
バンプ成形大曲げ板金
機関車の巨大な鉄骨構造物が、どうやって正確なカーブを実現しているのか不思議に思ったことはないだろうか。この記事では、板金部品に大きな曲げ半径を作る秘密を明らかにする。
正確な技術と慎重な制限によって、板金はどのように重要な部品に生まれ変わるのでしょうか?この記事では、シートメタルの成形に不可欠な、平坦化、180°Uピース曲げ、三つ折りヘミングなどのさまざまな方法を探ります。最小寸法を計算し、よくある落とし穴を避け、高品質な仕上がりを実現する方法をご覧ください。最後には、これらの金属加工技術の有効性と精度に影響する重要な要素を理解することができます。

平坦化(ヘミングとも呼ばれる)の方法を図 2-20 に示す。最初に、シートメタルのエッジを30°曲げ金型を使って30°の形状に曲げる。その後、曲げた端を平らにする。平坦化は プレス機油圧機械、またはプレスブレーキ機械。
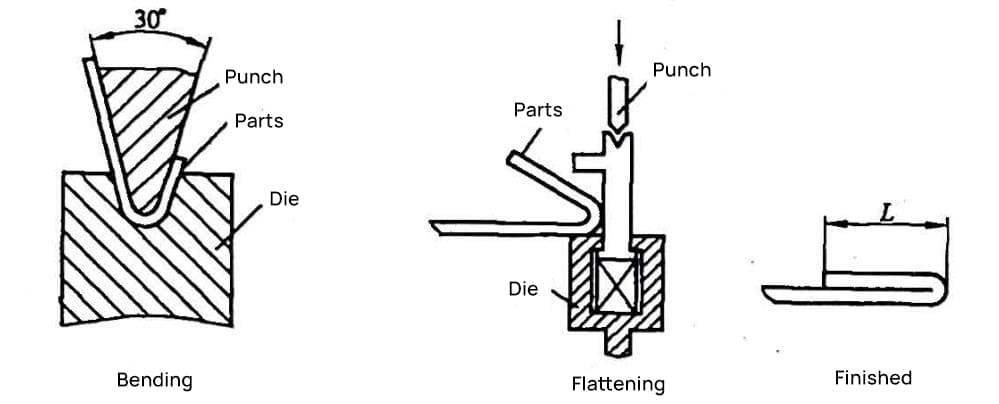
最小平坦化幅サイズL分 式(2-3)に0.5t(tは材料の厚さ)を加えて式(2-7)のように計算することができる:
L分 = (Bブイミン - x)/ 2 + f + 1.5t (2-7)
平坦化に適した一般的な板材には、ステンレス鋼がある、 亜鉛メッキシートおよびアルミニウム亜鉛板。電気メッキが必要な部品は、平坦化された部分が酸の捕捉を引き起こし、処理が困難になる可能性があるため、使用すべきではない。
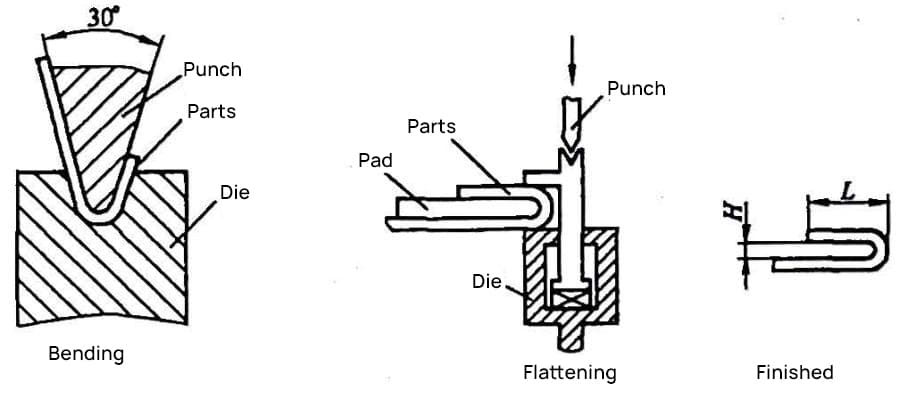
180°Uピースの曲げ工程を図2-21に示す。まず30°曲げ工具でシート材を30°に曲げ、曲げた端を平らにし、平らにした後にスペーサーを取り除く。
スペーサーの厚さHは、一般的なシートサイズ(0.5mm、0.8mm、1.0mm、1.2mm、1.5mm、2.0mmなど)から選ぶべきで、あまり大きなものを選ぶのは好ましくない。180°Uピースの開口部が大きい場合、曲げ加工には専用の金型を使用する。
最小曲げエッジサイズL分 曲げ幅の式は、式(2-3)にHを加えて計算することができる:
L分 = (Bブイミン - x)/ 2 + f + H (2-8)
三つ折りヘミングを図 2-22 に示す。まず、図に示す小さい側で折り曲げを行い、次に、先に述べた 180°Uピース折り曲げ法でU字部を形成し、最後に、平坦化法で三つ折りヘミングピースを形成する。
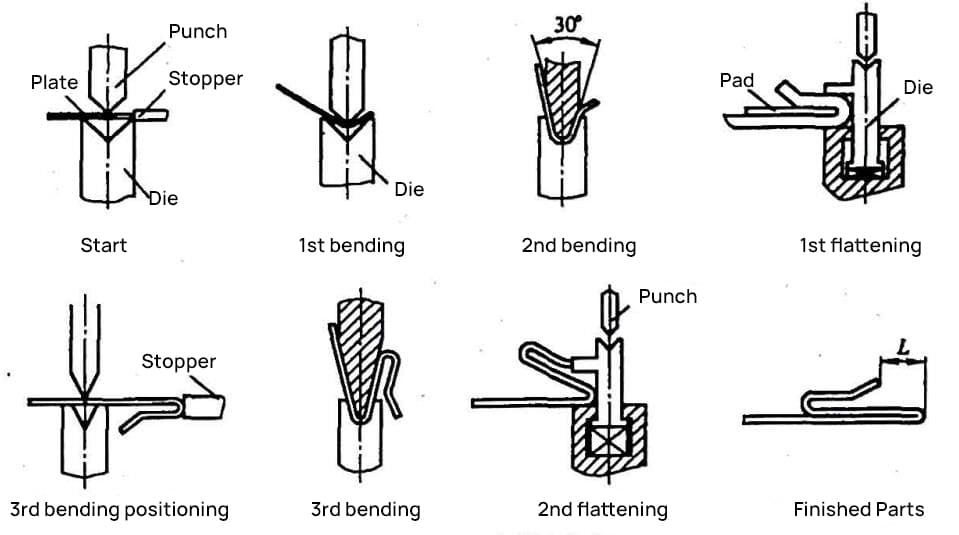
三つ折りデッドエッジが必要な部品の加工技術を設計・準備する際には、すべての部品の構造寸法に注意を払う必要がある。
構造寸法は、各ステップで要求される最小曲げ寸法と最小幅寸法L分 最終的に平坦化された圧縮エッジの、不要な後加工や特別な治具の製造を避けることができます。
最小幅寸法L分 平坦化された圧縮エッジを表2-5に示す。
表2-5 三つ折りヘミングの最終平坦化圧縮エッジの最小幅寸法(単位:mm)
| 材料の厚さ t | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
| 最小圧縮端寸法 L分 | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
注:

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







