並列許容差の基礎を理解する:完全ガイド
エンジニアが製造の精度をどのようにして確保しているのか、不思議に思ったことはないだろうか。この記事では、平行度公差の魅力的な世界に飛び込みます。微小な偏差が部品の性能にどのような影響を与えるかを学び、その発見を...
エンジニアリングにおける精度の重要性機械工やエンジニアにとって、真直度と平行度の公差を理解することは不可欠です。この記事では、公差表について掘り下げ、一般的な公差と特定の公差の概念を説明し、さまざまな等級と寸法の詳細な表を提供します。読者は、機械加工および溶接部品の品質と精度を保証するために、これらの基準を適用する方法を学ぶことができます。直線寸法を扱う場合でも、角度の偏差を扱う場合でも、この包括的なガイドは、作業において高い基準を維持するための知識を提供します。
1.一般的な許容範囲の概念
1.1.一般公差とは、通常の作業場条件下で保証できる公差を指す。一般公差を持つ寸法については、寸法の後にその限界偏差値を注記する必要はない。代わりに、図面、技術要件、技術文書(企業規格など)などで説明する必要がある。
1.2.一般公差は、直線寸法、角度寸法、形状、位置などの幾何学的要素に適用できる。
2. の許容等級と限界偏差値 金属切断 機械加工部品及びプレス部品(GB/T 1804-2000より抜粋)
2.1.許容等級と限界偏差値表
表1-直線寸法の限界偏差値(mm)
| 許容等級: | 基本的なディメンション・セグメンテーション | |||||||
| 0.5-3 | >3-6 | >6-30 | >30-120 | >120-400 | >400-1000 | >1000-2000 | >2000-4000 | |
| 高精度f | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | - |
| ミディアム | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| ラフC | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| 最も粗いV | - | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±8 |
表2-フィレット半径と面取り高さ寸法の限界偏差値(mm)
| 許容等級: | 基本的なディメンション・セグメンテーション | |||
| 0.5-3 | >3-6 | >6-30 | >30 | |
| 高精度f | ±0.2 | ±0.5 | ±1 | ±2 |
| ミディアム | ||||
| ラフC | ±0.4 | ±1 | ±2 | ±4 |
| 最も粗いV | ||||
表3-角度寸法の限界偏差値(mm)
| 許容等級: | 基本的なディメンション・セグメンテーション | ||||
| -10 | >10-50 | >50-120 | >120-400 | >400 | |
| 高精度f | ±1° | ±30′ | ±20′ | ±10′ | ±5′ |
| ミディアム | |||||
| ラフC | ±1°30′ | ±1° | ±30′ | ±15′ | ±10′ |
| 最も粗いV | ±3° | ±2° | ±1° | ±30′ | ±20′ |
2.2.表記の様式:例えば、中グレードを選択する場合、GB/T 1804-m と表記する。当社は一般的にmレベルを選択し、表記する必要はない。他の精密レベルは図面に記すべきである。
3. 溶接構造物の一般寸法公差および位置公差(GB/T 19804-2005より抜粋)
3.1.長さ寸法。
表4に示す長さ寸法の限界偏差値は、外形寸法、内形寸法、段差寸法、幅寸法、幅寸法のような溶接部品および溶接構成部品の長さ寸法に適用される。 中心距離 寸法など当社では一般的にグレードAを選択し、マークする必要はありません。その他の精密レベルについては、図面にマーキングする必要があります。
表4 - 直線寸法公差(mm)
| 公差グレード | 公称寸法 | ||||||||||
| 2-30 | >30-120 | >120-400 | >400-1000 | >1000-2000 | >2000-4000 | >4000-8000 | >8000-12000 | >12000-16000 | >16000-20000 | >20000 | |
| A | ±1 | ±1 | ±1 | ±2 | ±3 | ±4 | ±5 | ±6 | ±7 | ±8 | ±9 |
| B | ±2 | ±2 | ±3 | ±4 | ±6 | ±8 | ±10 | ±12 | ±14 | ±16 | |
| C | ±3 | ±4 | ±6 | ±8 | ±11 | ±14 | ±18 | ±21 | ±24 | ±27 | |
| D | ±4 | ±7 | ±9 | ±12 | ±16 | ±21 | ±27 | ±32 | ±36 | ±40 | |
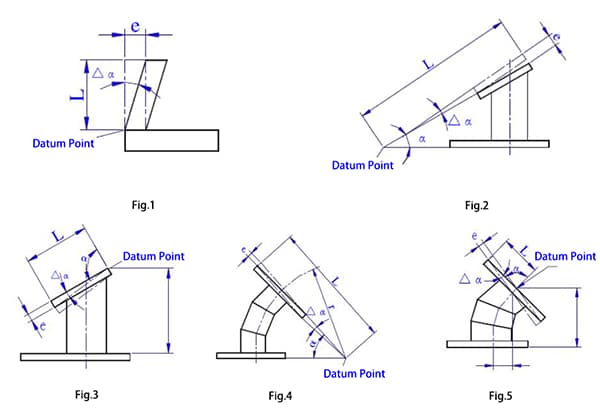
3.2.角度寸法公差
角度の限界偏差は表 5 による。角度偏差の公称寸法は、図1〜図5に示すように、短辺を基準辺とし、その長さは図面に示された基準点から算出する。
図面に角度の注釈がなく、長さ寸法だけが注釈されている場合、許容偏差はmm/m単位とする。
当社では一般的にグレードAを選択し、マークする必要はありません。その他の精密レベルについては、図面に記載する必要があります。
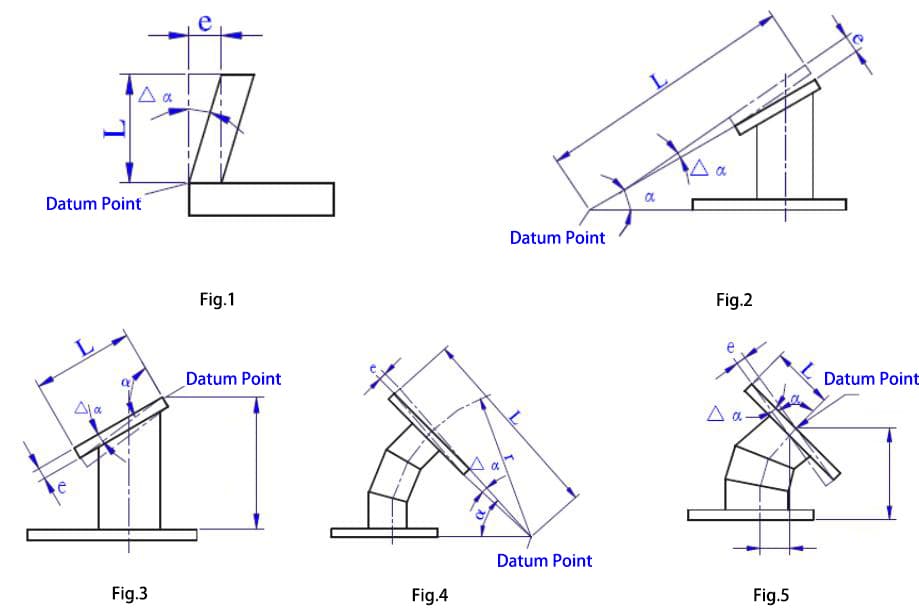
表5 - 角度寸法公差
| 公差グレード | 公称寸法 | |||||
| 0-400 | >400-1000 | >1000 | 0-400 | >400-1000 | >1000 | |
| 角度で表される公差 Δα(°) | 長さで表される公差 (mm/m) | |||||
| A | ±20′ | ±15′ | ±10′ | ±6 | ±4.5 | ±3 |
| B | ±45′ | ±30′ | ±20′ | ±13 | ±9 | ±6 |
| C | ±1° | ±45′ | ±30′ | ±18 | ±13 | ±9 |
| D | ±1°30′ | ±1°15′ | ±1° | ±26 | ±22 | ±18 |
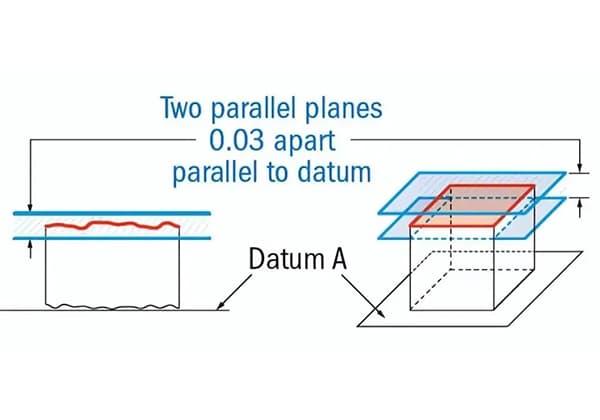
3.3.溶接部品の位置公差。
の許容範囲である。 真直溶接部品に記されていない平坦度、平行度、平行度 は、表6の規定に従わなければならない。当社では通常、等級Eを選択し、図面に記 載する必要はない。その他の等級については、図面に記 載する必要がある。
表6 - 真直度、平坦度、平行度の公差(mm)
| 公差グレード | 公称寸法(表面の長い方の辺に対応) | |||||||||
| >30-120 | >120-400 | >400-1000 | >1000-2000 | >2000-4000 | >4000-8000 | >8000-12000 | >12000-16000 | >16000-20000 | >20000 | |
| E | ±0.5 | ±1 | ±1.5 | ±2 | ±3 | ±4 | ±5 | ±6 | ±7 | ±8 |
| F | ±1 | ±1.5 | ±3 | ±4.5 | ±6 | ±8 | ±10 | ±12 | ±14 | ±16 |
| G | ±1.5 | ±3 | ±5.5 | ±9 | ±11 | ±16 | ±20 | ±22 | ±25 | ±25 |
| H | ±2.5 | ±5 | ±9 | ±14 | ±18 | ±26 | ±32 | ±36 | ±40 | ±40 |
3.4.溶接部品の寸法公差等級と位置公差等級の選 択を表7に示す。
表7
| 精度グレード | 適用範囲 | |
| リニア寸法 | 位置公差 | |
| A | E | 高い寸法精度が要求され、かつ重要な溶接部品。 |
| B | F | 溶接や矯正による熱変形が小さく、バッチ生産される比較的重要な構造物。 |
| C | G | 溶接や矯正による熱変形の大きい箱型構造物などの一般構造物。 |
| D | H | より大きな偏差を許容する構造部品。 |
4.鋳物の寸法公差(GB/T 6414-1999 より抜粋)
4.1.本規格で規定する鋳物の寸法公差は、通常の製造条件下で達成されるべき公差を指す。
4.2.鋳物の寸法公差の数値は表8の規定に従うものとし、公差等級は表9の規定に従って選択するものとする。
表8-鋳物の寸法公差の数値(mm)
| 鋳造ブランク基本寸法 | 公差グレード CT | |||||||||||
| > | ≤ | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 10 | 0.36 | 0.52 | 0.74 | 1 | 1.5 | 2 | 2.8 | 4.2 | ||||
| 10 | 16 | 0.38 | 0.54 | 0.78 | 1.1 | 1.6 | 2.2 | 3 | 4.4 | |||
| 16 | 25 | 0.42 | 0.58 | 0.82 | 1.2 | 1.7 | 2.4 | 3.2 | 4.6 | 6 | 8 | 10 |
| 25 | 40 | 0.46 | 0.64 | 0.9 | 1.3 | 1.8 | 2.6 | 3.6 | 5 | 7 | 9 | 11 |
| 40 | 63 | 0.5 | 0.7 | 1 | 1.4 | 2 | 2.8 | 4 | 5.6 | 8 | 10 | 12 |
| 63 | 100 | 0.56 | 0.78 | 1.1 | 1.6 | 2.2 | 3.2 | 4.4 | 6 | 9 | 11 | 14 |
| 100 | 160 | 0.62 | 0.88 | 1.2 | 1.8 | 2.5 | 3.6 | 5 | 7 | 10 | 12 | 16 |
| 160 | 250 | 0.7 | 1 | 1.4 | 2 | 2.8 | 4 | 5.6 | 8 | 11 | 14 | 18 |
| 250 | 400 | 0.78 | 1.1 | 1.6 | 2.2 | 3.2 | 4.4 | 6.2 | 9 | 12 | 16 | 20 |
| 400 | 630 | 0.9 | 1.2 | 1.8 | 2.6 | 3.6 | 5 | 7 | 10 | 14 | 18 | 22 |
| 630 | 1000 | 1 | 1.4 | 2 | 2.8 | 4 | 6 | 8 | 11 | 16 | 20 | 25 |
| 1000 | 1600 | 1.6 | 2.2 | 3.2 | 4.6 | 7 | 9 | 13 | 18 | 23 | 29 | |
| 1600 | 2500 | 3.6 | 3.8 | 5.4 | 8 | 10 | 15 | 21 | 26 | 33 | ||
| 2500 | 4000 | 4 | 6.2 | 9 | 12 | 17 | 24 | 30 | 38 | |||
| 4000 | 6300 | 7 | 10 | 14 | 20 | 28 | 35 | 40 | ||||
| 6300 | 10000 | 11 | 16 | 23 | 32 | 40 | 50 | |||||
注:
鋳物の基本寸法は、図面に記載された寸法を指し、加工許容差と抜き勾配を含むべきである。
基本寸法が16mm以下の鋳物については、CT13からCT15の等級に対してCT12の公差値が選択される。
表 9 鋳造寸法公差等級 CT
| バッチ生産と大量生産。 | 小ロット生産と単一ピース生産。 | ||
| 製造方法: | 公差グレード | 成形材料 | 公差グレード |
| 手動砂型鋳造 | 11~13 | 乾いた砂と湿った砂 | 13~15 |
| 機械砂型鋳造とシェルモールド | 8~10 | 自硬性砂 | 11~13 |
| 金属鋳造 | 7~9 | ||
| 低圧鋳造 | 7~9 | ||
| インベストメント鋳造 | 5~7 | ||
4.3.公差ゾーンは対称的な分布を持つべきである。すなわち、公差の半分が正で、残りの半分が負であるべきである。
ただし、特別な要求がある場合は、非対称のセッティングを使用することもでき、その場合は図面または技術文書に明記する必要がある。
鋳造公差等級は、図面または関連する技術文書に示されていなければならない。指定がない場合、すべての鋳物はCT11等級に従って実行されます。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。