
手動折り畳み機の使い方:ステップ・バイ・ステップ・ガイド
板金の正確な曲げ加工に苦労したことはありませんか?この記事では、鉄や非鉄金属の曲げ加工に欠かせない万能ツール、手動式折り曲げ機を解明します。読むことで、...
ご家庭やオフィスのダクトがどのように作られているのか、不思議に思ったことはありませんか?この興味深いブログ記事では、換気システムの重要な部品であるダクトの興味深い製造工程をご紹介します。現場での測定から最終的な組み立てまで、当社の専門機械エンジニアが各工程をご案内し、効率的で効果的なエアダクトを作るために必要な精密さと技術を明らかにします。毎日を快適に過ごすための壁や天井に隠された世界を発見してください。


以上の作業を通して、加工用のインスタレーション・スケッチを描く。
モデルの素材を選ぶ際には、厚すぎないものを選ぶことが肝要で、理想的には1~3mmの範囲内である。また、カールや変形のない素材が望ましい。好ましい素材は以下の通り:
円管サンプルの長さは、次の式で計算する。長さ=(パイプの外径+サンプル材料の厚さ)×_1D70 長さ=(パイプの外径+サンプル材料の厚さ)×_1D70πしかし、実際のパイプの外周に影響を与える可能性のある季節や材質の影響を考慮することが重要である。例えば
これらの調整は、エクスパンション・カーブを描く前に行うべきである。
モデルを作成したら、パイプラインの外壁に巻きつけて体積をチェックし、その形状とサイズを確認することが重要である。モデルはパイプラインの壁にぴったりとフィットし、両端が隙間なく重なるようにします。モデルを拡大するには3つの方法がある:

ブランキングは、板金加工工程における重要なステップで、材料を特定の形状やサイズに切断します。この工程では、シャーリング工程に進む前に、展開図とブランクサイズの明確なアウトラインでシート材料に印を付けます。ここでは、効果的なブランキングを行うための詳細な手順と注意点を説明します:
裁断を始める前に、シート材に正確に印をつけることが重要です:
シャーリングは、シート材を切断する工程である。剪断の方法は、材料の厚さによって異なります:

エアダクトの仕様とサイズに基づいて板厚を選択する。製造工程での調整に対応できるよう、荷降ろしには余裕を持たせてください。
直線的な角度、平坦な線、正確な寸法を確保するため、線引き作業は正確でなければならない。幾何学的なサイズを頻繁にチェックし、切断線、面取り線、折り線、フランジング線、穴線、閉塞線など、必要な線がすべて正確に引かれていることを確認する。
切断と面取りは、誤差を最小限にするため、高精度で行わなければならない。切断後、エッジを閉じる前に面取り機または鉄バサミでエッジを面取りする。エアダクトの完全性を保つため、作業中に重なりやフランジがないことを確認してください。
折り線に従って折り機にセットし、希望の角度に折り曲げます。作業中は、折り線と角折り機の上型・下型との位置を合わせ、正確を期してください。
丸いエアダクトを作るには、拍子木を使ってエッジを円弧に成形する。バイトを丸め、円弧が均一になるように調整する。こうすることで、スムーズで一貫性のある丸い形状のエアダクトができる。
鋼板を折り曲げたり丸めたりした後、シーム機または手作業でシームする。継ぎ目が不均一になったり、破裂したりしないよう、均等な圧力をかけてください。適切な継ぎ目は、エアダクトの耐久性と機能性を保証します。
エアダクトのプレートの継ぎ目は、構造を弱める十字型の継ぎ目を避けるため、ずらす必要がある。継ぎ目を適切にずらすことで、エアダクトの強度と安定性が高まる。
鋼板ダクト・バイト・ジョイント:
ステンレス板ダクトのバイトジョイント:
アルミプレート製エアダクトバイトジョイント:
バイトの幅はエアダクト素材の厚さによって決まります。通常、シングル・フラット・バイト、シングル・バーチカル・バイト、シングル・アングル・バイトの場合、1枚目のバイト幅は一定にします。2枚目のプレートではバイト幅を2倍にし、バイト幅の3倍のバイト量を確保します。噛み合わせの量は、設計仕様で要求されている通り、両側で維持されなければならない。
機械によるバイト加工では、主にさまざまなバイトマシンを使用する。曲線やソリッドバイトの場合は、鋼鉄製のハンドハンマーではなく、木製のブロックと木製のハンマーを使ってボードのエッジを伸ばすことをお勧めします。こうすることで、材料に跡がつくのを防ぐことができる。バイトの継ぎ目は、ハーフバイトやひび割れのない、しっかりとしたものでなければならない。
直管の場合、継ぎ目は長手方向にずらして入れる。空気ダクトにはエルボやティーなどの継手が含まれることが多いため、これは非常に重要である。例えば、丸型エルボは複数の短い傾斜管で構成されており、エルボを作る際には一方向に1本のバイトが形成される。その結果、各部のバイトシームが対向することになるが、これはエルボを製造する上で必要なことであり、この規制によって制限されるものではない。
バイトシームの幅は、一端が広く他端が狭いといった不一致を防ぐために、均一であるべきです。このような不一致は、外観だけでなく、バイトシームの構造的完全性や締まり具合にも影響します。

突合せ溶接は、板材の接合や水平および垂直の閉じた継ぎ目の形成に利用される。この方法は、2つの金属片の間の強力でシームレスな接続を保証し、構造的完全性が最も重要なアプリケーションに最適です。
ラップ溶接は、長方形ダクトや管継手の長手方向の閉じた継ぎ目、長方形ダクトのエルボやティーのコーナー継ぎ目によく使われる。一般的な重ね代は10mmで、溶接前に重ね代部分に印をつけておく。マークした線に沿ってスポット溶接を行い、その後、連続溶接の前に小型ハンマーで溶接部を平滑にする。この方法により、強固な接合が保証され、漏れのリスクを最小限に抑えることができる。
フランジ溶接は、フランジのない継手、丸パイプ、 エルボなどを閉じるために使用される。薄板を扱う場合は、入熱を正確に制御できるガス溶接が使用される。
隅肉溶接は、長方形の空気ダクトや管継手の長手方向 の閉じた継ぎ目、長方形のエルボやティーの回 転継ぎ目、円形の長方形空気ダクト・ヘッドの閉じた 継ぎ目に使用される。この種の溶接は継手の強度を高め、溶接部に 様々な応力がかかる用途によく用いられる。
炭素鋼ダクトの場合は、直流溶接機を使用する。溶接に先立ち、汚れ、油痕、錆を除去する必要があ る。スポット溶接も連続溶接も、きれいな溶接を確実にするために酸化物の除去が必要である。隙間は最小にし、手動のスポット溶接位置にある結節は、速やかに取り除くべきである。溶接後、溶接品質を維持するために、継ぎ目 およびその近辺の電極スラグおよび残留溶接ワイヤ ーを清掃する必要がある。
ステンレス・ダクトの溶接前には、空気穴や砂 穴を防ぐため、ガソリンやアセトンを使って、 溶接継ぎ目部分の油脂や汚れをきれいにする必 要がある。アーク溶接の際は、スパッタが板面に付着するのを防ぐため、溶接部の両面に白色粉末を塗布する。溶接後はスラグを除去し、銅ワイヤー・ブラシ で金属光沢を回復させる。その後、溶接部を10% 塩酸溶液で酸洗し、温水で洗浄することで、 清潔で耐食性に優れた溶接部を確保する。
アルミ製エア・ダクトの場合、溶接部を脱脂し、ステンレ ス・ワイヤー・ブラシで酸化皮膜を除去する必要があ る。溶接は、洗浄後2~3時間以内に行う。溶接後の脱脂は、航空ガソリン、工業用アルコール、四塩化炭素などの洗浄剤と木片を使用して行い、きれいな溶接部を確保する。
薄鋼板ダクトのガス溶接は、通常、左から右に行 われる。溶接部の両側でバランスの取れた熱分布を確保 するため、火炎の方向を制御する必要がある。安定した溶接を達成するために、溶融池に 溶接ワイヤーを均一な速度で、炎はスムーズ に、均等に前進させる必要がある。
溶接部の表面には、亀裂、バーンスルー、溶接部の 欠落などの欠陥がないことが望ましい。長手方向の溶接は、応力を均等に分散させるた め、ずらすべきである。溶接継ぎ目は平滑であるべきで、変形を防ぐた めスポット溶接は左右対称に交互に行なう。溶接継ぎ目の幅は均一にする。溶接後は、溶接スラグを除去するために溶接部を 清掃し、清潔で強固な接合部を確保する。

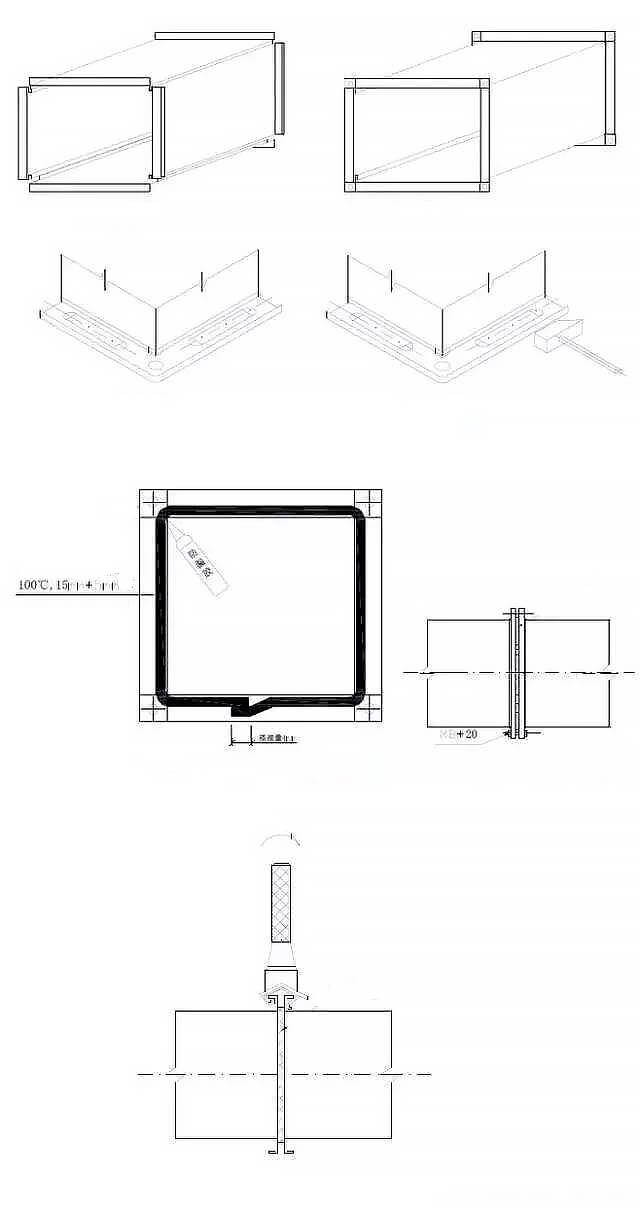
ほとんどのサーキュラー・エアー・パイプは、直接ソケット接続かコアチューブ接続のどちらかを利用している。ここでは、これらの方法について詳しく説明する:
長方形のエア・パイプの接続には通常、確実で気密性の高い接続を確保するためにさまざまな方法が用いられる:

(1) 強化テクニック:
継ぎ目の高さを補強する技術(スタンディングバイトを使用)。ダクトの外周をアングル鋼のリングで補強。ダクトの大きい側をアングル鋼で補強。エアダクトの内壁を長手方向にリブで補強し、エアダクトの鋼板を巻き溝や圧着リブで補強する。
エアダクト補強の品質に関する要求事項:
エアダクトはしっかりと補強されていなければならない。
各鉄筋の間隔は適切で、均一で、平行でなければならない。
(2) エアダクト補強の形式と要件:
エア・ダクトの補強には、コルゲート・バー、スタンディング・バー、アングル・スチール(内部および外部補強用)、フラット・スチール(垂直補強用)、鉄筋、内部チューブ・サポートなどがある。
図4.3.1.11を参照のこと。
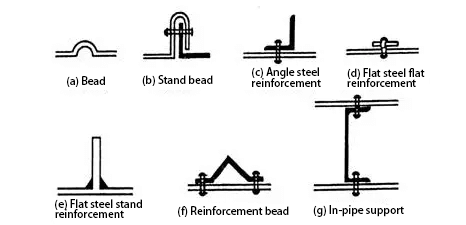
図4.3.1.11 エアダクトの補強形状
(3) コルゲートバーまたはワイヤーを用いた補強は、一定の間隔で規則的に配置し、ダクト表面に明らかな変形がないこと。
(4) アングル鋼材および補強リブは、左右対称に整然と配置し、高さはエアダクトのフランジ幅を超えないこと。アングル鋼材、補強リブ、エアダクトのリベット止めは、220mm以内の等間隔で確実に行い、2つの交差部は一体として接合すること。
(5) 支柱とエアダクトは確実に固定し、各支柱の間隔またはエアダクトの端部またはフランジの間隔は950mm以内とすること。
(6) 中圧および高圧システムのエアダクト部分の長さが1250mmを超える場合は、補強バーも使用すること。高圧システムの金属製エアダクトには、シングルバイトシームでの破裂を防止するための補強または補強措置を施すこと。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







