
フレーム切断:手動、半自動、自動操作の基準
金属加工で完璧なフレームカットを実現する方法を考えたことはありますか?このガイドブックでは、手動、半自動、自動のフレーム切断作業の基準を定めています。必要不可欠な手順、品質要件、そして...
金属を精密かつ最小限の変形で切断することを想像してみてください。金属加工で一般的な方法であるフレームカットは、熱による反りや応力などの課題をしばしばもたらします。この記事では、きれいな切断を達成し、変形を最小限に抑えるために、フレーム切断プロセスを最適化するための専門家のヒントを提供します。これらのガイドラインに従うことで、効果的な切断の順序、熱分布の管理、切断の最適な開始点の選択方法を学ぶことができます。これらの実践的な洞察により、フレーム切断の可能性を引き出し、金属加工プロジェクトを強化します。

適切な切断順序は、部品の内孔の切断と部品の縁の切断の2つの部分に分けられる。
部品の内孔の適切な切削順序は、まず内側を切削し、次に外側を切削するという原則に従うべきであり、大きな穴の前に小さな穴を切削し、不規則な形状の穴の前に丸い穴を切削し、単純な形状の穴の前に複雑な形状の穴を切削する。

板状の部品に複数の穴が開いている場合は、まず真ん中の穴から切り始め、それから外側に向かって段階的に加工するのがよい。こうすることで、切断熱が外側に均等に放射されるようになる。
つまり、内径の穴の大きさが異なる場合は、小さい穴から先に切削することをお勧めします。小さい穴から切削する方が切削熱の発生が少ないため、被削材への熱影響が少なくなります。
円形の穴を切削する場合、円が均一であるため、切削熱を比較的バランスよく外部に放出することができる。しかし、四角い穴の場合、切削熱の外向きの放出バランスは著しく不十分である。
切削熱から生じる熱応力は、部品の変位や変形に大きな影響を与える。
高密度の穴を切削する場合、連続的に切削する代わりにカットを飛ばすことで、切削熱によって発生する応力が部品に与える影響を軽減することができる。
プレートにさまざまな形状の穴を開ける場合は、複雑な形状の穴から始め、次に単純な形状の穴に進むことをお勧めします。
プロファイル切断の開始点の選択は、切断順序に直接関係する。条件が許せば、クローズド・リング切断が望ましい。つまり、残りの材料端に切断開口部がないことが望ましい。
材料の厚みが大きく、材料端が切断できない場合は、制御機能付き切断線を使用することができる。制御機能付き切断線を制限することで、切断時の変形を抑えることができる。
コントロール機能付きカッティングラインは、先端が手前より小さいという幾何学的な特徴がある。
エッジがない場合は、カッティングポイントの位置とカッティング方向を選択する対策が必要である。
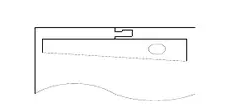
図1
部品やブランク材の変位を制限するために、重量プレスのような強制固定方法がプロファイリング切断で一般的に採用されている。
NC切削では通常、変位現象を制御するためにストップアイアンリミット法が利用される。
この方法は同時進行に適している。 ガス切断 1枚の鋼板上に複数の細長いブランクを形成する。の曲げ変形を制御する効果的な方法である。 ガス切断工程.
この方法は、複数の細長いブランクを一度に切断するのに適している。 鋼板 ガス切断を使ってガス切断プロセス中の曲げ変形を制御する効果的な方法である。
適時に冷却することで、変形を効果的に抑えることができる。
NCカッティングを使用する場合 Q235 厚さ6mm、長さ6m、幅50mmの板を使用する場合、スペーサーの約50mm後方に水で冷却する方法を適用すると、曲げ変形を大幅に減らすことができる。
に対するガス切断鋼の感度を考慮しつつ、早急に水冷法を採用することが重要である。 水冷 過度の散水によるひび割れや硬化した構造を避けるため。
鋼板から細長いストリップを手動または半自動で切断する場合は、切断ラインの両端に (3-5)mm * (50-80)mm の長穴を開けることをお勧めします。この準備により、ストリップ切断部品の曲げ変形を抑えることができ、意図したラインに沿ってより正確に切断することができます。
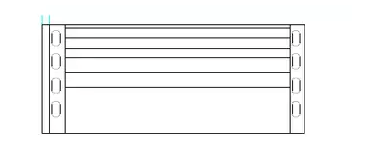
図2
ガス切断プレートの厚さが8mm以下になると、切断エッジの収縮と変形がますます顕著になる。切断時の膨らみや凹みを最小限に抑えるため、プレート上に重量物を置いてこれらの影響を抑制・制御することができる。
インターバル切断とは、ある長さを切断した後、10~30mmの長さを残して次の切断を行うことである。切断時のズレを抑制する効果が高い。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







