に現れ、明らかな凹凸感がある。
原因がある:
検査鋼管の内ねじ欠陥の深さは0.3mmを超えず、一定の許容範囲内でなければならない。
特徴鋼管外面にスパイラル状の折り畳み層を形成。
原因がある:
検査:存在してはならない。わずかな折れ曲がりは研磨可能で、研磨後、実際の肉厚と外径の値は、規格で要求される最小値を下回ってはならない。
特徴鋼管の表面にスパイラル状またはブロック状の層と亀裂が入る。
原因深刻な非金属介在物、残留収縮穴、またはパイプブランクのひどい緩み。
検査:存在を許されない。
特徴鋼管の外面にシミや傷がある。
原因がある:
検査だ:
特徴鋼管表面に凹凸がある。
原因がある:
検査だ:
特徴鋼管外面に対称または非対称の直線圧延跡をつける。
原因がある:
検査だ:
特徴鋼管の外面に連続または不連続のヘアライン亀裂がある。
原因がある:
検査:検査:鋼管の外面にヘアライン状の亀裂があることは許されない。亀裂がある場合は完全に除去し、除去後の肉厚と外径の実測値が規格で要求される最小値を下回ってはならない。
特徴鋼管の外面に縞模様やらせん状の魚の鱗のような小さな亀裂がある。
原因がある:
検査:完全に取り除かなければならない。除去後、肉厚と外径の実測値が規格で要求される最小値を下回ってはならない。
特徴鋼管の外面にらせん状または直線状の溝状の欠陥があり、溝の底がほとんど見える。
原因がある:
検査だ:
特徴鋼管の外面は凹凸現象を呈するが、鋼管の肉厚は損なわれていない。
原因がある:
検査:外径のマイナス偏差を超えず、表面が滑らかな局所的な打痕が存在することがある。基準を超える場合は切断する。
特徴衝突により鋼管外面に不規則な傷ができる。
原因コールドエリアとホットエリアでのさまざまな衝突によって起こりうる。
検査だ:
特徴鋼管の外面にらせん状のくぼみがある。
原因がある:
検査鋼管の外面には、明らかな鋭角がなく、内面に突起のない矯正窪みがあり、外径寸法が公差要件を満たしていること。標準を超える矯正窪みは切断する。
特徴鋼管の壁面に沿って局所的または縦方向に凹凸状のしわがあり、外面には帯状の凹みが見られる。
原因がある:
上記の理由により、圧延中にローラー間の隙間に金属が入り込んだり、管の安定性が損なわれて管壁にしわが発生したりする。
検査:不可。切り離すかスクラップにする。
特徴鋼管の表面は引き離され、破損する現象があり、主に肉薄の鋼管に見られる。
原因がある:
検査:不可。切り離すかスクラップにする。
1.不均一な肉厚
特徴鋼管の肉厚は同じ断面でも不均一で、最大肉厚と最小肉厚の差が大きい。
原因がある:
検査:各パイプを個別に測定し、肉厚の不揃いな端部を切り取る。
2.肉厚の偏差
特徴鋼管の肉厚は一方向に偏り、正の偏りを肉厚オーバー、負の偏りを肉厚アンダーと呼ぶ。
原因がある:
検査:または、全長を再検査し、判定を変更するか、パイプを廃棄する。
3.外径の偏差
特徴鋼管の外径が規格から外れており、プラスの偏差をオーバーサイズ、マイナスの偏差をアンダーサイズと呼ぶ。
原因がある:
検査:各パイプを個別に測定し、規格外であれば判定を変更するか廃棄する。
4.曲げ
特徴鋼管の曲がりが長さ方向にまっすぐでなかったり、先端が雁首状に見えるものを「雁首曲げ」と呼ぶ。
原因がある:
検査:過度に曲がっている場合は、二次矯正を行うことができるが、そうでない場合はパイプを廃棄する。矯正できない "グースネック・ベンド "は切断する。
5.長さの偏差
特徴鋼管の長さは要求値を超え、正の偏差は長尺、負の偏差は短尺と呼ばれる。
原因がある:
検査:長尺パイプは再度切断するか判定を変更し、短尺パイプは判定を変更するか廃棄する。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。